(54) СПОСОБ ВЫТЯЖКИ ИЗДЕЛИЙ ИЗ ТСЖКОЛИСТОВЫХ ЗАГОТОВОК
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫТЯЖКИ ДЕТАЛЕЙ ИЗ ТОНКОЛИСТОВЫХ ЗАГОТОВОК | 1998 |
|
RU2148460C1 |
| СПОСОБ ШТАМПОВКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 2012 |
|
RU2506136C1 |
| СПОСОБ ВЫТЯЖКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 1999 |
|
RU2162759C2 |
| Способ изготовления многослойных полых изделий | 1977 |
|
SU671901A1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ДЕТАЛЕЙ ИЗ ТОНКОЛИСТОВЫХ ЗАГОТОВОК И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2408447C2 |
| СПОСОБ ВЫТЯЖКИ ТОНКОСТЕННЫХ ИЗДЕЛИЙ СЛОЖНОЙ ФОРМЫ | 2016 |
|
RU2620219C2 |
| СПОСОБ СВАРКИ ВЗРЫВОМ ТОНКОЛИСТОВЫХ ЗАГОТОВОК | 1992 |
|
RU2074074C1 |
| СПОСОБ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ ИЗ ПЛОСКИХ ЛИСТОВЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2242320C2 |
| Способ изготовления гибкого колеса волновой передачи | 1988 |
|
SU1611508A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ ТОНКОЛИСТОВЫХ МАТЕРИАЛОВ ТОЛЩИНОЙ ОТ 0,2 мм И МЕНЕЕ СТУПЕНЧАТЫХ ОСЕСИММЕТРИЧНЫХ ОБОЛОЧЕК С ЦЕНТРАЛЬНЫМ ВЫСТУПОМ, ОТНОШЕНИЕ ВЫСОТЫ КОТОРОГО К ЕГО ДИАМЕТРУ РАВНО ИЛИ ПРЕВЫШАЕТ 0,5 | 2006 |
|
RU2327539C2 |
1
Иэобретепяе относится к обработке металлов давлением.
Известен способ вытяжки изделий из тонколистовых-,заготовок нутем рборки лнсто- вой заготовки с технологическими накладками в шисет, вьпяжки пакета и отсоедине.ния технологических накладок от готового изделия 1.
Однако этот способ не пригоден для получения изделий в виде сопряжения сферы с Ц)илнндр песким участком из пластичной фольги, например алюминиевой, так как в процессе совместного пластического течения злементов пакета происходит прнлипанне пластичной фольги к накладкам. При отделении накладок от изделия происходит его коробление, нарушаются форма и размеры, ухудшается качество поверхности, по приводит к потере рабочих характеристик получаемых изделий.
Цель изобретения - повышение качества изделий сложной формы, преимущественно в виде цилиндра со сферическим дном, за
счет предотвращения их повреждения при отделении технологических накладок.
