(54) ИНСТРУМЕНТ ДЛЯ ХОЛОДНОЙ РАЗДАЧИ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Прошивка | 1991 |
|
SU1794636A1 |
| Инструмент для раздачи труб | 1976 |
|
SU614862A1 |
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ ТРУБ | 2006 |
|
RU2335371C2 |
| Устройство для раздачи трубных заготовок | 1980 |
|
SU893339A1 |
| Устройство для резки труб | 1988 |
|
SU1590221A1 |
| Устройство для протягивания отверстий (его варианты) | 1984 |
|
SU1235706A1 |
| Устройство для автоматического крепления инструмента | 1986 |
|
SU1400792A1 |
| Комбинированный инструмент | 1987 |
|
SU1468669A1 |
| УСТРОЙСТВО СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННЕЙ ДОРОЖКИ НАРУЖНОГО КОЛЬЦА ШАРИКОПОДШИПНИКА | 2011 |
|
RU2483857C1 |
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ ТРУБ | 1996 |
|
RU2103095C1 |
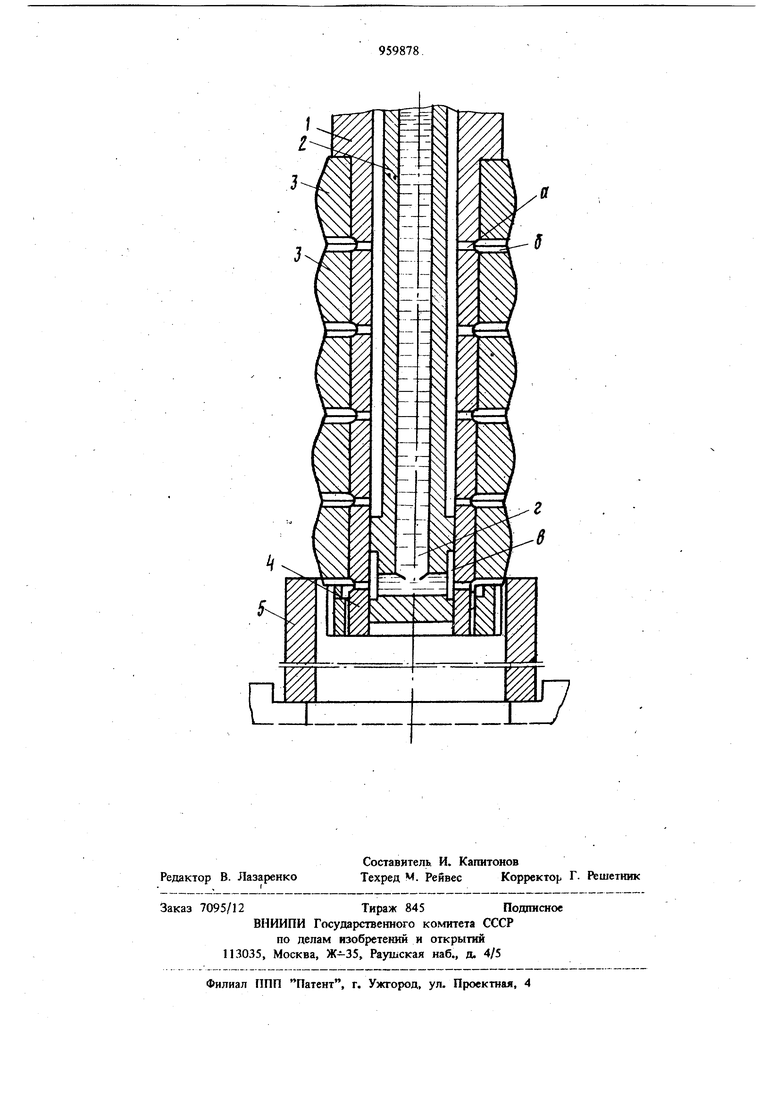
Иэобрете1те относится к метшшообработке, првдщзначено для обработки-отверстий в т йкх. и может быть яа1О)шзоваво при оконча тельяой обработке циляищшческвх труб для гидро пневмо- я идеятячных деталей методом деформационного протягяваяяя (дориования). Известен инструмент для раздачи труб, содержащий ступенчатую оправку с напрессованными на нее деформирующими колыщт, на оси оправки выполнеяа цшшндряческая расточка, в стенках оправки - радиальные отверстия, на торцах колец - радиальные пазы, сообщающиеся с отверстиями оправки. Инструмент снабжен системой подачи рабочЫИ жидкости в образованные отверстиями и ми каналы 1. Разделительной смазкой между поверхность трубы и рабочими кольцами при работе эт(У го инструмента является паровой слой, ofr рвзующнйся в результате нагрева рабочей жидкости в полости инструмента до температуры парообразования, он работает только no предварительно нагретому до температуры деформирования металла трубы. Недостатком зтого инструмента является то, что для подготовки к работе он требует заряфси рабочей жидкостью полости и предварительной раздачи заходного конца трубы. На выходе из трубы после окончания процесса раздачи инструмент нагревается до температуры выше парообразования рабочей жидкости, что вызывает определенные неудобства при зксплуатации. Точность обработки отверспй таким инструментом невысокая. Цель .изобретения - повышение качества обработки. Поставленная цель достигается тем, что и вестный инструмент, содержащий полую оправку с насаженными на нее деформирую щими злементами, в стенках которой выполнеш 1 радиальные отверстия, а на торцах деформирующих злементов, обращенных один к другому, - радиальные пазы, а также источник рабочей жндкости для подачи ее в образованные отверстиями и пазами каналы. 3,95 снабжен смонтированным в расточке оправки с возможностью осевого перемещения ноnbFM штоком с поршнем, на наружной по верхности которого вьшолнена кольцевая про точка, соединенная с полостью оттока и с одним из радиальных отверстий оправки, а полость штока соединена с источником рабочей жидкости, в качестве которой использована смазьшающая жидкость. На чертеже показан общий вид предлагав мого инструмента, разрез. , Инструмент содержит корпуооправку 1, по оси оправки вьшолнено цилиндрическое