26
(Л
4
СО
4
00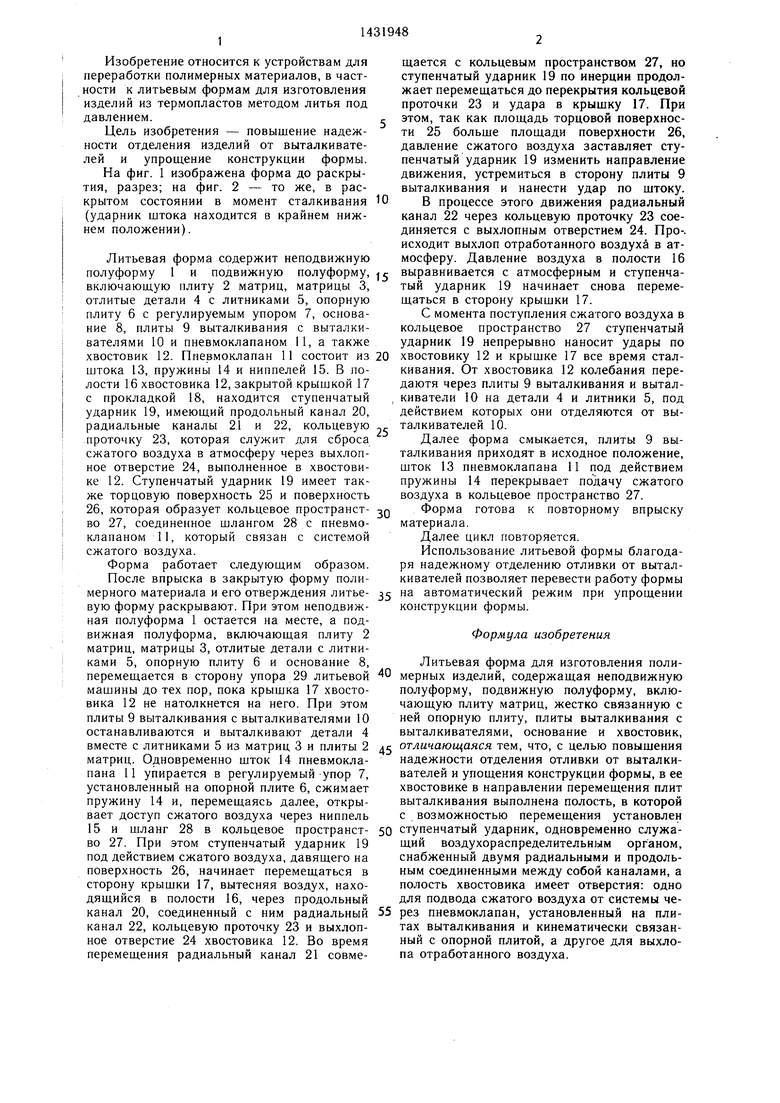
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1706882A1 |
| Литьевая форма с двухступенчатой системой выталкивания для полимерных изделий | 1980 |
|
SU876463A1 |
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1337277A1 |
| ГОРЯЧЕКАНАЛЬНАЯ ФОРМА ДЛЯ ИНЖЕКЦИОННОГО ПРЕССОВАНИЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2596748C2 |
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1260231A1 |
| Литьевая форма | 1981 |
|
SU1101361A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2011524C1 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1763223A1 |
| Литьевая форма для изготовления изделий из пластмасс | 1977 |
|
SU687714A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1989 |
|
SU1687440A1 |