Указанная цель достигается тем, что в способе вытяжки изделий из тонколнстовых заготовок путем сборки листовой заготовки с технолмическими накладками в пакет, вытяжки пакета н отсоединения технологических иакладок от готового изделия, вытяжку ведут в дв зтапа, на первсш нз которых
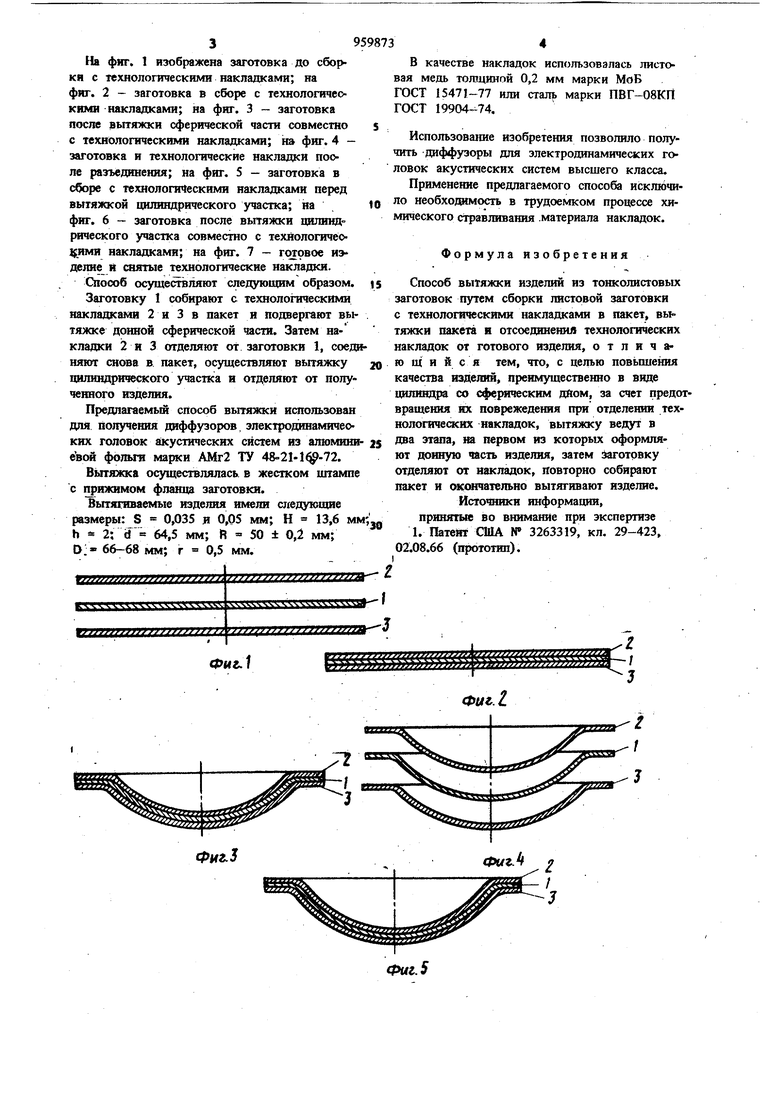
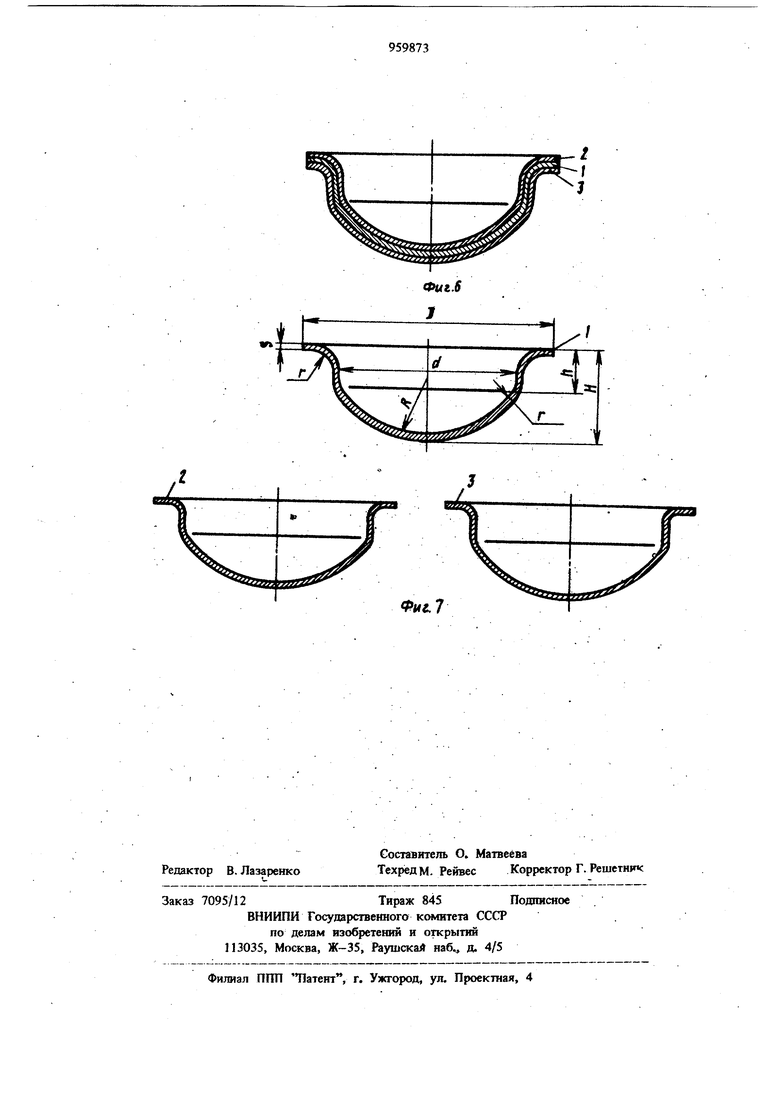
to оформляют донную часть изделия, затем заготовку отделяют от накладок, повторно собирают пакет и окончательно вытягивают изделие. Воздух, оставшийся между сферическими поверхностями накладка-заготовка-наISкладка при разьединении накладок после вытяжки сферической части и соединения, с заготсвкой перед вытяжкой цилиндpичeckoгo участка, предотврашает прилипание пластической фольги материала заготовки к накладгокам при вытяжке цилиндрического участка, что позволяет свободно отделят|) накладки от изделия после вытяжки, сохраняя его размерь и качество поверхности. На фиг. 1 изображена заготовка до сборки с технологическими накладками; на фиг. 2 - заготовка в сборе с технологическими накладками; на фиг. 3 - заготовка после вытяжки сферической части совместно с технологическими накладками; на фиг. 4 заготовка и технологические накладки после разъединения; на фиг. 5 - заготовка в сборе с технологическими накладками перед вытяжкой цилиндрического участка; на фиг. 6 - заготовка после вытяжки Ш1линд° рического участка совместно с технологичео ;,ими накладками; на фиг. 7 - готовое изделие и снятые технологические накладки. Способ осуществляют следующим образом. Зш-отовку 1 собирают с технологическими накладками 2 и 3 в пакет и подвергают вы тяжке донной сферической части. Затем накладки 2 