(54) УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ВЫДАЧИ ДЕТАЛЕЙ НА СБОРКУ ПОД СВАРКУ


| название | год | авторы | номер документа |
|---|---|---|---|
| Робототехнологический комплекс для сборки | 1990 |
|
SU1782203A3 |
| Устройство для сборки деталей типа вал-втулка | 1974 |
|
SU516499A1 |
| Устройство для поштучной выдачи плоских деталей | 1983 |
|
SU1144845A1 |
| Устройство для поштучной подачи деталей при комплектовании их с базовыми деталями | 1973 |
|
SU485855A1 |
| Устройство для отделения листовой заготовки от стопы и подачи ее в рабочую зону пресса | 1982 |
|
SU1058686A1 |
| Загрузочное устройство | 1985 |
|
SU1268367A1 |
| Загрузочно-разгрузочное устройство | 1981 |
|
SU992159A1 |
| Автомат для сборки трубного пакета радиатора | 1981 |
|
SU996162A1 |
| Устройство поштучной выдачи деталей | 1979 |
|
SU848270A1 |
| Автоматическое устройство для сборки роликов | 1974 |
|
SU504630A1 |

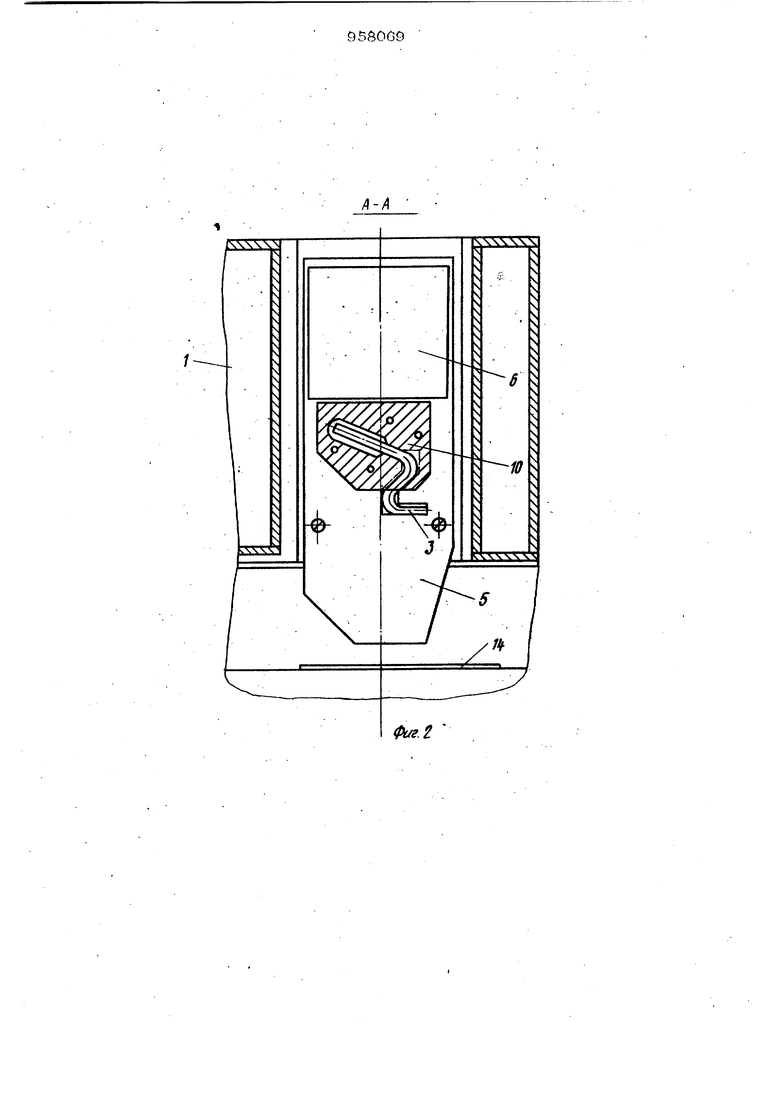

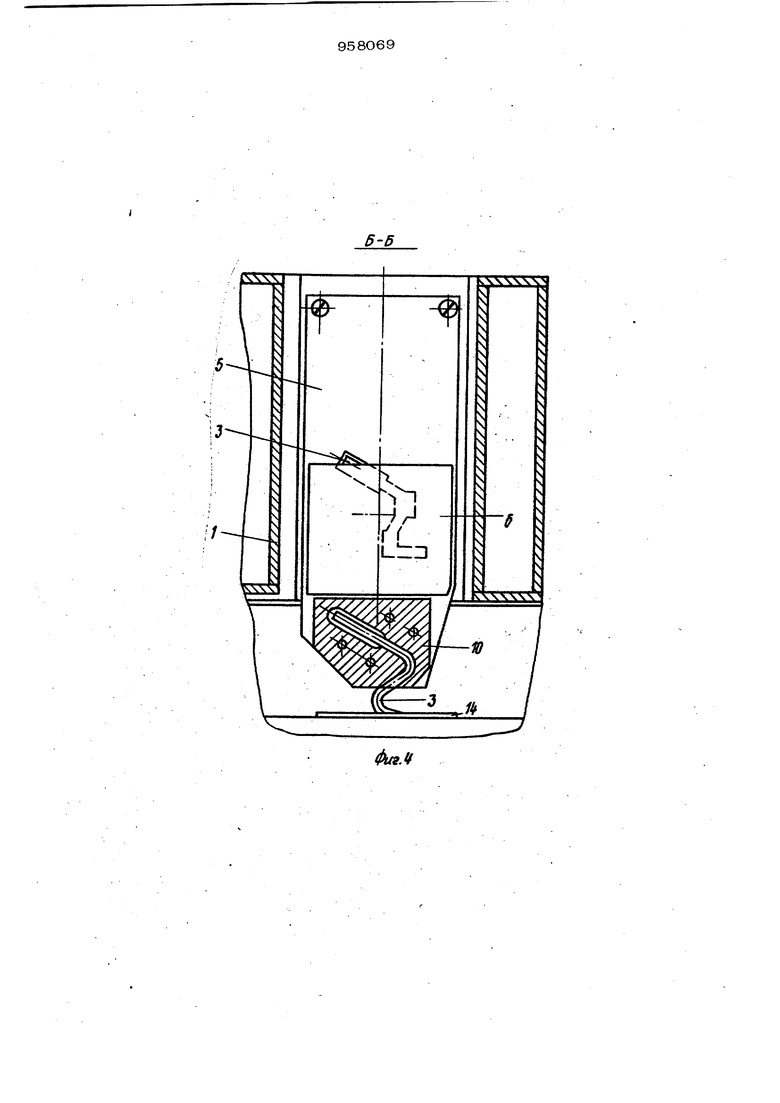
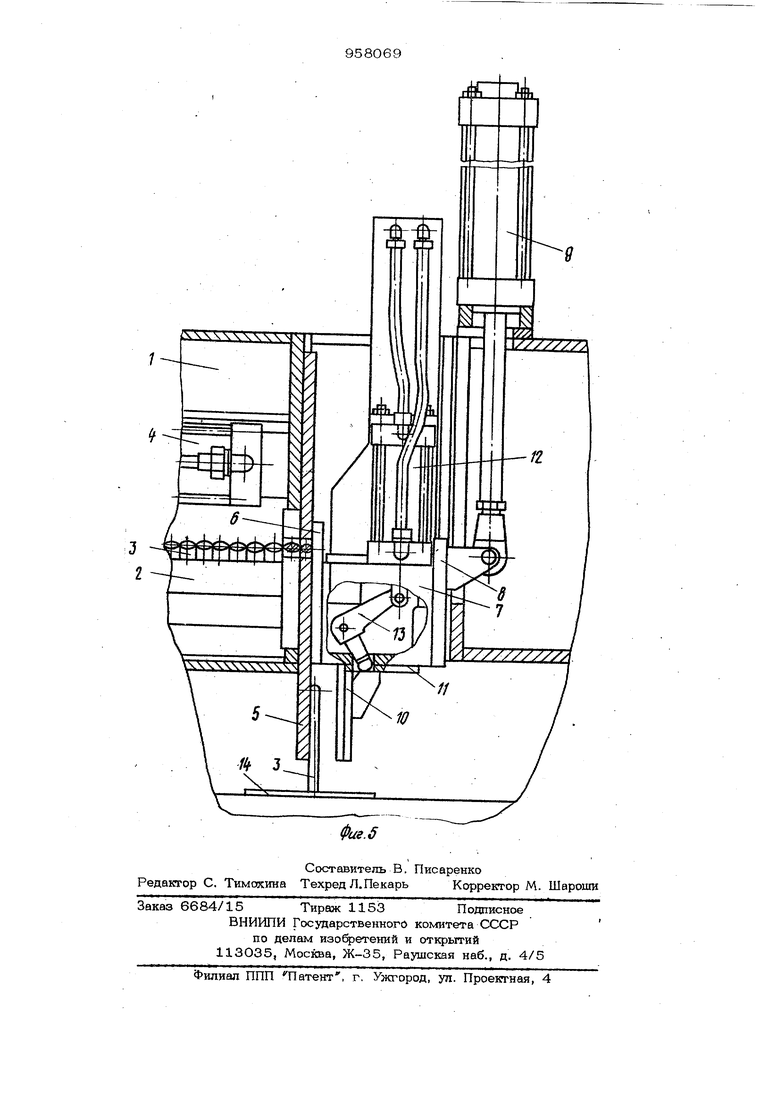
Изобретение относится к сварке, а именно к конструкциям устройств дпя по штучной выдачи деталей на сборку под сварку. Известен автомат для сварки стержней & тавр с элементами сортового профиля, который содержит сварочные горюл ки, приводное подающее устройство в ви де цанги, установленной в полом штоке пневмоцилиндра С1 . Недостаток этого автомата заключается в том, что его подающее устройств не обеспечивает возможности сборки под сварку деталей сложной формы. Известно тагоке устройство для поштучной вьщачи деталей на сборку под сварку, содержащее смонтированные на основании неподвижную стенку с прорезь повторяющей форму детали, и каретку с шибером, установленным на ней с возмо ностью перемещения вдоль стенки при помощи штока силового 1шлиндра L23 Недостатком такого устройства является то, что оно не обеспечивает надежную фиксацию детали сложной формы на позипзии сварки и имеет