Изобретение, относится к обработке мегаппов давпением.
Иавесгеи инструменг дни гидрокапибрОвки труб ij ..
Деформирующий инсгруменг предогавпяег собой шаровую нпи коническую. оправку с калибрующим пояском и жидкое рабочей гепо, нйходящееся под давпением. Жидкое рабочее гепо перемешает 01фавку и воэдействует иа метаяп трубы за зоной да формации.
Нед оста гки такого инсфуменга в зна читепьнык цавпениях, восприннмаемьгх on fрабкой при деформации грубы, мапом впи янии жидкого рабочего гвпа иа деформацию трубы, бопызЮм расходе рабочей жидкости, затрудненной разрядке в конечной стадии доформаоии, значигепьном расход ном коэффициенте металла. Известен также инструмент дпя раздан
чи труб, содержащий ступенчатую опра&ку с напрессованньыи на нее кольцами с накпонными и параппепьными оси оправ ки участками Г2Т,
Такой инструмент не поэвопяет попучить достаточновысокое качество внутренней поверхности изделия.
Цепь изобретения - повышение качес ва издепий.
Дпя этого в предпагаемомГинструмёвте по оси оправки выпопнены полость k канап, подводящий к ней под давлением жидкость, в стенках оправки сделаны р диальные отверстия, а на торцах копец радиапьньш пазы, сообщающиеся с отве| стиями оправки, при этом между полость и каналом установлен клапан, препятст вующий выходу жидкости из полости в канал.
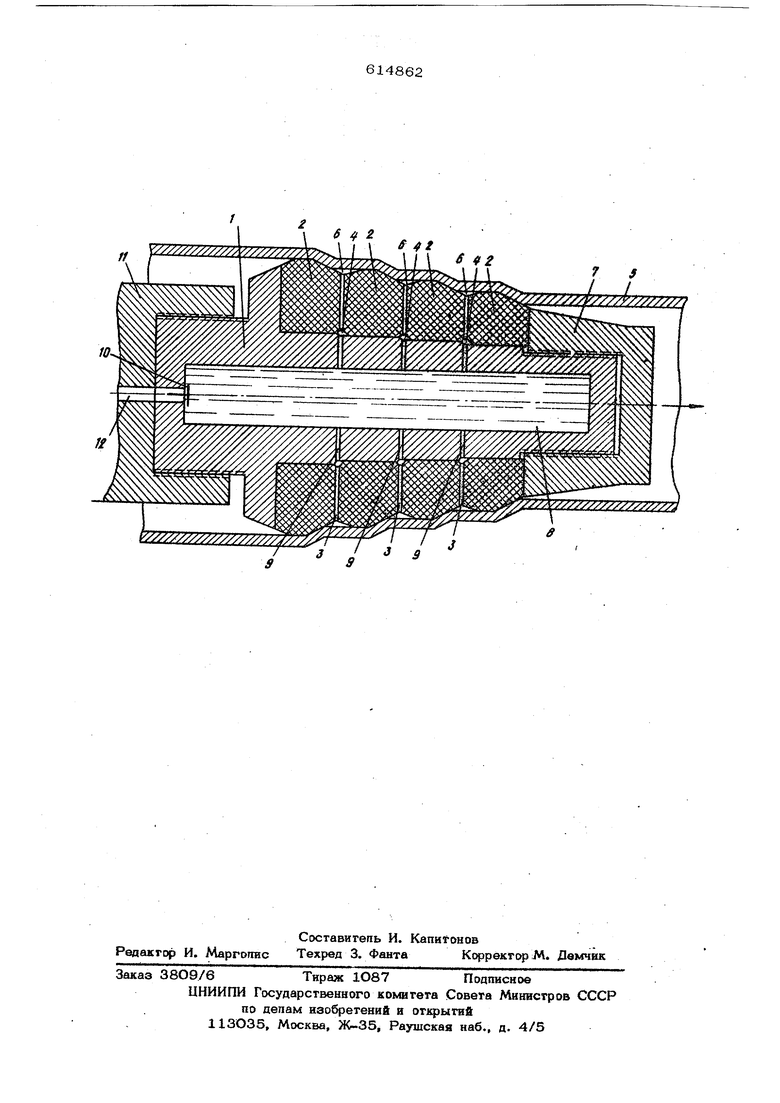
На чертеже показана схема описывав-, мого инструмента.
Инструмент содержит оправку 1 с ци линдричес кйм11-или коническими ступенча-« тыми поясами, на которые напрессованы твердосплавные кольца 2 с увепичиваюша мнся к выходу диаметрами.
