Известно применение станков и механизмов для гибки отдельных элементов каркаса колонн из плоской сетки. Однако производительность труда по выполнению этих операций крайне низкая.
В предлагаемом станке для одновременного образования первых трех граней каркаса средняя часть стола в продольном направлении по всей его длине выполнена опускной и вместе с закрепленной на ней за угловые продольные прутки сеткой имеет передвижение между установленными по сторонам валками, загибающими ири опускании части стола поперечные прутки сетки, а для образования четвертой замыкающей грани станок оснащен балансируемым механизмом с загибочными на конце рычага валками.
Для настройки станка на гибку каркасов заданных размеров по сечению оиускающаяся часть стола выполнена раздвижной по ширине, а фиксированный ход опускных домкратиых винтов выполнен регулируемым.
Для закрепления сетки на опускной части стола, а также для поддерживания верхних угловых прутков при гибке балансирным механизмом и последующей сварке, станок снабжен накладными крючками, приводимыми в действие от общей гидравлической системы станка.
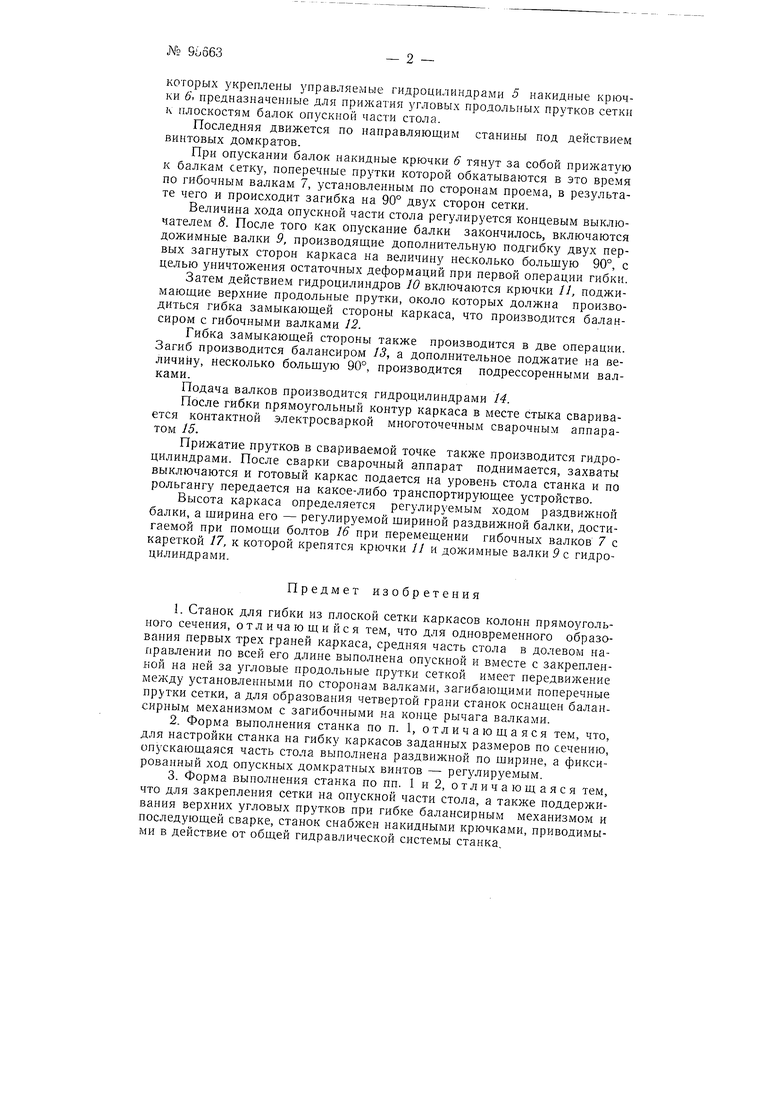
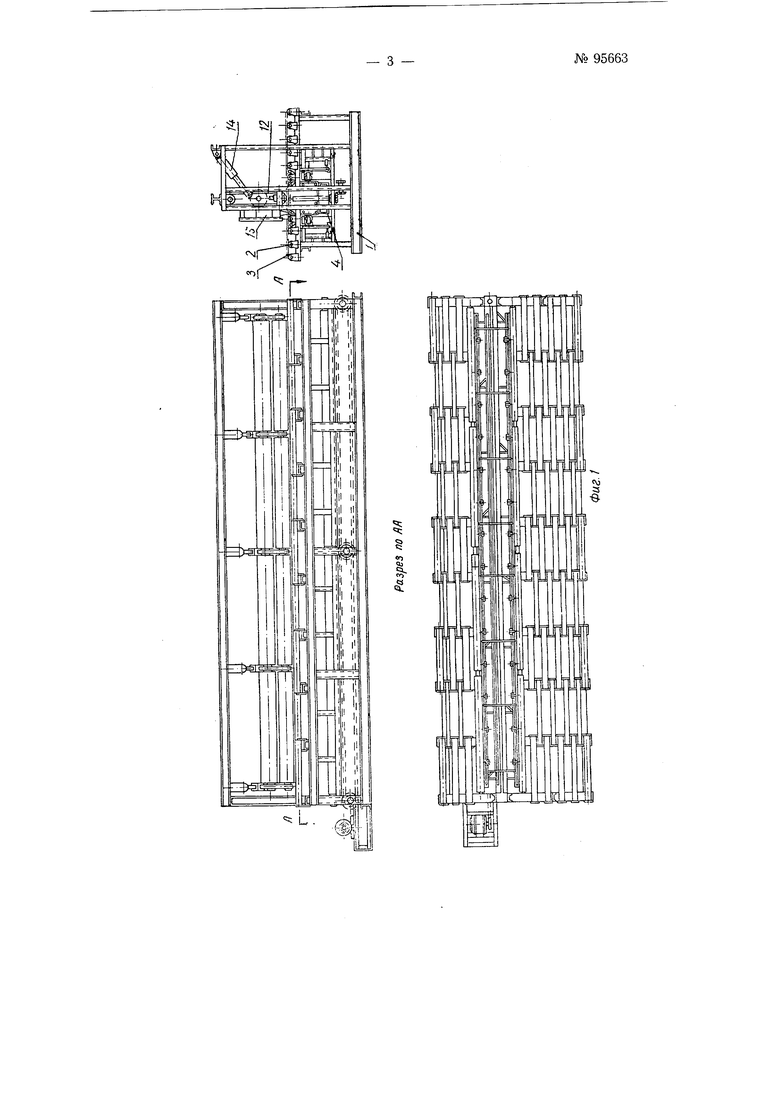
На фиг. 1 изображен станок, в трех проекциях; тоже, на фиг. 2-поперечный вертикальный разрез станка; на фиг. 3 - разрез по ББ на фиг. 2.
