Известны станки для газовой резки труб, выполненные в виде корпуса с вращающейся в нем планщайбсй, на которой при помощ и двух траверс прикпсплены газовые резаки, имеющие возможность по ворачиваться по градуированному сектору, скользящему в нрорези траверсы. Такая конс,трук1дия сбесиечивает возможность резки труб в плоскости, пернеиднхулярпой к продольной IHX оси. Недостатком этих станков является их малая производительность.
Преимущество предл агаемого станка по сравнению с известными достигается установкой плапитайбы с укрепленными на ней суппортами режущих органов на поворотной раме, которая вместе с нланщайбой может быть установлена наклонно к оси неподвижно закрепленной перерезаемой трубы под требуемым углом, а также наличием на иланщайбе двух режущ,их органов, расположенных на диаметрально противоположных сторонах планшайбы.
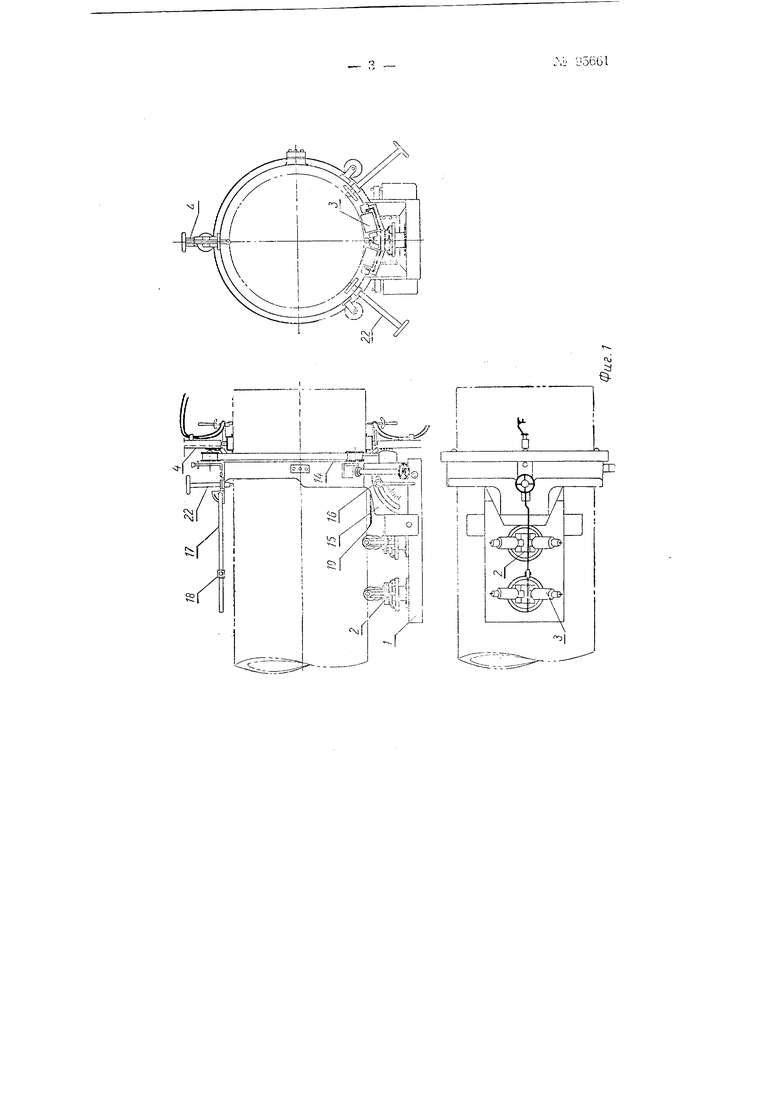
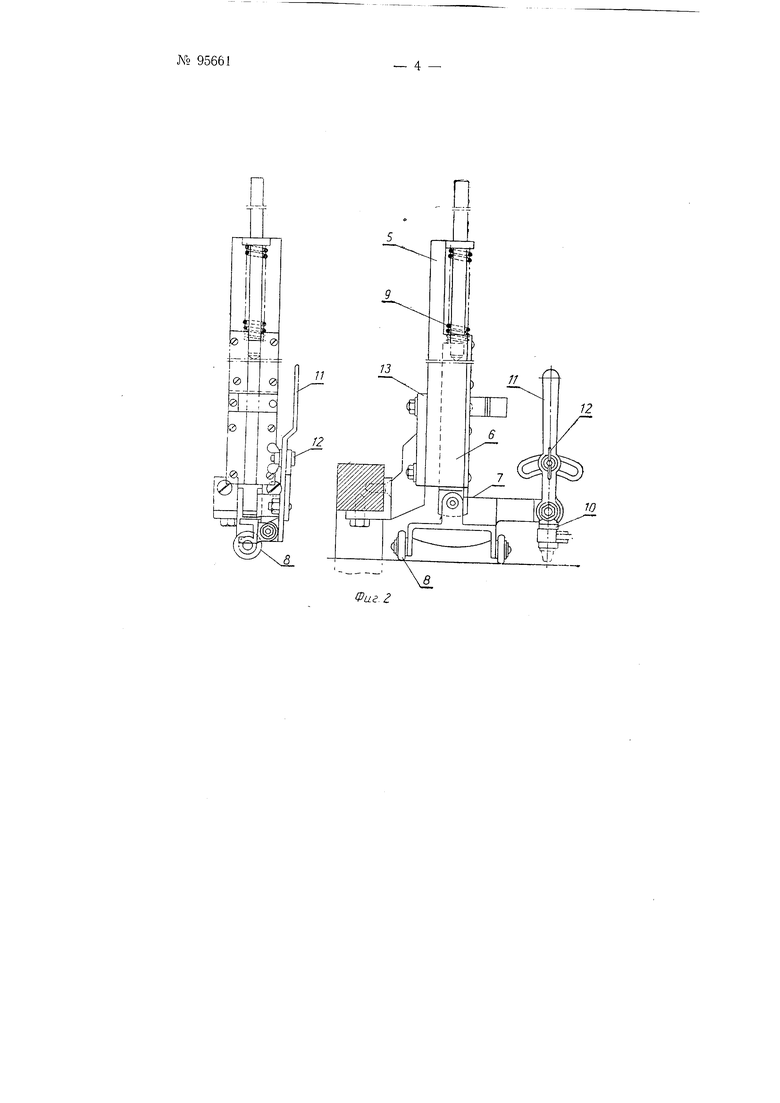
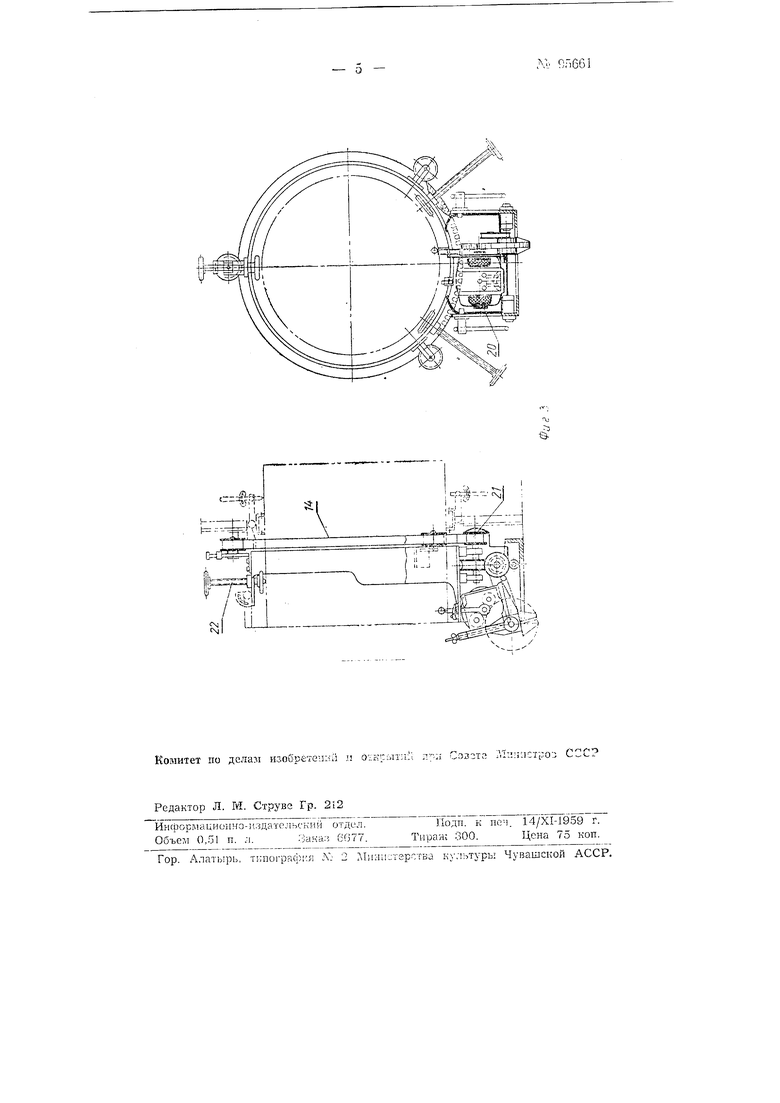
На фиг. 1 изображен станок в трех проекциях; на фиг. -суппорт режущих органов в двух проекциях; на фиг. 3-стаиок с механизмом рабочего движения в ДВУХ проекциях.