На одйой иа торцовы поверхностей колец 2 выполнены радиальные канавки, |соторые при прижатии соседних колец терцовыми поверхносгями образуют попые радиальные каналы 3. На внутренних поверхностях копец и гоговаены фаски ипи сдепаны кольцевые выточки, обраэукмцие вокруг корпуса оправки 1 кольцевые каналы 4. Профиль наружных поверхностей копец выполнен с входной, рабочей, калибрующей и выходной зонами. Выходная зона копьц с входной зоной последующего копьца и внутренней поверхностью деформируемой трубы 5 образуют кольцевые каналы 6. Плотное прилсатие друг к другу колец 2 и удержание их в таком сосгоянии обеспе чивается гайкой колпаком 7, навинчиватющейся на переднюю часть оправки 1. Во внутренней части оправки выполняется полость 8, которая свяаанй с наружной поверхностью радиальными канапами 9. В задней части оправки 1 вмонтирован ocf-. ностороннйй клапан 1О, к которому подходит выпоТтненный в стержне оправкодержа тепя 11 питающий канап 12. Инструмент} работает следукнцим образом. Насосом низкогодавления жидкость подается .в полость 8 оправки 1 по каналу 12 через односторонний клапан 1О. Чтобы заполнить полость 8, количество подаваемой жидкости должно быть большбу количества кидкости, вытекающей по канал м 9, 4, 3 наружу оправки. Оправку вводят в горячую трубу с пред варительно подготовленным .раструбом nutf бо непосредственно оправкой раздают KtK. ,{1ец трубы. В момент, когда труба nonatb сгью перекрывает выход жидкости из оправки, образовавшиеся кольцевые канат.1 6 заполняются жидкостью. Жидкость от контакта с горячей трубой ипн какого-либо нагревательного элемента расширяемся, Шз1равнивая давление жидкости в полоо ти 8 и питающем канале 12. Клапан 1О закрывается и предотвращает вытекание жидкости иа полости 8 с повышающимся of разогрева давлением в канале 12. При .дальнейшем нагреве давление пароводяной смеси в каналах 6 достигает величин, ны, близкой к пределу текучести матерй ina деформируемой трубы, поэтому чтобы , осуществить раздачу трубы, необходимы незначительные усилия для перемещения оправки При образовании в полости оправки давления пароводяной смеси, превыша-г ющего предел текучести металла, часть смеси проникает в образовывающиеся между трубой и оправкой щепи, благодаря чему не пржсходит вспучивания и разрыва трубы. Изобретение может быть использовано при производстве бесшовных труб диаметр ром более 55О мм из центробежно-литоб заготовки, для калибровки труб по виут-рённему диаметру, а также на установка) непрерывной разливки полой трубной загсЦ товки дпя вторичного охлаждения полости с одновременной раздачей ее jrrg внутренне му диаметру. Предлагаемый инструмент г озволяет подучать качественные по геич1етрическим размерам трубы с пониженным расходным .коэффициентом металла, умеиьшаются сц- пы осевого перемещения оправки, отпадает необходимость герметизации торцов труб и установки контейнг.ра. Зйачительио .умень(Шаетдя расход рабочий жидкости, упрощ -. ется разрядка в конечной стадии деформа ции. Формула изобретения Инструмент дпя раздачи тру,б, содержагший ступенчатую оправку с вапрессованньН ми на нее кольцами, на наружной поверхности которых выполнены наклонные и пар)Авпепьные оси оправки участки, отличающийся тем, целью повы-: шения качества изделий, на оси оправки выполнены попость и .кацал, прдвод5ааций в полость жидкость под аавпвняем, в стен- ках оправки - радиальные отверстия, на торцах копец - радиальные паэы, сообщающиеся с отверстиями оправки, а между попостью и подводящим каналом установлен {Предохранительный клапан. Источники инфсфмации, принятые во внимание при 9ксперп{зе: 1.Исаченков Е. И. Штамповка резиной и жидкостью. М., Мащиностроение, р. 322. 2.Шнейдер Ю. Г. Инструмент дпя чиог товой обработки метаппов давлением. Л., Мащиностроение, 1971, с. 118.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для калибровки внутреннего диаметра труб | 1989 |
|
SU1706759A1 |
| Способ раздачи труб | 1976 |
|
SU585905A1 |
| Устройство для волочения труб | 1989 |
|
SU1747223A1 |
| Устройство для раздачи труб | 1981 |
|
SU965562A1 |
| Автомат для снятия наружных фасок у поршневых колец | 1980 |
|
SU933359A2 |
| Ороситель | 1982 |
|
SU1079855A1 |
| Компенсирующее устройство штампа для закрытой штамповки | 1975 |
|
SU573247A1 |
| Инструмент для холодной раздачи труб | 1981 |
|
SU959878A1 |
| Бобинодержатель | 1979 |
|
SU980608A3 |
| Гидравлический источник сейсмических сигналов | 1976 |
|
SU587428A1 |