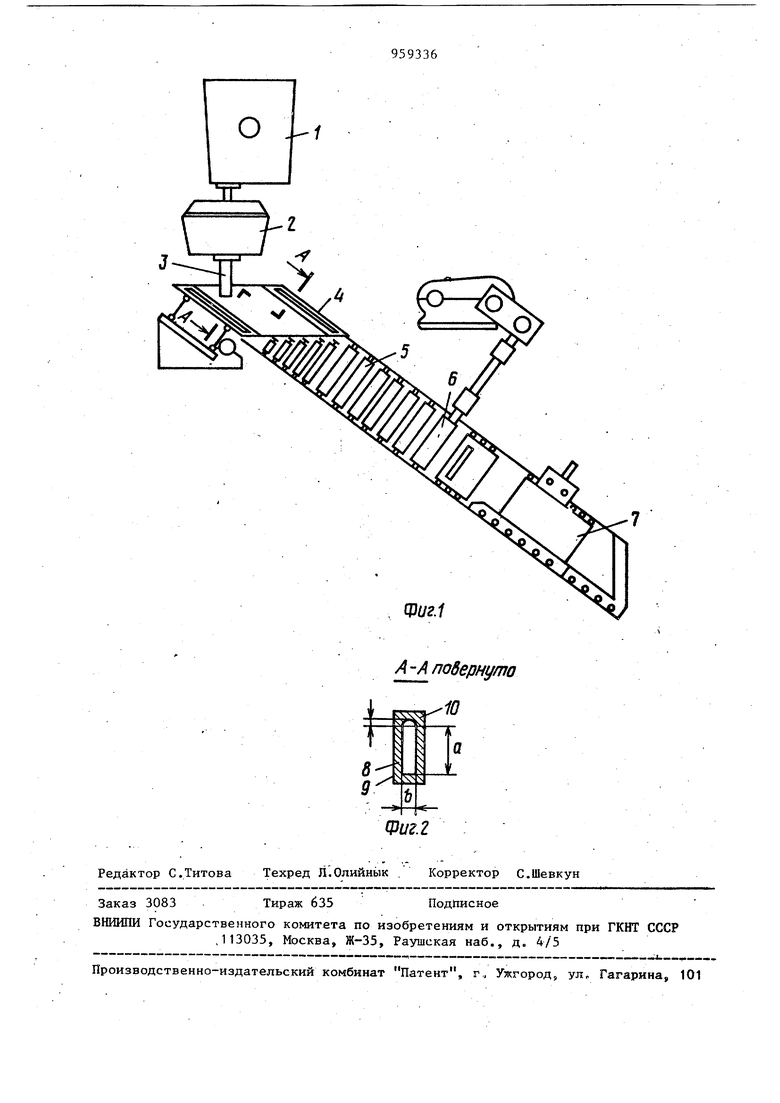
увеличенной продолжительности затвердевания возможна концентрация неметаллических включений и газовых раковин под верхней гранью заготовки что также приведет к повьшенной боковой обрези. Целью изобретения является повышение качества непрерывного слитка. Это достигается тем, что в известной наклонной установке непрерывной разливки металлов с прямолинейной технологической осью, содержащей установленный на узкую грань кристаллизатор, систему вторичного охлаждения, тянущую клеть и механизм выдачи слитка, внутренняя поверхнос верхней грани кристаллизатора выполн на выпукло-арочной со стрелой проги равной (31,0-65,0) -10ширины грани Выполнение .верхней грани кристаллизатора выпукло-арочной способствует формированию выпуклой самонесущей грани слитка, что позволяет сохранить такой профиль в заготовке, предотвращает образование трещин на ее верхней грани, заворотов корки и образование закатов при прокатке. .позволяет уменьшить боковую обрезь. . Тепловые условия работы оболочки слитка и стенки кристаллизатора индентичны, поскольку в обоих случаях имеет место направленный теплоотвод из внутренних объемов наружу. По аналогии с проектированием изложниц относительная стрела прогиба верхней грани кристаллизатора определяется по уравнению 9i2252iial)(245-Oj,)HO где f стрела прогиба верхней узко грани; размер широкой грани; Ь - размер узкой грани. Для диапазона отливаемых заготовок сечением от 100 200-800 мм до 300 500-2200 мм стрела прогиба верх ней узкой грани кристаллизатора долж на быть в пределах (31 ,0-65,0) - Ю ширины грани. Поскольку стрела прогиба пропор циональна корню квадратному из соотношения размеров широкой и узкой гра ней кристаллизатора, то нижний.предел соответствует минимальному отношению а/Ь, которое в данном случае принято браЧ-ь равным 2. Причем будет тем ближе к нижнему пределу, чем больше, сечение заготовки а b при минимальном отношении а/Ь. Например, для заготовки 100x200 32,5410--5, а для заготовки 300x600 31, 38-10-3, Чем больше отношение а/Ь и чем меньше при этом а-Ь, тем ближе стрела прогиба к верхнему пределу. Например, для заготов-ки 200x1600 62,83 10 а для заготовки 100)800 64,33-10-3 На фиг. 1 приведена принципиальная cxeWa установки непрерывной разливки металла; на фиг. 2 - поперечное сечение кристаллизатора. Установка непрерывной разливки металлов имеет разливонный ковш 1, промежуточный ковш 2 с глуходонным удлиненным стаканом 3, наклонный кристаллизатор 4 с приводом механизма ка5 с системой регулируемых форсунок, двухвалковую тянущую клеть 6, работающую в режимах двигателя и генератора, и механизм 7 вьщачи слитков. Кристаллизаторг А состоит из двух вертикальных йлоских граней 8, плоской нижней узкой грани 9 и выпуклой