Изобретение относится к технологии изготовления электрических машин, а именно к способам изготовления многослойных обмоток дЬя беспазовых якорей, и может быть использовано в электротехнической лромьшшенности.
Известен способ изготовления якоря, состоящий .в намотке на шаблон провода с выводами, приклеивании ак.тивных частей обмотки к изоляционному материалу и смещении активных частей обмотки на величину шага с одновременным их сближением ij .
Недостатком известного способа является невозможность его применения для изготовления дисковых якорей.
Известен также способ изготовления многослойной обмотки электрических машин, согласно которому провод наматывают на шаблон с фиксацией его на шаблоне, снимают заготовки с шаблона, прикрепляют торцовые поверхности .заготовки к плоским элементам и разворачивают плоские элементы относительно друг друга для укладки заготовки в обмотку 2 .
Недостатком данного способа является сложность технологии, заключающаяся в том, что к плоскостям прикрепляют всю торцовую поверхность заготовок, что приводит к необходимости после укладки менять местами торцовые части заготовок, т.е. торцовые части, которые были прикреплены к верхней плоскости, необходимо уложить в нижний слой обмотки, а торцовые части, которые были прикреплены к нижней плоскости, соответственно в верхний слой. Это приводит к необходимости осуществлять операцию контроля укладки.
Цель изобретения - упрощение технологии изготовления.
Поставленная цель достигается тем, что торцовые поверхности заготовки прикрепляют к плоским элементам под углом, меньшим 90° , при этом вершина угла направлена в сторону, противоположную направлению вращения соответ20ствующих плоских элег ентов.
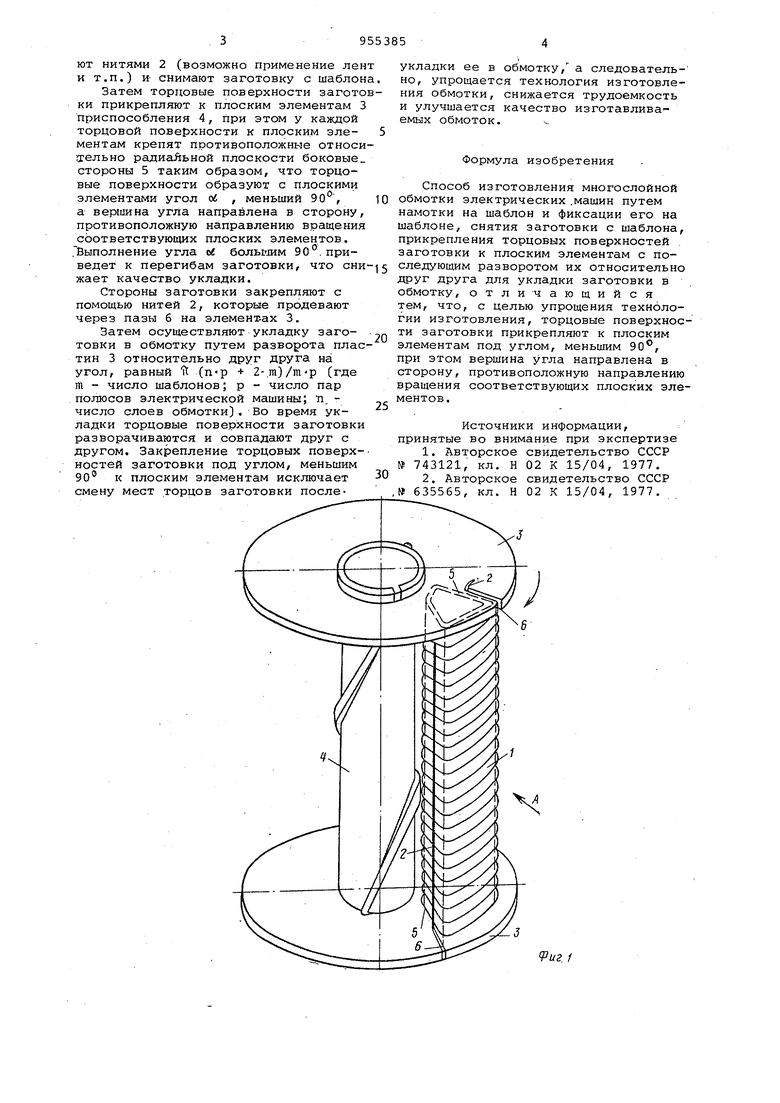
На фиг. 1 показана заготовка, установленная между плоскими элементами; на фиг. 2 - вид по стрелке А на фиг.1; на фиг. 3 - разворот плоских элементов с заготовкой на 180°; на фиг. 4 то ж, на 360° ; на фиг. 5 - заготовка, уложенная в обмотку.
