(54) СПОССб ОПРЕДЕЛЕНИЯ МОМЕНТА ВРАЩЕНИЯ ОПОРНЫХ ВАЛКОВ ПРИ ПРОДОЛЬНОЙ ПРСЖАТКЕ
1
Изобретение относится к обработке металлов давлением, а точнее к гфодольной прокатке, и может быть наиболее эффективно использовано при разработке, контроле и регулировании технологических режимов на прокатных станахМомент вращения опорных валков есть слагаемое полного момента прокатки, точность его ощ)еделения оказывает существенное влияние на точность определения момента прокатки, поскольку он составляет иногда до 20% момента гфокатки.
Наиболее полные экспериментальные исследования по определению момента вращения опорного валка описаны в способе, ,j который заключается, в определении замедления при свободном выбеге гфедварительно раскрученных прокатных валков 1.
По результатам исследования получено VTO.величина плеча трения качения валКоВ20 гри изменении условий контакт1фоваш1я меняется более чем в 1ОО раз. Частично это можно отнести за счет несовершенства метода измерения, а также вследБЕЗ НАТЯЖЕНИЯ
ствие того, что помимо потерь на перекатывание рабочего валка по сяорному, в результатах измерения присутствуют потери в опорах валков, которые учитывались при экспериментах расчетным путем.
Подобный диапазон изменения плеча трения качения не позволяет использовать данные этого способа для практических нужд в реальном стане.
Цель изобретения - более достоверное определение момента при изменяющихся условиях трения в валковой системе.
Указанная цель достигается тем, что в способе опредепвния момента вращения опорного валка при 1фодольной Прокатке без натяжения в клетях кварто со сдвигом плоскости рабочих валков относительно плоскости оперных, включающем совместное измерение сил, действующих на валки, определение плеч этих сил к вычисление искомогчэ момента, измеряют разность горизонтальных сил взаимодействующих .( подущек рабочих валков со станинами . . 395 клети при прямом и обратном вращении валков под давлением прокатки, а в качестве плеча разности горизонтальных сил используют полусумму радиусов рабочего и опорного валков,, На фиг, 1 изображена схема сил, действующих на рабочий валок, при прокатке без натяжения в клети кварто с тфиводом через рабочие валки; на фиг. 2 - схема сил, действующих на рабочий валок клети кварто с Щ)иводом верез рабочие вйЛки, при вращении валков в направлении, обратном юс вращению при прокатке. Следуя обозначениям на фиг, 1 была составлена система управлений равнове3его - тот дополнительный искомый мент (обозначим-его Мддп), который необходимо приложить к рабочим валкам для вращения опорного валка и гфеодоления,трения в одорах .(« pj-ap e -m (4) Учйть1вая, что согласно фиг. I: « оп-Роп ( получим из (4) доп R Pp-iPSn() )

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования скорости прокатных валков клети кварто в переходных режимах | 1981 |
|
SU1045967A1 |
| Способ измерения натяжения полосы наОТВОдящЕМ РОльгАНгЕ шиРОКОпОлОСНОгОСТАНА гОРячЕй пРОКАТКи | 1979 |
|
SU814502A1 |
| Рабочая клеть прокатного стана | 1981 |
|
SU959858A1 |
| Способ получения минимальных натяжений полосы | 1981 |
|
SU1044364A1 |
| ПРОКАТНАЯ КЛЕТЬ "КВАРТО" | 2018 |
|
RU2699489C1 |
| ГИДРОМЕХАНИЧЕСКОЕ НАЖИМНОЕ УСТРОЙСТВО | 1997 |
|
RU2125917C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ С НАТЯЖЕНИЕМ | 2009 |
|
RU2409432C1 |
| Устройство для компенсации биения валков | 1980 |
|
SU921647A1 |
| Способ регулирования толщины полосы при прокатке | 1978 |
|
SU772635A1 |
| ОПОРНЫЙ УЗЕЛ РАБОЧЕГО ВАЛКА ПРОКАТНОЙ КЛЕТИ | 1998 |
|
RU2147473C1 |
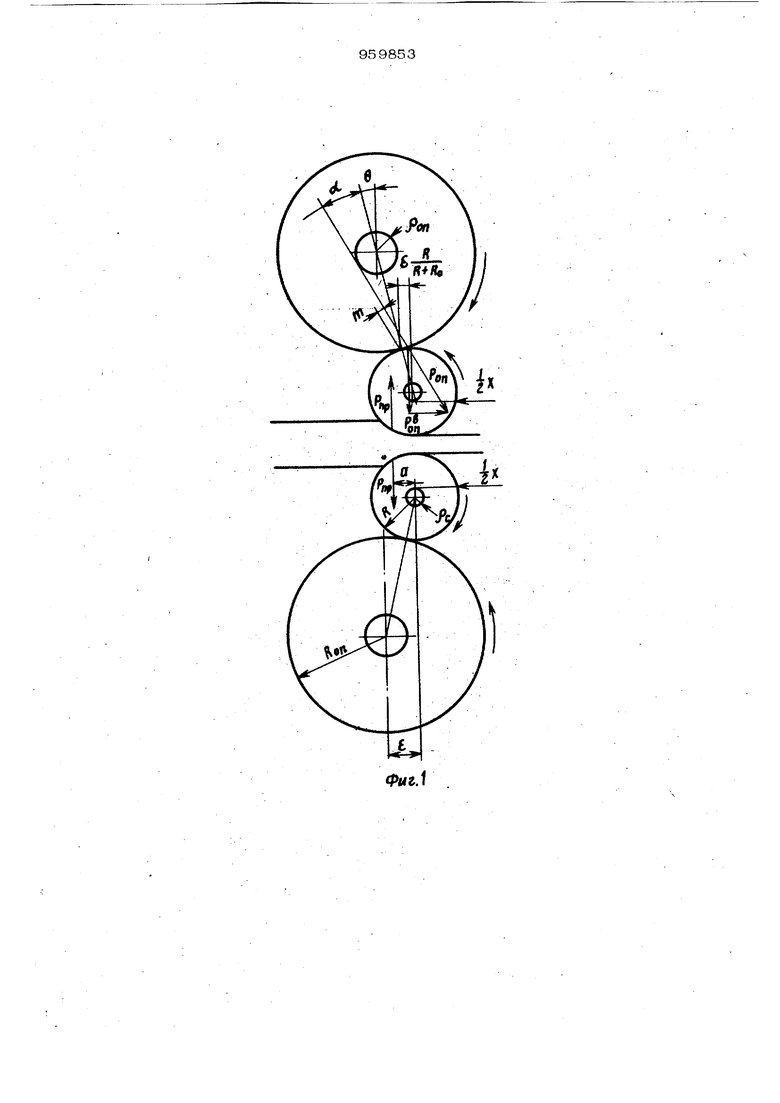