Изобретение относится к устройствам для переработки полимерных материалов методом литья под давлением. Цель изобретения - повышение надежности отделения изделий от выталкивателей. Для этого в хвостовике 12 выполнена полость 16, в которой установлен ступенчатый ударник 19. Ударник снабжен каналами 21 и 22. Полость хвостовика имеет отверстия: одно для подвода воздуха от пневмоклапана 11, установленного на плите выталкивания 9, а другое 24 для выхода воздуха. 2 ил.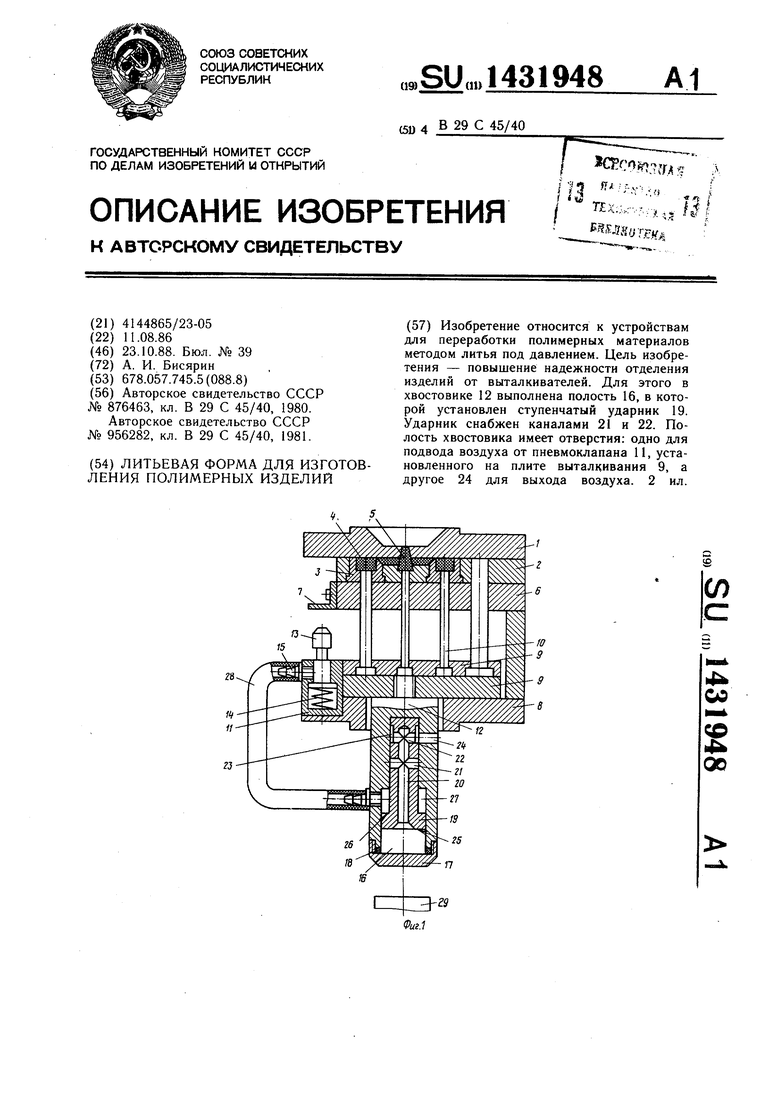
1В
Изобретение относится к устройствам для переработки полимерных материалов, в частности к литьевым формам для изготовления изделий из термопластов методом литья под давлением.
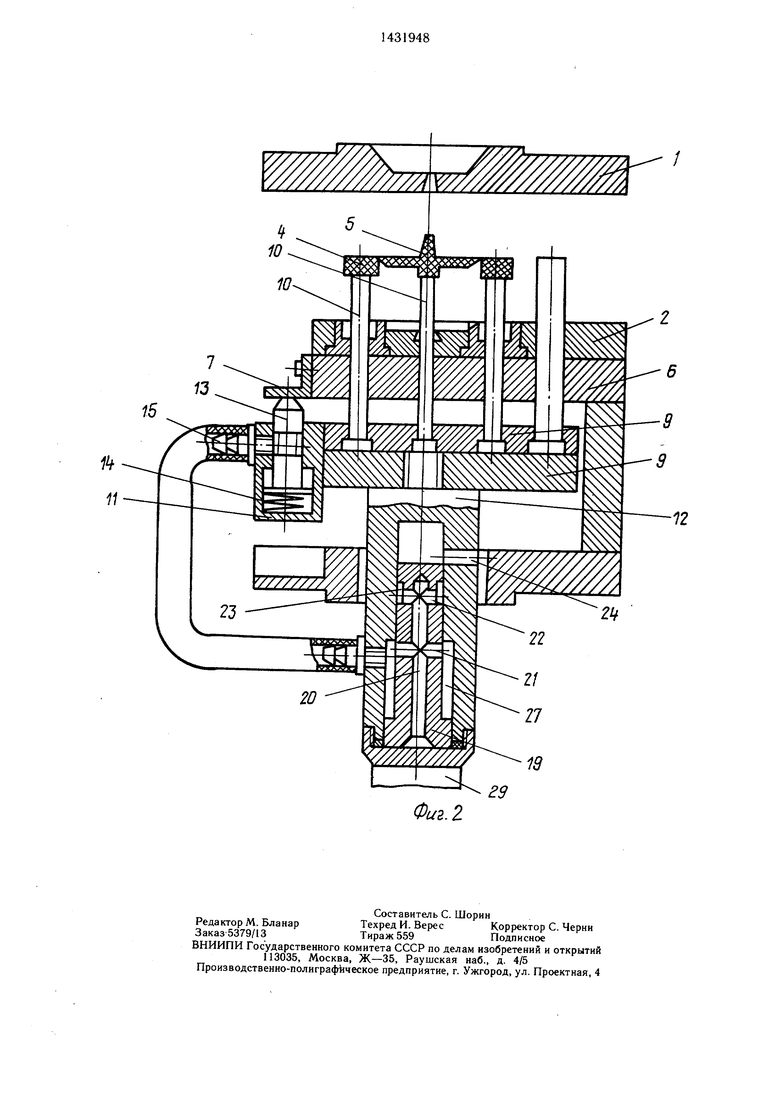
Цель изобретения - повышение надежности отделения изделий от выталкивателей и упрощение конструкции формы. На фиг. 1 изображена форма до раскрытия, разрез; на фиг. 2 - то же, в раскрытом состоянии в момент сталкивания О (ударник штока находится в крайнем ниж- нем положении).
