(54) СПОСОБ ИЗГОТОВЛЕНИЯ ТОРЦОВЫХ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН
1
Изобретение относится к технологии изготовления торцовых коллекторов электрических машин и может быть использовано в электротехнической промышленности.
Известен способ изготовления торцовых коллекторов электрических машин, включающий вырубку токоведущих пластин из полосового материала, установку их на матрице с образованием зазора между пластинами и опрессовку их пластмассой 1.
Недостатками известного способа являются низкая производительность, так как необходима поштучная вырубка токоведуших пластин с последующей их формовкой для образования крепежных выступов, и Значительные отходь материала.
Цель изобретения - повышение производительности и экономия материала.
Поставленная цель достигается тем, что вырубку токоведуших пластин производят пуансоном трапецеидальной формы в поперечном сечении с высотой трапеции, равной ширине полосового материала, и после каждого рабочего хода пуансона полосовой материал смещают на величину, равную сумме оснований трапеции, а на наклонных
сторонах трапецеидального профиля токоведущих пластин при вырубке образуют рифления.
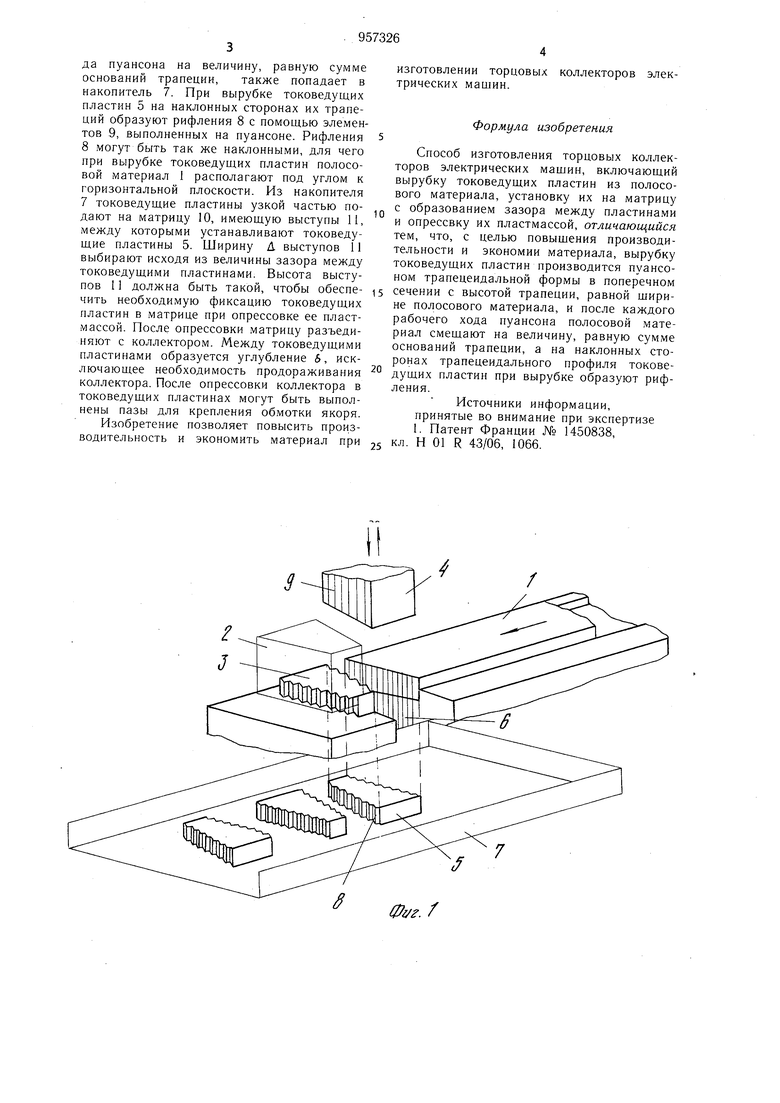
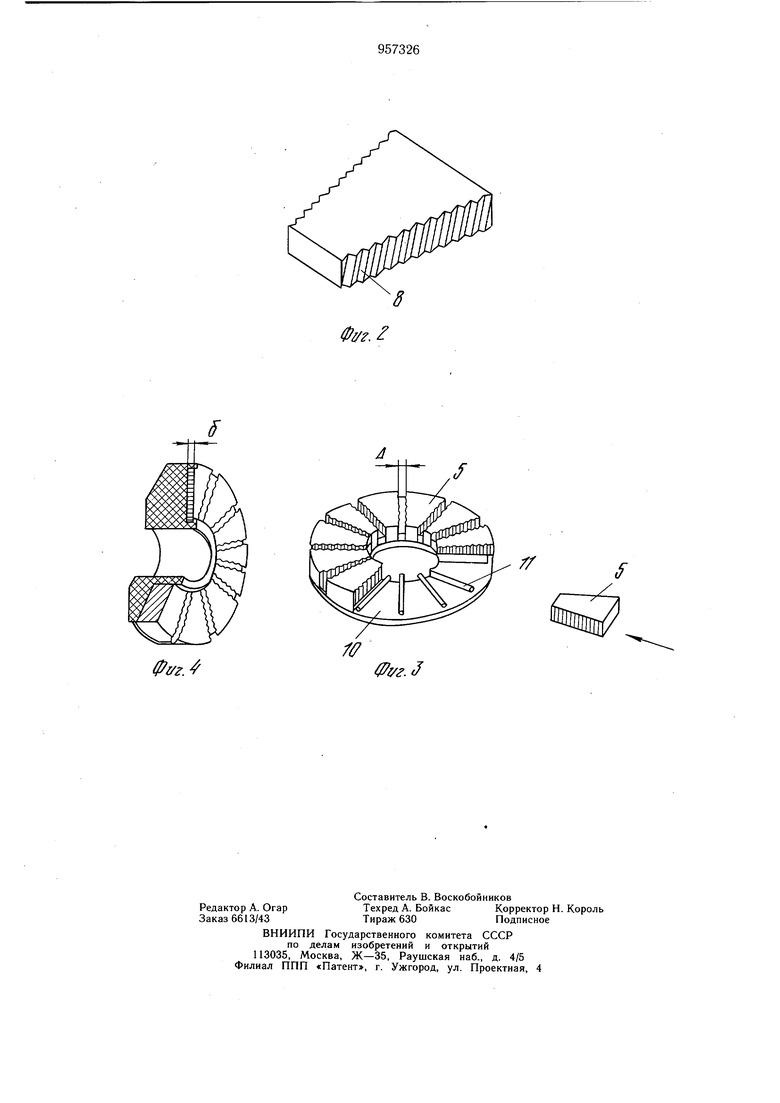
На фиг. 1 показана схема вырубки токоведущих пластин; на фиг. 2 - токоведущая
пластина с наклонным рифлением; на фиг. 3- установка токоведуших пластин на матрице; на фиг. 4 - готовый торцовый коллектор, общий вид.
Способ изготовления торцовых коллекторов, электрических машин осуществляют следующим образом.
