() КОПИРОВАЛЬНЫЙ СТАНОК
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ ТЕЛ ВРАЩЕНИЯ С КРИВОЛИНЕЙНОЙ ПОВЕРХНОСТЬЮ | 2009 |
|
RU2415743C2 |
| Копировальный станок | 1979 |
|
SU795898A1 |
| Продольно-обрабатывающий станок | 1974 |
|
SU663558A1 |
| Копировальный станок | 1979 |
|
SU874272A1 |
| Станок для шлифования выпуклой или вогнутой поверхности прокатных валков | 1973 |
|
SU479613A2 |
| Станок для шлифования рабочей поверхности прокатных валков | 1980 |
|
SU933394A1 |
| Станок для заточки фасонных фрез | 1977 |
|
SU712015A3 |
| Станок для обработки концов труб | 1983 |
|
SU1117147A1 |
| Устройство для управления деформациями в системе СПИД | 1982 |
|
SU1071371A1 |
| Бесцентровошлифовальный станок | 1989 |
|
SU1708593A1 |
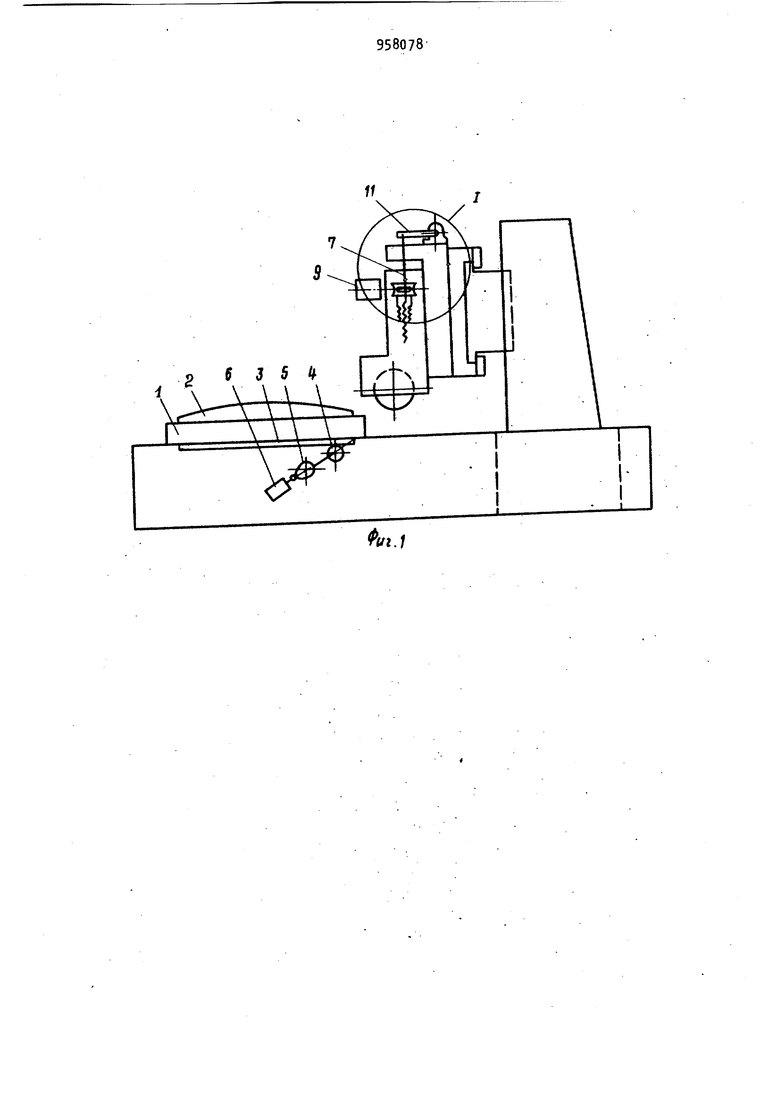
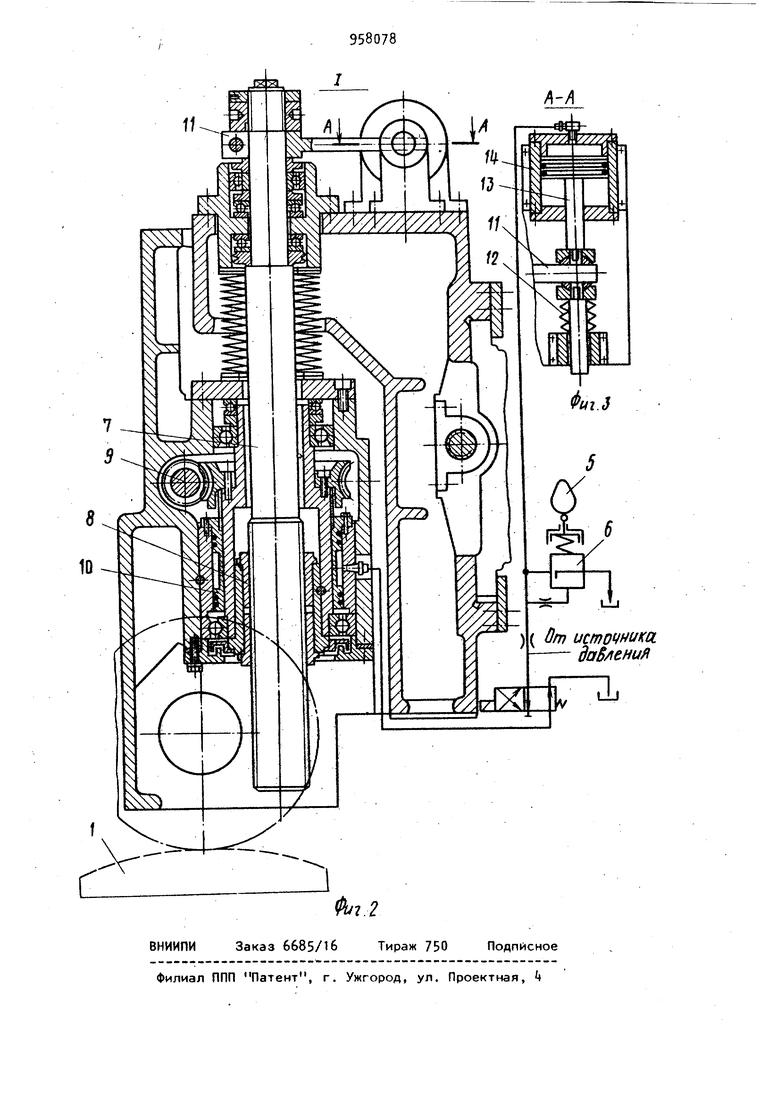
Изобретение относится к станкостроению и может быть использовано в продольно-обрабатывающих станках для получения криволинейных поверхно тей. Известны копировальные станки, включающие установленную на станине инструментальную бабку с приводом пе ремещения ее по вертикали, содержащим передачу винт - гайка, копир, кинематически соединенный со столом и связанный с инструментальной бабкой Cl . Недостатком известных станков является сложность системы управления. Цель изобретения - упрощение конструкции. Поставленная цель достигается тем что копир связан с инструментальной бабкой посредством введенных в стано гидроклапана давления и гидроцилиндра, шток которого выполнен подпружиненным и кинематически соединен с винтом передачи привода перемещения бабки по вертикали, а гайка указанного привода снабжена беззазорным тормозным элементом. На фиг. 1 представлен предлагаемый станок, общий вид; на фиг. 2 узел I на фиг. 1; на фиг. 3 - разрез А-А на фиг. 2. Станок включает стол 1, на котором размещена деталь 2. Стол снабжен рей-, кой 3, через редуктор Ц соединенной с копиром 5. находящимся в контакте с гидрок.папаном 6 давления. Винт 7 вертикальной подачи инструментальной бабки через гайку-червячное колесо 8 соединен с двигателем 9, осуществляющим установочные перемещения инструмента и дискретные подачи на врезание. Гайка-червячное колесо 8 снабжена беззазорным тормозным элементомтонкостенной втулкой 10, управляемой от гидросистемы станка.. Конец винта жестко соединен посредством рычага 11 с поджатым пружиной 12 штоком 13 гидроцилиндра I, питаемым от гидроклапана 6 давления. Длина рычага должна быть больше радиуса винта, что способ ствует понижению передаточного отношения от гидроцилиндра 1 к винту 7, т. е. преобразует движение штока 130 возможно меньший угол поворота винта 7. Усилие пружины выбрано