Заготовку 1 изготавливают путем намотки провода на шаблон с одновременным выполнением выводов, фиксируют нитями 2 (возможно применение ле и т.п.) и- снимают заготовку с шабло Затем торцовые поверхности загото ки прикрепляют к плоским элементам приспособления 4, при этом у каждой торцовой поверхности к плоским элементам крепят противоположные относи стельно радиаЛьной плоскости боковые стороны 5 таким образом, что торцовые поверхности образуют с плоскими элементами угол о , меньший 90°, а вершина угла направлена в сторону противоположную направлению вращения соответствующих плоских элементов. .Выполнение угла и большим 90.приведет к перегибам заготовки, что сни жает качество укладки. Стороны заготовки закрепляют с помощью нитей 2, которые продевают через пазы б на элемент-ах 3. Затем осуществляют укладку заготовки в обмотку путем разворота плас тин 3 относительно друг друга на угол, равный It (пр + 2-т)/гар (где m - число шаблонов; р - число пар полюсов электрической машины; п. число слоев обмотки). Во время укладки торцовые поверхности заготовки разворачиваются и совпадают друг с другом. Закрепление торцовых поверхностей заготовки под углом, меньшим 90 к плоским элементам исключает смену мест торцов заготовки послеукладки ее в обмотку, а следовательНО, упрощается технология изготовления обмотки, снижается трудоемкость и улучшается качество изготавливав емых обмоток. Формула изобретения Способ изготовления многослойной обмотки электрических .машин путем намотки на шаблон и фиксации его на шаблоне, снятия заготовки с шаблона, прикрепления торцовых поверхностей заготовки к плоским элементам с последующим разворотом их относительно друг друга для укладки заготовки в обмотку, отли -чающийся тем, что, с целью упрощения технологии изготовления, торцовые поверхности заготовки прикрепляют к плоским элементам под углом, меньшим 90®, при этом вершина угла направлена в сторону, противоположную направлению вращения соответствующих плоских элементов. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 743121, кл. Н 02 К 15/04, 1977. 2.Авторское свидетельство СССР 635565, кл. Н 02 К 15/04, 1977.
ВиЗА
фиг.г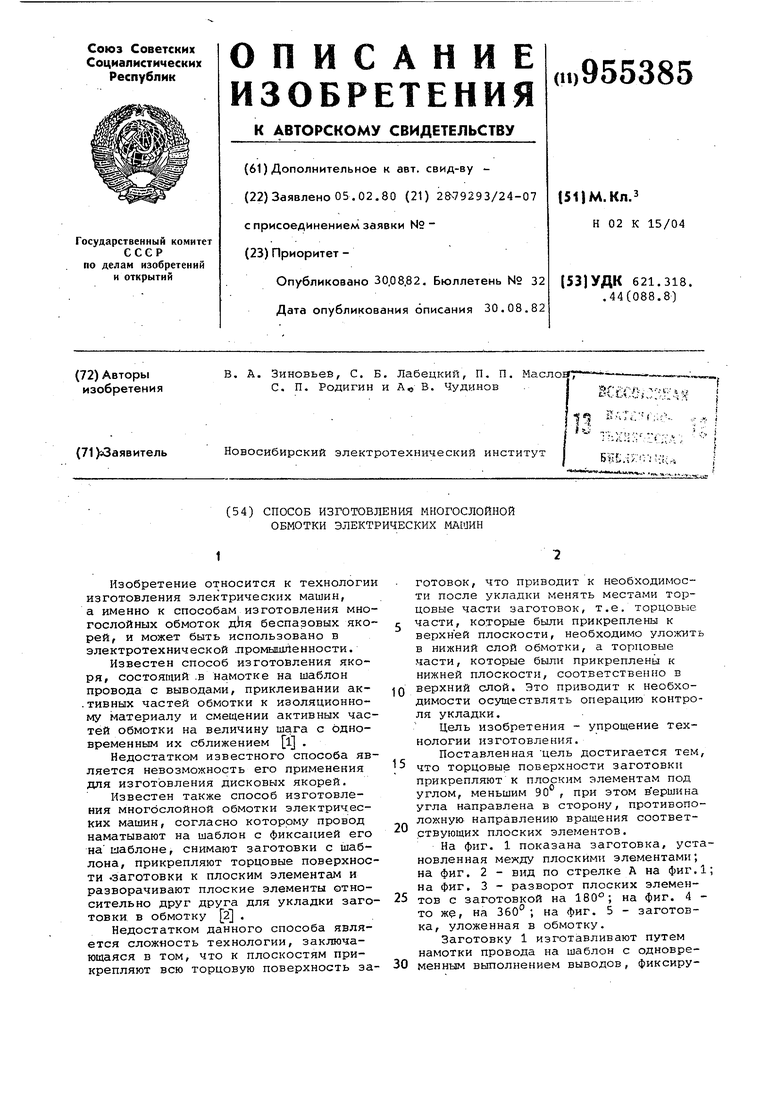
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления дискового якоря электрической машины | 1980 |
|
SU917268A1 |
| Способ изготовления обмотки якоря электрической машины | 1980 |
|
SU904118A1 |
| Способ изготовления многослойной обмотки электрических машин | 1977 |
|
SU635565A1 |
| Способ изготовления ротора электрической машины с треугольной формой витка | 1979 |
|
SU1029341A1 |
| Способ изготовления волновой обмотки дискового якоря электрической машины | 1985 |
|
SU1309193A1 |
| Способ изготовления ротора электрической машины с треугольной формой витка | 1979 |
|
SU904116A1 |
| Способ изготовления обмотки беспазового якоря электрической машины | 1984 |
|
SU1229907A1 |
| Способ изготовления многослойной обмотки гладкого якоря электрической машины | 1977 |
|
SU750661A1 |
| Способ изготовления многослойной обмотки электрических машин | 1985 |
|
SU1310958A2 |
| Способ изготовления ротора электрической машины с треугольной формой витка | 1979 |
|
SU904115A1 |
фиг.Ч