и 3 отделяют от заготовки 1, соеда шпот снова в пакет, осуществляют вытяжку цилиндрического участка и отделяют от полученного изделия. Предлагаемый способ вытяжки использован для получения диффузоров, злектродинамичео. -кик головок акустических систем из алюАоош евой фолып марки АМг2 ТУ 48-21-1 -72. Вытяжка осуществлялась, в жестком штампе с 1ФИЖИМОМ фланца заготовки. Вытягиваемые изделия имели следующие размеры: S 0,035 и 0,05 мм; Н 13,6 м h 2: d 64,5 мм; ft 50 ± 0,2 мм; D 66-68 мм; г 0,5 мм.
Фиг.
M jr j fff ffff f ffff fJ ffff f-fff f ff f fffff f
Z -/ 5
Фut.t В качестве накладок использовалась листовая медь тошцкной 0,2 мм марки МоБ ГОСТ 15471-77 или сталь марки ПВГ-08КП ГОСТ 19904-74. Использова1ше изобретения позволило получить диффузоры для электродинамических головок акустических систем высшего класса. Применение предлагаемого способа исключило необходамость в трудоемком процессе химического стравливания .материала накладок. Формула изобретения Способ вытяжки изделий из тонколистовых заготовок путем сборки листовой заготовки с технологи скими накладками в пакет, вытяжки пакета н отсоединения технологических накладок от готового изделия, о т л и ч аго щ и и с я тем, что, с пелью повьпиения качества изделий, преимуществеино в виде цилиндра со сферическим дйом, за счет предотвращения их поврежедения при отделении технологичеосих накладок, вытяжку ведут в .,..-.., этапа, на первом из которых оформляют донную часть изделия, затем : аготрвку отделяют от накладок, повторно собирают пакет н (яссшчательно вытягивают изделие. Источники информации, принятые во внимание при экспертизе 1. Патент США N 3263319, кл. 29-423, 02.08.66 (прототип).
