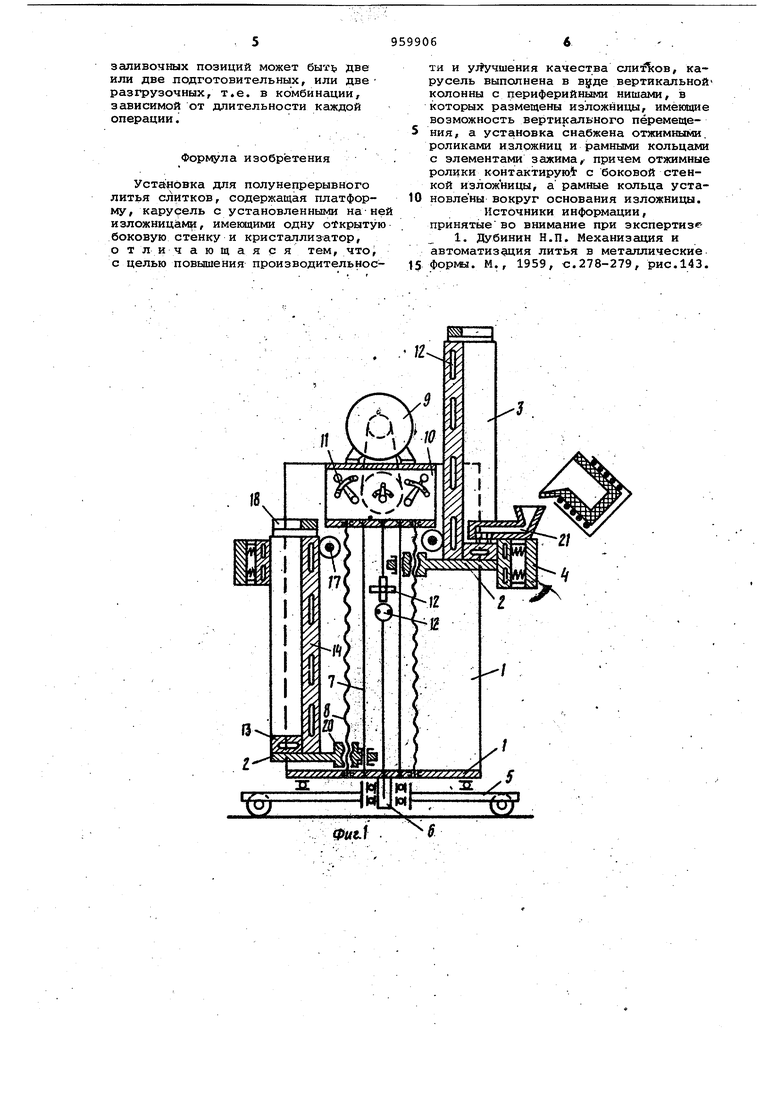
. На фиг.1 изображено устройство, ПРОДОЛЬНЫЙ разрез; на фиг.2 -г, вид на основание, изложницу и кольцо с-элементами зажима; на фиг.З - изло кница и кольцо в месте установки кристаллизатора и ролика, поперечный раз рез.
Установка для полунепрерывного литья слитков содержит установленные по периферии колонны 1 на перемещаемых вверх и вниз основаниях 2 вертикальные изложницы 3 с короткими откидывающимися стационарными кристаллизаторами 4.
Колонна 1 вертикально установлена на платформе 5 и вращается вокруг своей оси б. В колонне 1 встроены направляющие 7 и винты 8 оснований 2, привод 9 с реверсивной раздаточной коробкой-редуктором 10, связанной механизмом включения (отключения) 11 с казкдым винтом 8, и раздаточная система 12 нагрева и охлаждения изложниц.
Каждая изложница 3 устройства содержит установленные на основании 2 днище 13, три стенки 14 ручья длиной слитка с раскрыванием на две стороны на петлях 15 у днища 13. Четвертая стенка перекрьавает ручей при литье и выполнена в виде короткого откидывающегося на петлях 16 подпружиненного кристаллизатора 4, установленного в зоне заливки неподвижно на колонне 1 Напротив каждого кристаллизатора 4 в колонне .1 смонтирован свободновращающийся рсэлйк 17 противоотжима, и излоясница 3 во время заливки расплава как бы зажата между роликом 17 и кристаллизатором 4, что уравновешивает момент, создаваемый пружинами кристаллизатора 4 в направляющих основания 2.