В вырубной штамп подают полосовой материал 1, конец которого фиксируют зажимом 2. Вырубку токоведущих пластин 3 производят пуансоном 4, имеющим трапеце5 идальную форму в поперечном сечении, при этом высота трапеции равна ширине полосового материала. Вырубленная пуансоном 4 токоведушая пластина 5 через паз 6, сечение которого соответствует поперечному
20 сечению токоведущей пластины, попадает в накопитель 7. Одновременно образуется смежная токоведущая пластина 5, которая после освобождения зажима 2 и смещения полосового материала после рабочего хода пуансона на величину, равную сумме оснований трапеции, также попадает в накопитель 7. При вырубке токоведущих пластин 5 на наклонных сторонах их трапеций образуют рифления 8 с помощью элементов 9, выполненных на пуансоне. Рифления 8 могут быть так же наклонными, для чего при вырубке токоведущих пластин полосовой материал 1 располагают под углом к горизонтальной плоскости. Из накопителя 7 токоведущие пластины узкой частью подают на матрицу 10, имеющую выступы И, между которыми устанавливают токоведущие пластины 5. Ширину Д выступов 11 выбирают исходя из величины зазора между токоведущими пластинами. Высота выступов 11 должна быть такой, чтобы обеспечить необходимую фиксацию токоведущих пластин в матрице при опрессовке ее пластмассой. После опрессовки матрицу разъединяют с коллектором. Между токоведущими пластинами образуется углубление 6, исключающее необходимость продораживания коллектора. После опрессовки коллектора в токоведущих пластинах могут быть выполнены пазы для крепления обмотки якоря. Изобретение позволяет повысить производительность и экономить материал при
изготовлении торцовых коллекторов электрических мащин.
