Обычно металлические трубы формуются в вертикально установленной разъемной по образующей круглой опоке при помощи модели, в полость которой после просушки формы вставляется отдельно изготовленный стержень.
Зтот способ имеет существенный недостаток, заключающийся в трудности центрирования стержня. Стержень подвещивается на кране, опускается в полость формы и крепится в нижней ее части в отформованном знаке. Этот знак является единственным средством удержания стержня в правильном положении, потому что знак в верхней части опоки формуется отдельно и при установке его на опоку легко сделать ошибку. Проверка правильности размеров кольцевого зазора при помощи контрольных шаблонов затрудняется опасностью повреждения стенок формы и стержня. В результате отлитая труба часто имеет разностенность, которая не укладывается в допуски.
Отличительная особенность описываемого способа 31ак лючается в том, что в опоке центрируют трубчатый каркас стержня, в образовавшийся зазор засыпают землю и формуют шаблоном полость дл,я заливки металла.
Точное центрирование каркаса стержня пр.и этом способе формовки не обязательно, так как при шаблонной формовке кольцевой полости ее сечение не зависи.тот расположения каркаса. При установке каркаса необходимо только следить за тем, чтобы отклонение его от центрального положения не оказалось настолько большим, что земляная футеровка стержня оказалась бы с одной стороны слишком тонкой, так как это связано с опасностью пробивки металлом при заливке. Это условие легче выполнить при установке каркаса в пустой опокеШаблон для осуществления предлагаемого способа формовки труб выполнен в виде пустотелой цилиндрической модели отливаемой
Л 95899
трубы, снабженной сверху винтовыми лопастями. При вращении цилиндрической модели лопасти уплотняют землю в кольцевых зазорах между цилиндром и опокой (с одной стороны) и между цилиндром и каркасом (с другой), затем увлекают цилиндр вверх, причем внизу остается заливочная полость.
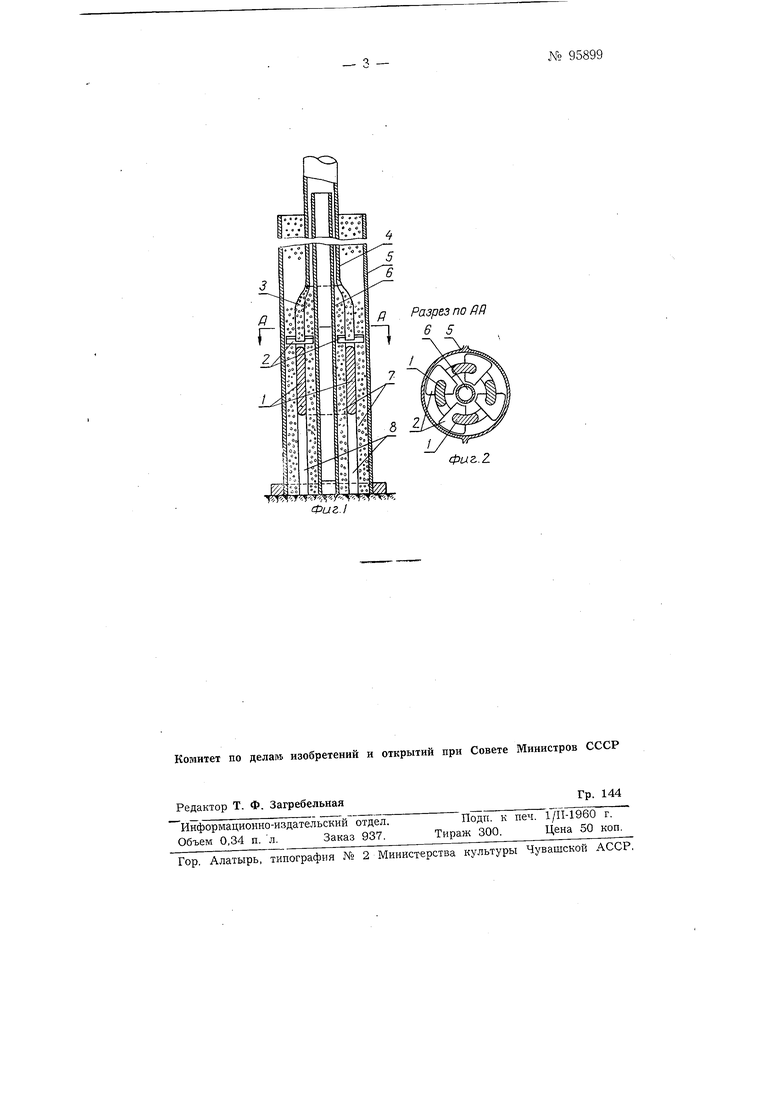
На фиг. 1 изображена форма в рабочем положении; на фиг. 2- разрез по АА на фиг. 1.
Шаблон / представляет собой пустотелую цилиндрическую модель отливаемой трубы. Вверху к шаблону 1 прикр еплены винтювые лопасти 2, скрепленные с изогнутыми пластинами 3, вверху приваренными к .трубе 4.
В полости опоки 5 центрируют трубчатый каркас 6 стержня и опускают на него шаблон /, который ложится на дно опоки. Специально.й выверки шаблона не делается, так как размеры его подбираются так, чтобы между лопастями 2 и трубой 4 (с однюй стороны) и каркасом 6 (с другой) получались зазоры, допускающие свободное вращение шаблона. Затем в полость опоки насыпают формовочную землю 7, которая падает на дно опоки, и ораводят шаблон во вращение. Лопасти 2 захватывают землю и перемещают ее вниз в кольцевые зазоры по обе стороны цилиндрического шаблона, одновременно уплотняя землю и увлекая вверх шаблон /, оставляющий за собой кольцевую полость 8. Поате извлечения щаблоиа форма просушивается, перекрывается, и в полость 8 заливается металл.
Предмет изобретения
1.Способ вертикальной формовки труб, отличающийся тем, что в опоке центрируют трубчатый каркас стержня, засыпают землю и формзют шаблоном полость для заливки металла.
2.Шаблон для осуществления способа вертикальной формовки труб по пункту 1, отличающийся тем, что он выполнен в виде цилиндрической модели заливаемой трубы, снабженной сверху винтовыми лопастями, предназначенными при вращении модели вокруг каркаса для уплотнения земли в кольцевых зазорах между моделью и опокой (с одной стороны) и между моделью и каркасом (с другой), а также дл,я сообщения модели движения вверх и образования, таким /образом, заливочной подлости,
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ГРЕБНЫХ ВИНТОВ ИЗ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 1996 |
|
RU2089342C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗЪЕМНЫХ ПОСТОЯННЫХ МЕТАЛЛИЧЕСКИХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2051006C1 |
| Литейная форма для получения отливок | 1985 |
|
SU1364230A3 |
| Способ изготовления литейных форм вакуумной формовкой и оснастка для его осуществления | 1981 |
|
SU980927A1 |
| Установка для поточного литьяпО ВАКууМ-пРОцЕССу | 1979 |
|
SU852445A1 |
| Устройство для центробежного фасонного литья | 1979 |
|
SU859020A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗЪЕМИЫХ МЕТАЛЛИЧЕСКИХ | 1973 |
|
SU387785A1 |
| Способ вакуумной формовки и оснастка для его осуществления | 1987 |
|
SU1519822A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ОПОК В ВЕРТИКАЛЬНОЙ СТОПКЕ | 1992 |
|
RU2060856C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ ЮВЕЛИРНЫХ ИЗДЕЛИЙ | 1999 |
|
RU2151023C1 |