(Б) АВТОМАТ ДЛЯ МОНТАЖА УПРУГИХ КОЛЕЦ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для монтажа упругих колец | 1979 |
|
SU837728A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
| Автомат для сборки сердечников магнитопроводов электрических машин | 1980 |
|
SU959220A1 |
| Труборезный автомат | 1982 |
|
SU1055593A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Установка наполнения баллонов сжиженнымгАзОМ | 1978 |
|
SU817369A1 |
| Автомат для сборки деталей типа вал с дисками | 1988 |
|
SU1551511A2 |
| Автомат безопочной стопочной формовки | 1980 |
|
SU944749A1 |
| Автомат для сборки пластинчатых магнитопроводов электрических машин | 1981 |
|
SU991553A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 2002 |
|
RU2231445C2 |
1
-Изобретение относится к машиностроению и может быть использовано во всех областях народного хозяйст- ва для монтажа с натягом упругих колец, в частности массивных шин, в наружные канавки базовых деталей типа диск.
Известен автомат для монтажа упругих колец на базовые детали, содержащий стол с датчиками положения, плиту, расположенный под ней силовой цилиндр с двумя штоками и поршнями разного диаметра, образующими общую полость, подпружиненные рычаги, связанные с одним штоком и имеющие копирную поверхность,.а также разжимные ролики, связанные с другим штоком силового цилиндра Г1.
Перед монтажом упругое кольцо для уменьшения трения о рычаги, и следовательно, для предотвращения выворачивания необходимо смазывать. Эта операция выполняется оручнуо.
что снижает производительность автомата.
Цель изобретения - повышение производительности з.а счет совмещения операций сборки и смазки.
Цель достигается тем, что автомат снабжен расположенной под плитой емкостью со смазкой, в которой установлены подпружиненные рычаги, и накопителями для упругих колец и базовых деталей, расположенными сверjcy плиты, причем ось накопителя базовых деталей совмещена с осью силового цилиндра, а плита расположена с возможностью вертикального перемещения и взаимодействия с датчиком положения и снабжена дополнительно введенными отсекателями.
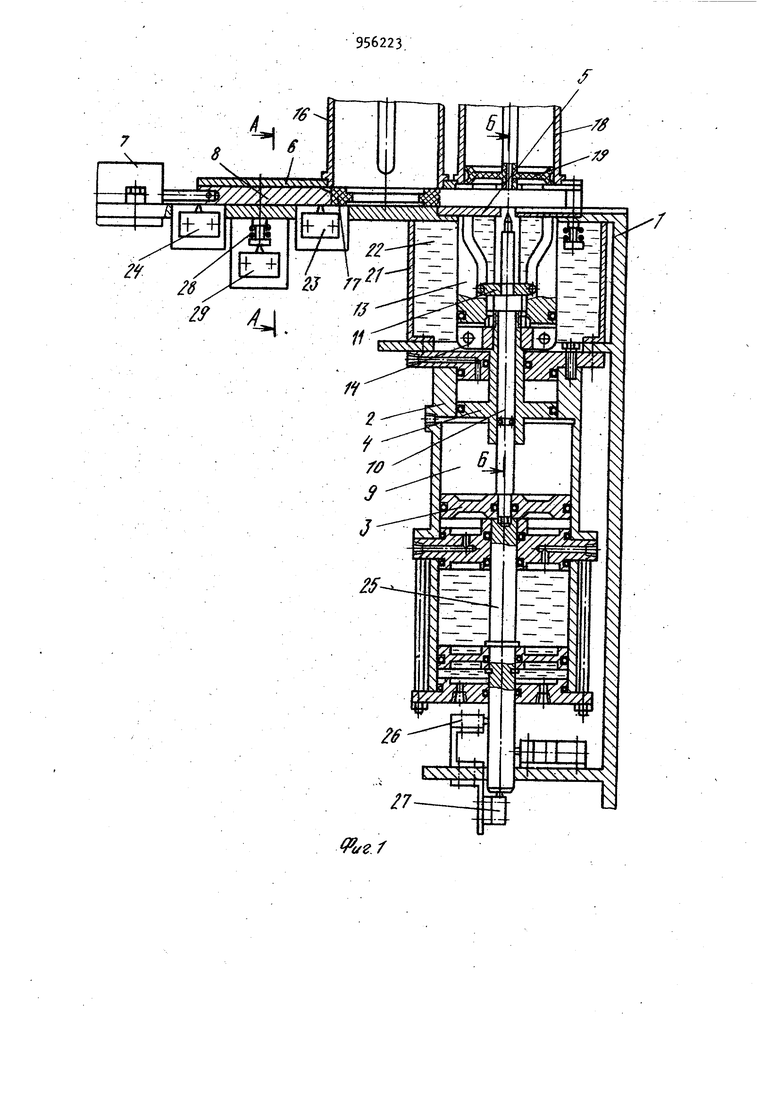
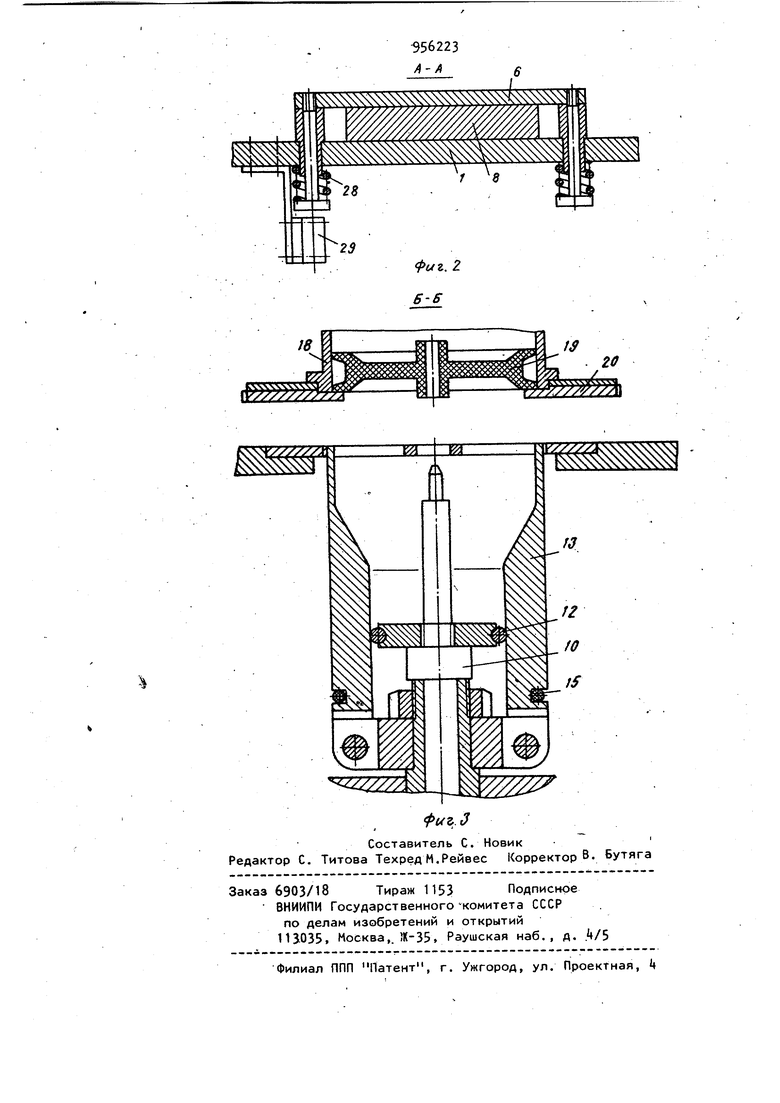