ограниченные технологические возможности при сварке, например, изогнутых стержней с деталями сортового профиля. Кроме того, известное устройство может работать только при горизонтальном расположении щибера. Цель изобретения - повышение надежности фиксации детали на позшши сварки и расширение технологических возможностей. Указанная цель достигается тем, что в устройстве для поштучной выдачи деталей на сборку под сварку, содержащем смонтированные на основании неподвижную стенку с прорезью, повторякяцей форму детали, и каретку с тяберам, установленным на ней с возможностью перемещения вдоль стенки при помощи штока силового цилиндра, в шибере со стороны стенки выполнено углубление, повторяющее форму детали, а сам шибер установлен с возможностью дополнительного перемещения в направлении, перпендикулярном стенке, при этом устройство оснащено дополнительным силовым цилин дром с корпусом и щтоком, а также шар нирно смонтированным на каретке поворотным Г-образным рычагом, причем корпус дополнительного силового жестко закреплен на каретке, одно из плеч Г-образного рычага шарнирно соединено со штоком- дополнительного си лового цилиндра, а другое плечо Г-образ ного рычага шарнирно соединено с шибером.. С целью автоматизации загрузки устройство снабЬкено заслонкой, закрепленной на каретке и расположенной над шибером с возможностью перемещения вдол стенки от силового цилиндра для переме щения шибера вдол1 стенки. На фиг. 1 схематически представлено предлагаемое устройство, вид сбоку с частичным выровом (шибер в положении загрузки); на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - то же, что на фиг. (шибер с деталью на позиции сварки); но фиг. 4 - разрез Б-Б на фиг. 3; на фиг. 5 - то же, что на фиг. 1 (шибер в положении удаления готового изделия с позиции сварки). Устройство содержит основание 1, на котором размещен магазин 2 с полостью повторяющей форму подаваемых деталей 3, а именно изогнутых стержней (ручек