на порядок больше усилия, требуемого для поворота винта 7 в режиме работы. Станок работает следующим образом Система копирования настроена таКим образом, что пружина 12 действует в одном направлении с силой тяжести, так как стремится опустить узел вниз. При выключенной системе копирования пружина 12 поджимает поршень гидроцилиндра 14 к его торцу. При включении системы копирования давление одновременно попадает во втулку 10, зажимая гайку-червячноб K лесо 8, а также через гидроклапан 6 в гидроцилиндр И и сжимает пружину 12. Затем стол 1 с деталью 2 подводя под шлифовальный круг таким образом, чтобы расположение точки наибольшей выпуклости оказалось под шлифовальны кругом. После этого копир 5 устанавл вают на валу редуктора f таким образом, чтобы наименьший радиус копира 5 находился в контакте с нажимным элементом гидроклапана 6. При движении стола в любую сторону от этой точки копир вдавливает плунжер гидроклапана 6 и тем самым увеличивает давление в гидроцилиндре Т. При этом перемещается поршень гидроцилиндра 1, сжимая пружину, и через рычаг поворачивает винт 7. Осуществляется подъем, а после прохождения .на копире 5 максимального радиуса - опускание бабки со шлифовальным кругом. В момент реверса стола 1, чтобы снять очередной слой припуска, убира ется давление из втулки 10, от двига теля 9 через гайку-червячное колесо 8 осуществляется импульсная подачана врезание. Затем гайка-червячное колесо 8 вновь зажимается, и в течение хода стола 1 работает система копирования. При обработке вогнутой поверхности настройка станка производится аналогичным образом, но при положении инструмента над точкой наибольшей вогнутости на обрабатываемой детали копир 5 выставляется так, чтобы его максимальный радиус находился в контакте с плунжером гидроклапана 6 давления. Описываемый станок имеет несложную систему управления и позволяет повысить точность при изготовлении криволинейных поверхностей. Формула изобретения Копировальный станок, включающий установленную на станине инструментальную бабку с приводом перемещения ее по вертикали, содержащим передачу винт-гайка, копир, кинематически соединенный со столом и связанный с инсТ рументальной бабкой, отличающийся тем, что, с целью упрощения конструкции, копир связан с инструментальной бабкой посредством введенных в станок гидроклапана давления и гидроцилиндра, шток которого выполнен подпружиненным и кинематически соединен с винтом передачи привода перемещения бабки по вертикали, а гайка указанного привода снабжена беззазорным тормозным элементом. Источники информации, принятые во внимание при экспертизе 1, Авторское свидетельство СССР № 167812, кл. В 23 Q 15/00, .
