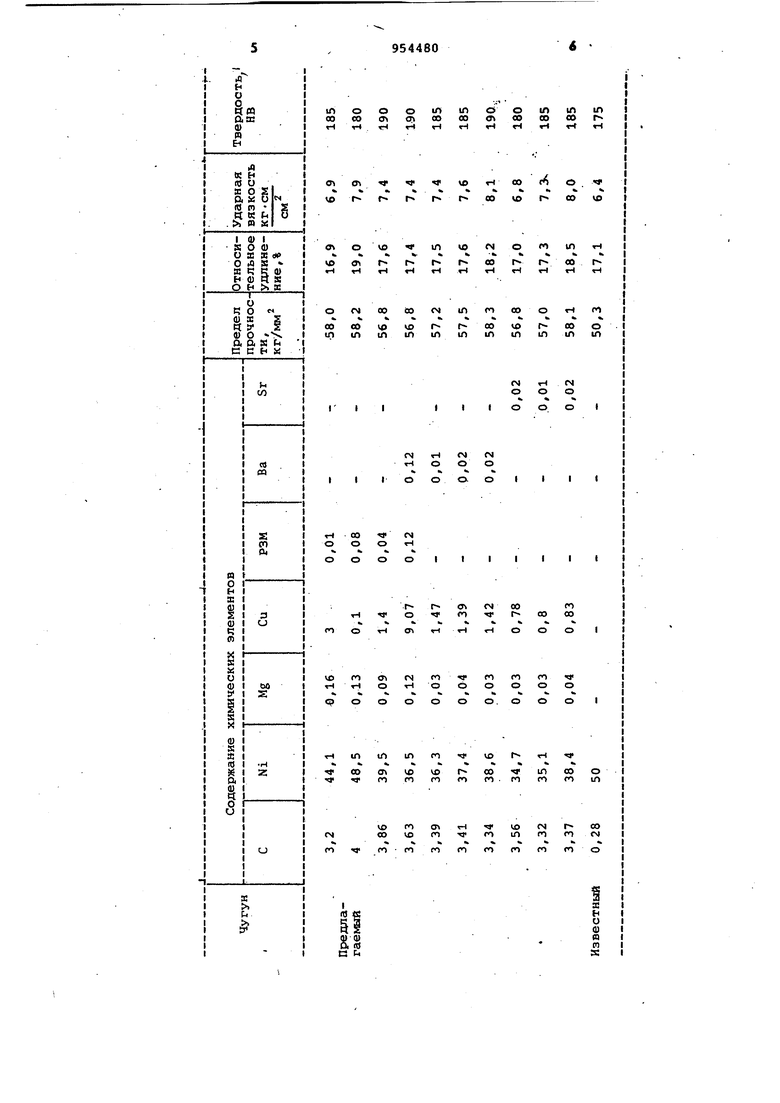
Изобретение относится к металлу гии, в частности к изысканию чугунов для электродов и может быть использовано для сварки и заварки отливок из высокопрочного чугуна с шаровидным графитом. Известен сплав для электродов, содержащий 95-98 вес.% никеля l . Недостатком известного чугуна для электродов, является то, что его нельзя использовать для сварки чугуна с шаровидным графитом. Наиболее близким к предлагаемом по технической сущности и достигае мому результату является чугун 2 следующего химического состава, вес.%: Углерод0,3 Никель - 50 ЖелезоОстальное Недостатком известного чугуна для .электродов является то, что после сварки металл шва имеет низк прочность и повышенную склонность к трещинообразованию. Цель изобретения - повышение пр ности металла шва и снижение склон ти его к трещинообразованиго. Поставленная цель достигается тем, что чугун, содержащий углерод никель и железОу дополнительно содержит магний, медь, один элемент из группы щелочноземельных металлов: барий или стронций, при следующем соотношении компонентов, вес.%: Углерод3,2-4,0 Никель36,5-48,5 Магний0,09-0,11 Медь0,1-0,3 Один элемент из группы щелочноземельных металлов; барий или стронций0,OJ.-0,12 ЖелезоОстгшьное В качестве примесей в состав чугуна могут входить мар -анец, кремний, хром до 0,1 алюминиГ до 0,98%, кальций до 0,04%. Повышение в чугуне содержания углерода выравнивает его содержание в шве, околошовной зоне и основном метсшле отливки. Оптимальные размеры и форма графитовых включений и микроструктура металлической матрицы получаются при содержании углерода больше 3,2%. При увеличении содержания углерода больше 2,0% количество свободного углерода эначительно возрастает, что снижав прочностные свойства шва. Оптимальное количество никеля, вв димого в чугунf находится в пределах 36,5-48,5%. Это объясняется тем что в процессе наплавки, смешиваясь с основным металлом, чугун шва имеет содержание никеля 34-40%, т. е. имее {минимальное значение коэффициента ли нейного расширения. При уменьшении содержания никеля меньше 36,5% И уве личении его содержания 48,5% наблю дается увеличение значения коэффициента линейного расширения, что является нежелательным, так как приводит к трещинообразованию. Магний вводится в состав чугуна для обеспечения получения графитовЕлх включений шаровидной формы. Минимал ное оличество магния, которое обес печивает получение шаровидной формы графита - 0,09%. При увеличении содержания магния больше 0,16% в пе реходной зоне появляется карбидная фаза, что вызывает повышенную хрупкость. )ЗМ в чугуне способствуют получению правильной шаровидной формы графитовых -включений и увеличивают количество и уменьшают размеры .этих включений. Действие РЗМ начинает пр являться при их содержании в чугуне в количествах, болыйих 0,01%. При увеличении содержания РЗМ болг.