строительных кельм). В полости магазина подвижно установлен толкатель, с занный со щтоком пневмоцилиндра 4. На основании 1 закреплена стенка 5 имеющая прорезь, которая повто1ыет форму детали. Магазин примыкает к стенке и полость магазина совмещена с прорезью в стенке. С другой стороны к стенке примыкает подвижная вдоль нее заслонка 6, закрепленная на приводной каретке 7, установленной в направляк ших 8 основания 1. Каретка 7 имеет привод от силового цилиндра 9. На каретке установлен также щибер 1О, имею щий углубление, повторяющее час ти детали и открытое со стороны стенки Углубление в нижней части шибера 1О имеет выход для привариваемой части детали. Шибер 10 имеет возможность горизонтального перемещения в направляющих 11 каретки 7 от силового нилиндра 12через Г-образный рычаг 13. Подающее устройство сопрягаемых деталей 14 (плоских- например, полотен строительных кельм) на чертеже не показано. Возможна также загрузка и1ибера-10 через прорезь в стенке 5 при помощи других механизмов (кроме магазина 2) или вручную. Устройство работает следующим образом. Загружают магазин 2 деталями. Шибер примыкает к стенке и занимает положение, при котором его углубление совпадает с отверстием в стенке 5. При помощи пневмоцилиндра 4 выталкивают в паз шибера 10 деталь 3. После этого силовым цилиндром 9 опускают шибер до сопряжения выступающей из него привариваемой части детали 3 с деталью 14. При этом заслонка 6 также перемешается вниз и перекрывает прорезь в стенке 5, предотвращая вьшадение очередной детали из магазина. Деталь 3 надежно фиксируется в заданном для сборки под сварку положении между стенкой 5 и дном и боковыми поверхностями углубления шибера 1О. Затем к месту сварки деталей подводят сварочные горелки (на чертеже не показаны) и производят сварку. После сварки деталей силовым цилиндром 12 ерез Г-образный рычаг 13 по направляющим 11 отводят щибер 1О от магазина 2. Через зазор, офазованный между стенкой 5 