Станина / станка представляет собой сварную конструкцию из уголков. Центрирующее устройство состоит из двух винтовых стоек/, несущих опорныеролики 3, расположенные под углом.
Вращением щтурвал а при помощи гайкл выдвигаются или втягиваются винтовые стойки и ролики 5 устанавливаются на необходимой высоте, чем обеспечивается возможность резки разных диаметров.
Суппорт 4 состоит из корпуса 5, внутри которого скользит каретка 6 Нижней своей частью каретка 6 связана с кареткой 7 резака, которая сво:ими опорными роликами 8 под воздействием пружины У прижимается к образующей перерезаемой трубы. Каретка 7 резака несет обойму 10, в которой крепится ацетиленовый резак, и связана с рычагом 11 фиксатора. Последний устанавливается при помощи
№ 95661
специального болта с барашком 12 под углом, равным углу скоса кромки под сварку. Этим обеспечивается ВОЗМОЖНОСТЕЙ получения, одновременно с перерезанием трубы, фаски под сварку. Корпус 5 суппорта, имеющий два продолыгы.х паза, закрепляется на кронштейне 13, который болта.ми и шурупами крепится к планшайбе 14 станка, на диа.метрально противоположных сторонах которой расположены оба суппорта режушил органов. Планшайба 14 смонтирована на новоротной раме 15, mapin-ipno закрепле1гио1 на станине с возможностью установки ее вместе с рамой наклонно ; оси неподвижно закрепленной перерезаемой трубы. Рабочее положение рамы с планшайбой (угол наклона) фиксируется фиксатором 16.
Наличие продольных пазов в корпусе 5 дает возможность закреплять сунпорт в зависимости от диаметра перерезаемой трубы, а наклонное положение рамы 15 с планшайбой 14 обеспечивает возможность перерезания труб под yiMOM.
К планшайбе, кроме с ппорта, прикреплены два рейсмуса-верхний 17 н нижнпй 10. Верхний рейсмус, предназначенный для нанесения центральной осевой рискн на трубе неред ее резкой, представляет собой линейку, шарннрно закрепленную на сои. Благодаря этому, линейка при лю€см положенмн рамы станка может быть установлена горизонтально и закреплена в этом положении барашком. Линейка рейсмуса имеет ка))етку 18 с чертилкой. Мижний рейсмус предназначен для проверки нравильностн установки трубы поворота ее на 180°, что необходимо во время работы ста1-н а прн операция- вырезки сегментов, и представляет собой чертилку, шарнирно закреплен-. ную в корпусе шпилькой.
Рабочий механизм состоит из электродвигателя 20, связанного через систему шестерен с червячной парой; на оси червячной шестерни насажена ведуш;ая шестерня 21, находящаяся в зацеплении с нланшайбой 14. Труба, подлежашдя перерезанию, устанавливается на олорных роликах 3 л закрепляется нрилсимными регулировочными винтами 22.
Пред М е т и з о б р е т е н и я
1.Станок для газовой резки тру.б, состоящий из станины с опорными для трубы частями, п. апшайбы с укрепленными На ней суппор тами режущих органов, приводных -механизмов отличающийся тем, что, с целью возможности осун)ествления угловой резки труб, планшайба с укренленным и на ней суппортами режущих органов смонтирована на новоротной раме с возможностью установки ее вместе с планшайбой наклонно к осн неподвижно закрепленной перерезаемой трубы под требуемым углом.
2.Форма выполнення станка по н. 1, отличающаяся тем, что для одновременного е резкой трубы образования фаски под сварку каретка суппорта соединена с кареткой режущего органа щарнирно.
3.Форма выполнения станка по п. 1, от ЛИ ч а ю щ а я с я тем, что для осуществления перерезания трубы за пол-оборота пл-анщайбы два ре кущих органа располол ены на диаметрально противоположных сторонах планщайбы.
i : j&E.
J™,fc&;: ;
m
12
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ РЕЗКИ ТРУБ | 2003 |
|
RU2242333C1 |
| Станок для резки труб | 1979 |
|
SU863216A1 |
| СТАНОК ДЛЯ ФАСОННОЙ РЕЗКИ ТРУБ | 1972 |
|
SU341615A1 |
| Станок для обработки концов труб | 1983 |
|
SU1117147A1 |
| Станок для термической резки труб | 1981 |
|
SU975271A1 |
| Станок для обработки концов труб | 1983 |
|
SU1106600A1 |
| Станок для фасонной резки труб | 1979 |
|
SU829363A1 |
| Станок для обработки торцов труб | 1987 |
|
SU1505668A1 |
| КОМБИНИРОВАННЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2044627C1 |
| УСТРОЙСТВО ДЛЯ ПРОДОЛЬНОЙ РАСПИЛОВКИ БРЕВЕН | 1998 |
|
RU2143337C1 |