Устройство станка заключается в следующем. На станине 1 монтирован рольганг 2, образующий поверхность стола и предназначенный для подачи в гибку плоской сетки и выдачи готового каркаса. Для установки сетки на столе в необходимом для гибки положении применены фиксаторы 3, выключающие автоматически в момент подачу. Средняя часть стола в долевом направлении по всей его длине выполнена опускной и представлена в виде раздвижных по щирине балок 4, на
№ 96563
которых укреплены управляемые гидроцилиндрами 5 накидные крючки 6, предназначенные для прижатия угловых продольных прутков сетки к плоскостям балок опускной части стола.
Последняя движется по направляющим станины под действием винтовых домКратов.
При опускании балок накидные крючки 6 тянут за собой прижатую к балкам сетк}, поперечные прутки которой обкатываются в это время по гибочным валкам 7, установленным по сторонам проема, в результате чего и происходит загибка на 90° двух сторон сетки.
Величина хода опускной части стола регулируется концевым выключателем 8. После того как опускание балки закончилось, включаются дожимные валки 9, производящие дополнительную подгибку двух первых загнутых сторон каркаса на величину несколько большую 90°, с целью уничтожения остаточных деформаций при первой операции гибки.
Затем действием гидроцилиндров 10 включаются крючки //, поджимающие верхние продольные прутки, около которых должна производиться гибка замыкающей стороны каркаса, что производится балансиром с гибочными валками J2.
Гибка замыкающей стороны также производится в две операции. Загиб производится балансиром /5, а дополнительное поджатие на величину, несколько большую 90°, производится подрессоренными валками.
Подача валков производится гидроцилиндрами 14.
После гибки прямоугольный контур каркаса в месте стыка сваривается контактной электросваркой многоточечным сварочным аппаратом /5.
Прижатие прутков в свариваемой точке также производится гидроцилиндрами. После сварки сварочный аппарат поднимается, захваты выключаются и готовый каркас подается на уровень стола станка и по рольгангу передается на какое-либо транспортирующее устройство.
Высота каркаса определяется регулируемым ходом раздвижной балки, а щирина его - регулируемой шириной раздвижной балки, достигаемой при помощи болтов 16 при перемещении гибочных валков 7 с кареткой 17, к которой крепятся крючки // и дожимные валки 9 с гидроцилиндрами.
Предмет изобретения
1.Станок для гибки из плоской сетки каркасов колонн прямоугольного сечения, отличающийся тем, что для одновременного образования первых трех граней каркаса, средняя часть стола в долевом направлении по всей его длине выполнена опускной и вместе с закрепленной на пей за угловые продольные прутки сеткой имеет передвижение между установленными по сторонам валками, загибающими поперечные прутки сетки, а для образования четвертой грани станок оснащен балансирным механизмом с загибочными на конце рычага валками.
2.Форма выполнения станка но п. 1, отличающаяся тем, что, для настройки станка на гибку каркасов заданных размеров по сечению, опускающаяся часть стола выполнена раздвижной по щирине, а фиксированный ход опускных домкратных винтов - регулируемым.
3.Форма выполнения станка по пп. 1 и 2, отличающаяся тем, что для закрепления сетки на опускной части стола, а также поддерживания верхних угловых прутков при гибке балансирным механизмом и последующей сварке, станок снабжен накидными крючками, приводимыми в действие от общей гидравлической системы станка.
to
il
I f
Tf
U.
i
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для сварки плоских арматурных сеток из круглых прутков | 1951 |
|
SU95657A1 |
| Устройство для навивания арматурной проволоки при изготовлении предварительно напряженных железобетонных элементов | 1952 |
|
SU114532A1 |
| Станок для гибки плоских металлических сеток | 1981 |
|
SU1015999A1 |
| Способ и устройство для гибки тонколистового металла | 2017 |
|
RU2638465C1 |
| Станок для гибки арматурных сеток | 1976 |
|
SU574253A1 |
| ПЕРЕДВИЖНОЙ СТАНОК-КАЧАЛКА | 1996 |
|
RU2135831C1 |
| Станок для гибки элементов арматуры | 1988 |
|
SU1590177A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ И МНОГОФУНКЦИОНАЛЬНЫЙ ГИБОЧНО-ПРАВИЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2243842C1 |
| Станок для изготовления замкнутых коробчатых изделий | 1990 |
|
SU1729656A2 |
| ТРУБОГИБОЧНЫЙ СТАНОК | 2019 |
|
RU2708488C1 |
Разрез по Б Б