и шибером 10, готовое изделие удаляют с позиции сварки. Затем шибер 10 подводят к стенке 5, возвращают его вместе с заслонкой 6 в исходное положение и загружают в него очередную деталь 3. Затем цикл работы устройства повторяется. Преимущества предлагаемого устрой-; ства заключаются в том, что его конструкция обеспечивает возможность автоматической выдачи на сборку под сварку деталей сложной формы, обеспечивая при этом надежную фиксацию детали на позиции сварки, высокую точность сборки и, как следствие, повыщает качество выпускаемых изделий. При этом свариваемые детали могут быть ориентированы относительно друг друга в различных положениях (под прямым и отличным от прямого углом, под сварку встык, внахлестку и т.д.). Кроме того, конструкция устройства обеспечивает возможность свободной его ориентации в пространстве, исходя их технологических потребностей. Формула изобретения 1. Устройство для поштучной выдачи деталей на сборку под сварку, содержащее
смо1ггированные на основании неподвижную стенку с прорезью, повторяющей форму детагга, и каретку с шибером, установленным на ней с возможностью перемещения вдоль стенки при помощи штока силового цилиндра, отличающееся TeMj что, с .целью повышения надежности фиксации детали на поэишга сварки и расширения технологических возмсденостей, в шибере со стороны стенки вьшоп нено углубление, повторяющее форму детали, а сам шибер установлен с возмток- ностью дополнительного перемещения в Н1 равленш1, перпендикулярном стенке, при этом устройство орнащено дополнительным силовым цилиндром с корпусом и , а также шарнирно смонтированным на каретке поворотным Г-образным р|дчагом, «причем корпус дополнительного силового цилиндра жестко закреплен на каретке, одно из ппеч Г-образного рычага шарнирно; соединено со штоком дополнительного силоього шигашфа, а другое плечо Г-образного рычага шарнирно соединено с шибером.
Источники ивформацЕгн, принятые во внимание при экспертизе