верхней узкой грани 10 со стрелой прогиба 0,09504 ГЬ (245-0,02Va Ь)х х10-. Во время разливки в таком кристаллизаторе формируется оболочка заготовки с самонесущей выпукло-арочной верхней гранью, что повышает жесткость корочки и предотвращает ее падение в жидкий металл в начальный момент разливки, а также способствует формированию слегка выпуклбй верхней грани заготовки, предотвращающей образование боковой кромки при прокатке. Применение наклонного кристаллизатора с выпуклой верхней узкой гранью позволяет повысить качество слитка за счет предотвращения падения и образования заворотов верхней корочки в начальной стадии образования оболочки слитка н формирование слитка с выпуклой верхней гранью, что предотвратит образование закатов боковой кромки при прокатке и устранит образование поверхностных дефектов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОСЫ ИЗ ПРУЖИННЫХ СТАЛЕЙ И ЕЕ ПОСЛЕДУЮЩЕЙ ОБРАБОТКИ | 1997 |
|
RU2128559C1 |
| Наклонная установка непрерывной разливки металлов | 1978 |
|
SU930821A1 |
| Непрерывный восьмигранный слиток | 1978 |
|
SU854561A1 |
| СПОСОБ ПОТОЧНОГО ПРОИЗВОДСТВА КАТАНКИ ИЗ НЕРЖАВЕЮЩИХ СТАЛЕЙ И ПРЕЦИЗИОННЫХ И ЖАРОПРОЧНЫХ СПЛАВОВ | 1996 |
|
RU2100109C1 |
| Способ непрерывного литья заготовок | 1982 |
|
SU1060300A1 |
| Кристаллизатор машины непрерывного литья заготовок | 1982 |
|
SU1091988A1 |
| Способ непрерывного литья заготовок | 1985 |
|
SU1304979A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ СТАЛЬНЫХ ЗАГОТОВОК С ИСПОЛЬЗОВАНИЕМ КРИСТАЛЛИЗАТОРА С СООТНОШЕНИЕМ СТОРОН 300×330 мм | 2007 |
|
RU2349412C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПРОКАТА | 2010 |
|
RU2433005C2 |
| Слиток | 1984 |
|
SU1303254A1 |
НАКЛОННАЯ УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ по авт.св. № 930821, отличающаяся тем, что, с целью повьшения качества слитков, внутренняя поверхность верх.ней грани кристаллизатора выполнена выпукло-арочной со стрелой прогиба, равной
| Аналого-цифровой преобразователь | 1978 |
|
SU750726A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Изобретение относится к непрерывной разливке металлов, используется преимущественно для отливки прямоугольных (слябовых) слитков | |||
| По основному авт.св | |||
| Наклонная установка непрерывной разливки металлов | 1978 |
|
SU930821A1 |
| Наклонная установка непрерывной разливки имеет прямолинейную технологическую ось, а кристаллизатор в.ь1полнен прямоугольной формы и установлен на узкую грань., Такое расположе- | |||
| ние кристаллизатора, позволяет стандйртно.решить вопрос подвода металла, применив используемые в настоящее время вертикальные огнеупорные проводки для разливки под уровень металла с боковыми выходными отверстиями | |||
| При наклонном расположении кристалли | |||