чения рабочего валка по onqpHo- 30 му, численно равная О,ОО1.О,О15; 9 - угол свала, равный для клетей кварто листовых станов О,О06 .0,009;35 - величина свала (сдвига плоскостей валков), равная 6 - 10 мм, в зависимости от типа стана, что (РОП ) верБудем иметь в виду, чти тикальная составляющая давления рабоче- 40 го валка на опорный измеряется измерителями усилий - месдозами, а (Х) реакция станин клети на опоры рабочих валков также может быть измерена измерителями, аналогичными месдозам. Причем, 45 ввиду-малости oL и б , tsg (d-+ 9 ) -61+ в а COS (oL+ 9 ) 1, и получим из (1) )а также ,о1+9
Пфвое слагаемое в вьфажении (2) Чзедставляет собой (по определению) момент прокатки, а-сумма второго и треть50
„ (i
%пЧХ-Хэо) Откуда « e-ot Ч)П Из (7) и (З) следует ()С8) .(Х- Хзо) () 4Р, (4 ), получим Подставив 0 и )-1Pjo -(10) ) г подставив значения (10) вместо второго и третьего слагаемого в (2), R+R, м„ аР.,.а.(х-Хз,) ,р,„.х.5)р (.1) Преобразование второго н .третьего слагаемого в выражении (11) с учетом (5) и (9) приводит к выражению, из которого момент, аатрачива емый рабочими валками для вращения оперных, может быть 1фёдставлен в виде
и определен, согласно изобретению, более достоверно за счет исключения необходимости определения параметра трения качения (т ).
В предлагаемом способе плечом измеренных усилий служит полусумма ради - -- .; - усов в алков величину котоI , .-Д.... . -..
рой можно определить практически ic nioбой заданной точностью. Таким образом точность стрел этого способа оказываётсй существенно выше.
- Предлагаемый способ воспрЬизводит ся следующей последовательностью oneраций. Включением привода обеспечивают равномерное вращение валков. В ша задают металл, в результате обжатия кото.рого развиваются как усилие щэокатки РПР (фиг. 1), так и измеряемые, усилия PQP и X. Результаты измерений запоминают. Затем, на1фимер, за время пауз и рабочей клети, рабочие валки сводят (фиг. 2) до соприкосновения друг с другом (в забой) и сдавливают с усилием , равным или близким усилию Р, при гфокатке. Привод при этом реверсируют и оруществляют вращение валков в на1фавлении, противоположном вращению при. 1фокатке. Полученное в результате показания датчиков горизонтальных усилий вычитают из показания X при щэокатке. Эту разность считают пропорциональной одному из слагаемых искомого момента, щэичем коэффициент пропорциональности принимают равным полусумме радиусов рабочих и опорных валков, которые легко замерить.
Технико-экономические преимущества 15)едлагаемого способа ойределяют более точными оценками нагрузок в силовых трансмиссиях и 15 иводят, тем самым, к повышению надежности их элементов (устранению поломок щeeк,вaлкoв, шпинделей, шестеренных клетей и т.п.), что позвс«ля«т более эффективно использовать мощности приводов клетей прл расширении прокатываемого сортамента.
Формула изобретения
Способ определения момента вращения спорных валков при хфодольной прокатке без натяжения в клетях кварто со сдвигом- плоскости рабочих валков относвпчыи но плоскости опорных, включающий измерение сил, действующих на валки, определение плеч этих сил и. вычисление искомого момента, отличающийся тем, что, с целью более достовернЬго определения момента при изменяющихся услоЬйях трения в валковой системе, измеряют разность горизонтальных сил взаимодействующих подушек рабочих валков со станинами клети при прямом и обра- нюм вращении валков под давлением иро4атки, а в качестве плеча разности горизонтальных сил используют полусумму )адиусов рабочего и опорного валков.
Источники информации, принятые во внимание 1фи экспертизе