Формула изобретения
Способ изготовления торцовых коллекторов электрических машин, включающий вырубку токоведущих пластин из полосового материала, установку их на матрицу
с образованием зазора между пластинами и опрессвку их пластмассой, отличающийся тем, что, с целью повыщения производительности и экономии материала, вырубку токоведущих пластин производится пуансоном трапецеидальной формы в поперечном
сечении с высотой трапеции, равной щирине полосового материала, и после каждого рабочего хода пуансона полосовой материал смещают на величину, равную сум.ме оснований трапеции, а на наклонных сторонах трапецеидального профиля токоведущих пластин при вырубке образуют рифления.
Источники информации, принятые во внимание при экспертизе 1. Патент Франции № 1450838,
кл. Н 01 R 43/06, 1066.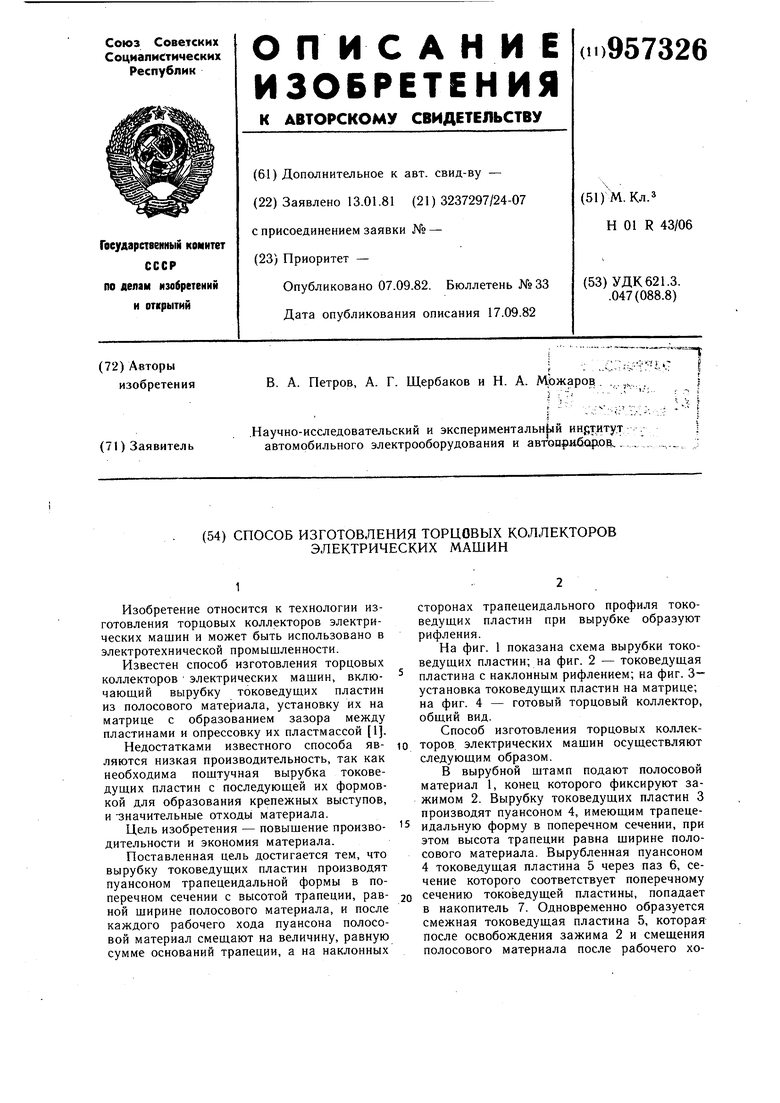
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления торцевого коллектора электрической машины | 1981 |
|
SU982123A1 |
| КОЛЛЕКТОР ЭЛЕКТРИЧЕСКИХ МАШИН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2233518C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2079196C1 |
| Торцевой коллектор электрической машины | 1974 |
|
SU589654A1 |
| Способ изготовления торцевого коллектора электрической машины | 1977 |
|
SU699594A1 |
| Способ изготовления коллектора | 1981 |
|
SU1012375A1 |
| Способ изготовления коллектора | 1980 |
|
SU1112460A1 |
| Способ изготовления коллектора электрической машины | 1980 |
|
SU896703A1 |
| Способ изготовления торцевого коллектрора электрической машины | 1977 |
|
SU661667A1 |
| ТОРЦОВЫЙ КОЛЛЕКТОР для дисковых ЯКОРЕЙ ЭЛЕКТРИЧЕСКИХ МАШИН | 1970 |
|
SU262241A1 |
/. /
фуг.
,/
cf
/
уг.
