Известны мет(1ллнческие пресофррмм для 5улканизац И формовых ободных лент, где давление на резиноцую заготовку осуществляется с помощью царочмых камер, заложенных в прессформу.
Предлагаемая прессформа выполнена цельнометаллической и не требует прнменения быстро изнашивающихся варочных камер, так как формование ленты осуществляется за счет использования термического расширения резиновой смеси во время вул1са11изации.
При использовании существуюш.их ирессформ Е пазы, ранее служившие для варочных камер, вставляются постояиные металлические кольца, образующие . вместе с неизменной верхней частью прессформы (крышкой) в закрытой форме полость с TO4FibiM профилем ободной ленты.
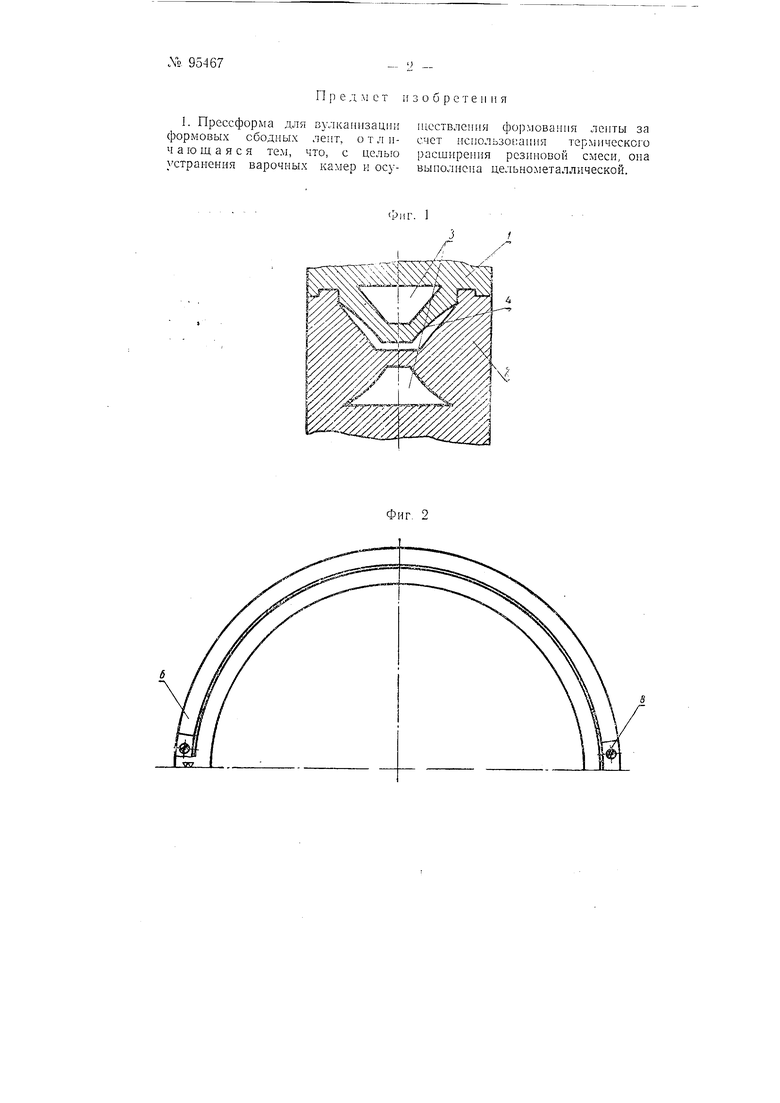
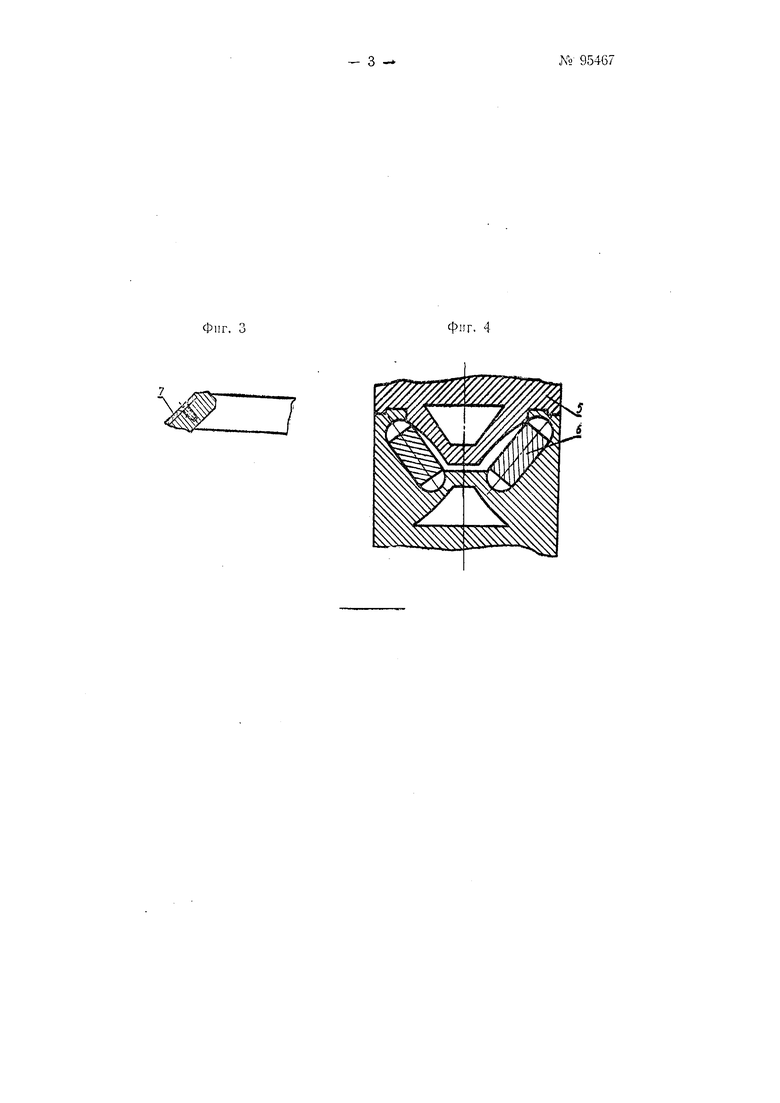
Ма фиг. 1 изображен вид предлагаемой прессформы в разрезе; иа фиг. 1-вид металлического кольца в плане; на фиг. 3-вид металлического кольца сбоку; на фиг. 4-расположение металлического кольца в су и чествующей прсссформе.
Предлагаемая пресоформа выколнгна цельнометаллической и состоит из верхней части (крышки) / и НИЖ ней части 2. Преесформа снабжена паровой рубашкой и имеет рабО чую полость 4 для резиновой заготовки.
Если для формования ободных лент используются существующие прессформы 5 с варочиымн камерами, тогда в пазы, служащие ранее для укладки варочных камер, вставляются металлические кольца 6. Для удобства вставки колец 6 они вы1ЮЛ11е11Ы разрезными в виде полуколец, соединенных пла1п ами 7 на винтах 8.
Изготовление ободиых лент в предлагаемых нрессформах нроизводится следующим образом.