Литьевая форма содержит неподвижную
полуформу 1 и подвижную полуформу, 1 включаюшую литу 2 матриц, матрицы 3, отлитые детали 4 с литниками 5, опорную плиту 6 с регулируемым упором 7, основа- ние 8, плиты 9 выталкивания с выталки- вателями 10 и пневмоклапаном 11, а также хвостовик 12. Пневмоклапан 11 состоит из 20 штока 13, пружины 14 и ниппелей 15. В по- лости 16 хвостовика 12, закрытой крышкой 17 с прокладкой 18, находится ступенчатый ударник 19, имеющий продольный канал 20, радиальные каналы 21 и 22, кольцевую - проточку 23, которая служит для сброса сжатого воздуха в атмосферу через выхлопное отверстие 24, выполненное в хвостовике 12. Ступенчатый ударник 19 имеет также торцовую поверхность 25 и поверхность 26, которая образует кольцевое пространст- во 27, соединенное шлангом 28 с пневмоклапаном 11, который связан с системой сжатого воздуха.
Форма работает следующим образом. После впрыска в закрытую форму полимерного материала и его отверждения литье- 35 вую форму раскрывают. При этом неподвижная полуформа 1 остается на месте, а подвижная полуформа, включающая плиту 2 матриц, матрицы 3, отлитые детали с литниками 5, опорную плиту 6 и основание 8, перемещается в сторону упора 29 литьевой машины до тех пор, пока крышка 17 хвостовика 12 не натолкнется на него. При этом плиты 9 выталкивания с выталкивателями 10 останавливаются и выталкивают детали 4 вместе с литниками 5 из матриц 3 и плиты 2 45 матриц. Одновременно шток 14 пневмокла- паиа 11 упирается в регулируемый упор 7, установленный на опорной плите 6, сжимает пружину 14 и, перемещаясь далее, открывает доступ сжатого воздуха через ниппель 15 и шланг 28 в кольцевое пространст- 50 во 27. При этом ступенчатый ударник 19 под действием сжатого воздуха, давящего на поверхность 26, начинает перемещаться в сторону крышки 17, вытесняя воздух, находящийся в полости 16, через продольный канал 20, соединенный с ним радиальный 55 канал 22, кольцевую проточку 23 и выхлопное отверстие 24 хвостовика 12. Во время перемещения радиальный канал 21 совмещается с кольцевым пространством 27, но ступенчатый ударник 19 по инерции продолжает перемещаться до перекрытия кольцевой проточки 23 и удара в крыщку 17. При этом, так как площадь торцовой поверхности 25 больще площади поверхности 26, давление сжатого воздуха заставляет ступенчатый ударник 19 изменить направление движения, устремиться в сторону плиты 9 выталкивания и нанести удар по штоку.
В процессе этого движения радиальный канал 22 через кольцевую проточку 23 соединяется с выхлопным отверстием 24. Про-, исходит выхлоп отработанного воздухй в атмосферу. Давление воздуха в полости 16 выравнивается с атмосферным и ступенчатый ударник 19 начинает снова перемещаться в сторону крышки 17.
С момента поступления сжатого воздуха в кольцевое пространство 27 ступенчатый ударник 19 непрерывно наносит удары по хвостовику 12 и крышке 17 все время сталкивания. От хвостовика 12 колебания пере- даютя через плиты 9 выталкивания и выталкиватели 10 на детали 4 и литники 5, под действием которых они отделяются от выталкивателей 10.
Далее форма смыкается, плиты 9 выталкивания приходят в исходное положение, шток 13 пневмоклапана 11 под действием пружины 14 перекрывает подачу сжатого воздуха в кольцевое пространство 27.
Форма готова к повторному впрыску материала.
Далее цикл повторяется.
Использование литьевой формы благодаря надежному отделению отливки от выталкивателей позволяет перевести работу формы на автоматический режим при упрощении конструкции формы.
Формула изобретения
Литьевая форма для изготовления полимерных изделий, содержащая неподвижную полуформу, подвижную полуформу, включающую плиту матриц, жестко связанную с ней опорную плиту, плиты выталкивания с выталкивателями, основание и хвостовик, отличающаяся тем, что, с целью повышения надежности отделения отливки от выталкивателей и упощения конструкции формы, в ее хвостовике в направлении перемещения плит выталкивания выполнена полость, в которой с возможностью перемещения установлен ступенчатый ударник, одновременно служащий воздухораспределительным органом, снабженный двумя радиальными и продольным соединенными между собой каналами, а полость хвостовика имеет отверстия: одно для подвода сжатого воздуха от системы через Пневмоклапан, установленный на плитах выталкивания и кинематически связанный с опорной плитой, а другое для выхлопа отработанного воздуха.
| Литьевая форма с двухступенчатой системой выталкивания для полимерных изделий | 1980 |
|
SU876463A1 |
| Солесос | 1922 |
|
SU29A1 |
| Литьевая форма для полимерных изделий с двухступенчатой системой выталкивания | 1981 |
|
SU956282A1 |
| Солесос | 1922 |
|
SU29A1 |