Каждое основание 2 вокруг изложницы 3 имеет жесткое рамное кольцо 18 с элементами зажима 19, обеспечивающее стягивание и раскрывание трех стенок 14 изложницы 3 по всей их высоте.
У Каждое основание 2 перемещается в направляющих 7 от винтовой пары винт 8 - гайка 20, причем каждый винт 8, а следовательно, основание 2, а с ним рама и изложницы 3, с помощью раздаточной коробки 10 и механизма 11 включения имеет независимое от других движение в обе стороны или полное отключение от привода. Таким образом, к приводу подключаются один, два,... или все основания с изложницами при направлении движения либо вверх, либо вниз. Разйорот колонны 1 в рабочую позицию по4 заливку изложниц 3 осуществляется на платформе 5 с отбором мощности от привода 9 или же от индивидуального привода.
Подкат под заливку осуществляетсн перемещением платформы 5 (фиг,1) или же перемещением печи расплава.
Перед заливкой расплава на кристаллизатор 4 устанавливается дозировочная воронка 21.
Устройство работает следующим .образом.
Включают привод 9 с плавнорегулируемым числом оборотов.
Подготовленную к заливке изложницу 3 поворотом колонны 1 вокруг оси 6 ставят в рабочую позицию. Механизмом 11 включения соединяют соответ-. ствующий винт 8 на подъем изложницы 3 в положение начала заливки (крайнее верхнее положение). Отключают изложницу от системы нагрева (например, отключают и вынимают из полости ручья нагревательный элемент ТЭН) и включают систему охлаждения (например, включают подачу вбды в рубашку изложницы и кристаллизатора или направляют струю воздуха на изложницу в районе кристаллизатора). Заливку расплава ведут через установленную дозировочную воронку 21. Переклю- . чается механизм 11 включения на . . опускание изложницы 3, ск.орость опускания соответствует скорости заливки, равна скорости кристаллизации расплава и обеспечивается приводом 9 с коробкой-редуктором 10. По окончании заливки слитка (изложница в крайнем нижнем положении) механизмом 11 включения отключают изложницу от привода и она останавливается. Во время заливки первой изложницы, вторая no/iготавливается под заливку, а именно, стягиваются по всей высоте стенки 14 изложницы 3 с помощью згикимов 19 .(винтовых или пневматических) рамного кольца 18, смазывается рабочий ручей, закрывается и запирается кристаллизатор 4, поднимается изложница 3 (включением механизма 11 данной изложницы) в положение запивки, устанавливается дозировочная воронка 21
После заливки первой изложницы, разворотом колоннь 1 вокруг ее вертикальной оси б переводят первую изложницу в позицию остывания слитка, а вторую - в позицию заливки. Производят згигавку второй изложницы, в это же время третья подготавливаемсяпод заливку и в это же время извлекается слиток из первой изложницы после его полной кристаллизации, при этом откидывается кристаллизатор 4 на пете 16, отпускаются элементы зажима 19,раскрываются стенки 14 на петлях 15 у днища 13, и-слиток извлекается з изложницы 3;
Количество изложниц 3, устанавлиаемых по периферии и вращающихся воруг вертикальной оси колонны 1, рассчитывается по времени технологичесого цикла отливки слитка. При этом
заливочных позиций может быть две или две подготовительных, или две разгрузочных, т.е. в комбинации, зависимой от длительности каждой операции.
Формула изобретения .
Установка для полунепрерывного литья слитков, содержащая платформу, карурель с установленными на-ней изложницё1М, имеквдими одну открытую боковую стенку и кристаллизатор, о т л и ч а ю щ а я с я тем, что, с целью повышения производительности и улучшения качества слигйсов, карусель выполнена в вуде вертикальной колонны с периферийными нишами, в которых размещены изложницы, имеющие возможность вертикального пёремещения, а установка снабжена отжимными, роликами изложниц и рамными кольцами с элементами зажима, причем отжимные ролики контактируют с боковой стенкой изложницы, а рамные кольца установлены вокруг основания изложницы.
Источники информации, принятые во внимание при экспертизе1. Дубинин Н.П. Механизация и автоматизация литья в металлические
. М., 1959, с.278-279, рис.143.

0Ut.i S
. ./2
fS/S
/
0
we.2
I J8
Ф«г.З