В раскрытую прессформу закладывается сырая резиновая заготовка, по своему объему близкая к объему рабочей полости 4 прессформы. После этого закрывается крышка 4, гаготовка вулканизуется под действием тепла стеиок прессформы и одновременно, расширяясь, плотно заполняет сесь профиль рабочей полости 4.
П p e Д M с т изобретения 1. Прессформа для зулкапизацин формовых сбодных лент, отлнчающаяся тем, что, с целью устранения варочных камер и осушествлепия формования ленты за счет использосання термнческого расширения резиновой смеси, она выполнена цельнометаллической.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ МАКАРОННЫХ ИЗДЕЛИЙ | 2001 |
|
RU2222194C2 |
| Способ изготовления варочной камеры | 1978 |
|
SU870178A1 |
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМОВЫХ ЛИТЬЕВЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1970 |
|
SU259357A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2007 |
|
RU2358861C1 |
| Пресс-форма для горячей вулканизации резинового низа обуви | 1961 |
|
SU141077A1 |
| ЧЕРВЯЧНО-ЛИТЬЕВОЙ РОТОРНЫЙ АГРЕГАТ | 1967 |
|
SU200144A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛАСТИЧНОГО ДОМКРАТА | 1996 |
|
RU2109635C1 |
| Пресс-форма для изготовления кольцевых резиновых изделий | 1980 |
|
SU897562A1 |
| Способ вулканизации бескамерных покрышек и пресс-форма для выполнения способа | 1955 |
|
SU107641A1 |
| ПРЕСС-ФОРМА К ВУЛКАНИЗАЦИОННОМУПРЕССУ ДЛЯ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХПОЛОСОВЫХ ЗУБЧАТЫХ РЕЗИНОВЫХ ЗАГОТОВОКПЕРЕМЕННОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 1972 |
|
SU426859A1 |