, На фиг. 1 изображен автомат, вид сбоку; на фиг. 2 - разрез А-А на фиг.1; на фиг. 3 разрез Б-Б на фиг.I. Автомат для монтажа упругих колец содержит стол 1, к которому прикреплен силовой цилиндр, например пнев моцилиндр 2 с поршнем 3 большего диаметра и поршнем меньшего Диаметра ограничитель S,, плита 6 и пневмоцилиндр подачи 7 с. подавателем 8. Поршни 3 и образуют Ъбщую полость 9. На штоке 10 поршня 3 закреплен диск 11 с разжимными роликами 12 взаимодействующими с копирной поверхностью рычагов 13, установленных шарнирно на кронштейне 14, закреплен ном на штоке поршНя 4. Рычаги 13 под пружиие.ны упругим кольцом 15. На пли те 6 установлен накопитель 16 для монтируемых упругих, колец 17 и накопитель 18 для базовых деталей 19 тип диск. Накопитель 18 установлей соо но с пневмоцилиндром 2, Под накопителем 18 на плите 6 установлены подпружиненные отсекатели 20, взаимодействующие с рычагами 13 при их полном разжатии. Рычаги 13 помещены с возможностью выхода в емкость 21 со смазкой 22. Подаватель 8 взаимодействует с да чиками положения 23 и 2, а ш%ок 25 пневмоцилиндра 2-е датчиками положения 26 и 27. Датчики 23 и 2Ц подаю сигналы на аппаратуру управления пневмоцилиндром 2, а датчики 2б и 27 Пневмоцилиндром 7. Плита-6 установлена на столе с во можностью перемещения при помощи пружин 28 и взаимодействует с датчиком положения 29. Плита 6 препятст вует выворачиванию упругого кольца 17 при монтаже. Автомат работает следующим образом, В исходном положении рычаги 13 и шток 10 опущены ниже ограничителя 5 и ниже уровня смазки 22, а подаватель 8 полностью выведен из-под накопителей 1б и 18. При работе в накопитель 1б закладывают упругое кольцо 17, а в накопитель 18 диск 19 Первое кольцо 17 ложится на стол, а диск 19 на отсекатели 20. Нажатием кнопки Пуск включают автомат, и воздух подается в пнемоцилиндр 7, который толкает подаватель 8, а вместе с ним упругое кол цо 17 до тех пор, пока оно не установится соосно накопителю 18., а, следовательно и пневмоцилиндру 2. При этом срабатыв,ает датчик 23 и воздух подается под поршень 3 и в 9 34 полость над поршнем , а полость 9 соединяется с атмосферой. ПоршеНь 3 перемещает вверх шток 10 и, следовательно, диск 11 с роликами 12, а поршень 4 при этом остается неподвижным. В результате этого ролики 12 сначала скользят по вертикальному участку рычагов 13, а затем по наклонному и рычаги 13 под действием упругого кольца 15 сжимаются до внутреннего диаметра кольца 17. После этого поршень 3 давит снизу на поршень k и из-за разницы усилий, создаваемых за счет разных диаметров, перемещает его вверх, а вместе с ним выдвигает рычаги 13 из смазки 22 и над поверхностью ограничителя 5 до отсекателей 20. Таким стразом кольцо 17 устамовипось на.