отверстие с размещенным в нем подвижным злементом - полым пггоком 2 с поршнем, вьшолненным заодно со штоком. На поршне вьшолнена кольцевая проточка в, соединенная с полостью г штока. В стенках ortравки предусмотрены радиальные отверстия а для подвода смазочной жидкости к пазам б на торцах деформирующих элементов 3. Шток, установленный с возможностью воэвратно-поступательного движения в полости оправки относительно радиальных отверстий в cTeincax, прследовательно распределяет по ток смазочной жидкости к зонам обработки Рабочие элементы 3 с увеличиваю1цимися к выходу диаметрами посажены на даишндрическую часть оправки, плотное прижатие друг к другу рабочих элементов и удержаяи их в таком состоянии обеспечивается гайкой 4, навинчивающейся на переднюю часть Я1равки. Работу инструмента можно проследить на примете обработки отверстия диаметром при протягивании заготсшки из тр бы с диаметром отверстия 67 мм и толида пой стенки 10,5 мм, материал - цирконий ниобиевый вплав марки Э-125. Обработка производится на вертикальном прессе модели П-6330 с усилием 100 тс. Инструмент закрепляется в верхней траверсе пресса, отверстие в трубе раздают на размер WV1 с набором работа элемен тов JS. наружными диаметрами соответственно 67.50; 68,75, 70,35; 70,55; 70,06 + 70.08 мм. При обработке наружный диаметр трубы ув личивается до 90 мм. упругая усадка coctaB ляет 0,47 - 0,52 мм, величина упрочненно го слоя - 1000 - 1100 мкм. При движении инструментЕ вниз при подходе к верхнему торцу заготовки 5 в шток поступает смазочная жидкость (масло индустриальное 20-30), которая направляется через радиальные отверстия в оправке к радиальным пазам на торцах первого деформирующего элемента. При последующем движении инструмента вниз, шток перемещается вверх и последовательно распределяет смазочную жи кость к деформирующим элементам. При обратном ходе инструмента шток возвращается в нижнее исходное положение, деталь извлекается из опорного стакана и цикл повторяется. ЭконЬмический эффект от использования предлагаемого инструмента при изготовлении комплекта деталей на аппарат составляет 50 тыс. руб. за счет уменьшения припусков при окончательной обработке и замены операции расточки отверстия на деформационное протягивание без снятия металла. Формула изобретения Инструмент для холодной (аздачи труб, содержащий полую оправку-с цасаженными на нее деформируяшщми элементами, в стенках кото рой выполнены радиальные отверстия, а на торцах деформирующих элементов, обращенных один к другому - радиальные пазы, а также источник рабочей жидкости для нодачн ее в образованные отверстиями и пазами каналы, отличающиися тем, что, с целью повьпиекия качества обработки, он снабжен смонтированным в полости оправки с возможностью осевого перемещения полым штоком с поршнем, на нар)окной по верхности которого вьшолнена кольцевая про точка, соединенная с полостью штока и с ощшм из радиальных отверстий, а полость штока соединена с источником рабочей жидкости, в качестве которой использована смазьшающая жидкость. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 614862, кл. В 21.D 41/02, 13.12.76 (прототип).
J
a