ше 0,12% в переходной зоне начинает появляться карбидная фаза, что неже лательно. Замена РЗМ барием или стронцием позволяет получить мелкодисперсные графитовые включения шаровидной Фазы и фактически является равноценно Медь снижает температуру плавления чугуна и повышает его жидкотеку честь. Положительное влияние меди проявляется при ее содержании больше 0,1%. При увеличении содержания меди больше 3,0% наблюдается повешение коэффициента линейного расширения чугуна, чтз вызывает опасность трещинообразсвания. Химический состав и механические свойства сварного швар выполненного электродами, изготовленными из предлагаемого и известного чугунов, приведены в таблице. Сварку производят на чугуне с шаровидной формой графита следующего химического состава, вес.%: Углерод3,48 Кремний2,36 . Марганец .. 0,62 Магний0,04 . Щел 5чноземельныеметаллы0,03 Железо Остальное При сварке известным составом в околошовной зоне обнаружены трещины, при сварке предпагаемЕ1М составом трещин нет. Использование электродов из предлагаемого чугуна позволяет проводить заварку без предварительного подогрева основного металла, получить более высокие на 10-12% прочностные свойства металла шва по сравнению со свойствами основного металла, ликвидировать опасность образования микро- и макротрещин, повысить герметичность сварного шва, уменьшить брак по дефектам |И гидротечи отливок типа блок-картеров двигателей на 17-28% и получить экономический эффект в размере 28,736,9 руб. на 1 т отливок из высокопрочного чугуна с шаровидной формой графита. 7 95 Формула изобретения Чугун для электродов, содержащий углерод, никель и железо, о т л ичающийся тем, что, с целью повышения прочности металла шва и сни жения склонности к трещинообразовакию, он дополнительно содержит , медь, один элемент из группьц щелочноземельных металлов барий: или стронций, при следующем соотношении компонентов, вес.%: Углерод 3,2-4,0 Никель 36,5-48,5 Магний . . 0,09-0,16 Медь 0,1-3,0 08 Одинэлемент из группы щелочноземельныхметаллов; барий или стронций О 01-0 12 Железо Остальное , Источники информации, принятые во внимание при экспертизе 1. Чугун для электродов. ЧИТУ 14-4-452-73. 2.. Чугунное литье. Справочник. Л;, Машиностроение, 1978.


| название | год | авторы | номер документа |
|---|---|---|---|
| Чугун для сварочных электродов | 1986 |
|
SU1752814A1 |
| Состав сварочной проволоки для сварки чугуна | 1981 |
|
SU961906A1 |
| Состав сварочной проволоки | 1980 |
|
SU941110A1 |
| Чугун для сварочных прутков | 1989 |
|
SU1828875A1 |
| Состав сварочной проволоки | 1984 |
|
SU1291338A1 |
| Чугун с шаровидным графитом | 1983 |
|
SU1157111A1 |
| Модификатор | 1983 |
|
SU1106845A1 |
| Модификатор для чугуна | 1986 |
|
SU1390253A1 |
| Лигатура | 1985 |
|
SU1313886A1 |
| Коррозионностойкий чугун | 1978 |
|
SU949965A1 |