предварительно смазанные рычаги 13. . В верхнем положении штока 25 пневмоцилиндра 2 срабатывает датчик 2б И пневмоцилиндр 7 возвращает подаватель в исходное положение. В этом положении подаватель 8 нажимает на датчик 24 и воздух подается в полость 9. Поршень 4 остается неподвижным и удерживает кронштейн 14 с рычагами 13 в верхнем положении. Поршень 3 со штоком 10 перемещается вниз, увлекая за собой диск Т1 с разжимными роликами 12, которые разжимают рычаги 13. Ролик 12 выходят на вертикальный участок рычагов 13, разжим заканчивается. В конце разжатия рычаги 13 давят на отсекатели 20, выводят их из-под диска 19. Диск 19 под собственным весом опускается в пространство, ограниченное рычагами 13, цeнfpиpyeтcя относительно рычагов 13 штоком 10 и ложится на ограничитель 5. Только после этого выступ штока 10 давит на поршень 4 и, перемещая его, опускает рычаги 13 ниже ограничителя 5) кольцо 17 остается на ограничителе 5, а сверху закрыто плитой 6 и само устанавливается в кольцевую канавку диска 19. В нижнем положении шток 25 давит на датчик 27, и воздух подается в пневмоцилиндр 7. Начинается новый цикл работы, а собранные детали выталкиваются из зоны сборки очередным упругим кольцом 17. Когда в накопителе 16 кончатся кольца 17, собранные детали
.не выталкиваются и остаются на ограничителе 5, а тёк как автомат будет продолжать-pa6oTatb, то выдвигаясь над ограничителем 5, рычаги 13 давят на собранные детали, которы.е в свою очередь давят на плиту 6, пружины 28j сжимаются и срабатывает датчик 29. который отключает аппаратуру управ-ления автомата. Автомат при этом возвращается в исходное положение и останавливается. Для запуска автомата необходимо вновь нажать кнопку Пуск.
- Аналогичное отключение произойдет при заклинивании упругого кольца 17 между плитой 6 и столом 1.
Использование автамата позволит повысить производительность монтажа, облегчит труд рабочего и позволит применить многостаночное обслуживание.
Формула изобретения
Источники информации принятые во внимание при экспертизе
