(54) ИНСТРУМЕНТ ДЛЯ УЛЬТРАЗВУКОВОЙ ПРИВАРКИ ПРОВОДА
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для приварки проволочного вывода | 1979 |
|
SU880666A1 |
| Инструмент для приварки проволочных выводов | 1981 |
|
SU1016116A1 |
| Способ ультразвуковой сварки | 1980 |
|
SU941100A1 |
| СПОСОБ СОЗДАНИЯ ТРОЙНИКОВОГО СОЕДИНЕНИЯ | 2015 |
|
RU2598764C1 |
| ПРИВАРИВАЕМАЯ КРЕПЕЖНАЯ ДЕТАЛЬ, УСТРОЙСТВО ДЛЯ ПРИВАРИВАНИЯ КРЕПЕЖНОЙ ДЕТАЛИ И УЗЕЛ ПРИКРЕПЛЕНИЯ КОМПЛЕКТУЮЩЕЙ ЧАСТИ К ПРИВАРИВАЕМОЙ КРЕПЕЖНОЙ ДЕТАЛИ | 1993 |
|
RU2140587C1 |
| Инструмент для приварки проволочных выводов | 1982 |
|
SU1055607A1 |
| СПОСОБ РЕКОНСТРУКЦИИ РЕЛЬСОВЫХ ПУТЕЙ | 2014 |
|
RU2584955C1 |
| Инструмент для микросварки проволочных выводов | 1980 |
|
SU948582A1 |
| СПОСОБ ПРИВАРКИ ВЫВОДА В ПОЛУПРОВОДНИКОВОМ ПРИБОРЕ | 2013 |
|
RU2525962C1 |
| Способ сварки наконечника с многожильным проводом | 1990 |
|
SU1757821A1 |
1
Изобретение относится к устройства м для ультразвуковой сварки металлов и может быть использовано в электротехнической, радиотехнической и других отраслях промышленности для соединений проводов между собой и проводов с пластинами.
Известно устройство соединения металлов, в котором используются наконечники с выступающей центральной частью 1.
Недостатком данного устройства является то, что при сварке провод не фиксируется, что ухудшает качество сварки.
Известно также устройство для соединения провода с пластиной, в котором на торце наконечника выполнены как продольные, так и крестообразные канавки 2).
Недостатком данного устройства . является то, что при соединении проводов в изоляции соединение происходит по участкам, удаленным от -продольной оси провода. Сое-, динение имеет эллипсообразный вид, из центра которого не происходит удаления за щитного покрытия, что снижает фактическую площадь сварного соединения.
Наиболее близким к изобретению техническим решением является инструмент для ультразвуковой приварки провода, вы
полнениыи в виде наконечника, имеющего на: своем рабочем торце фигурную канавку. 3. Недостатком известного устройства является низкое качество приварки прОводов. Целью изобретения является повышение
5 качества приварки проводов за счет.концент- рации ульт()азвуковой энергии в зоне сварки.
Поставленная цель достигается тем, что инструмент для ультразвуковой приварки
,Q провода, выполненный в виде наконечника, .имеющего на своем рабочем торце фигурную канавку, имеет выступ, вокруг которого выполнена расточка объемом, равным не менее половины объема контактируемого с ин-; струментом провода, при этом канавка от
iS расточки до наружной поверхности наконечника выполнена с увеличением площади поперечного сечения.
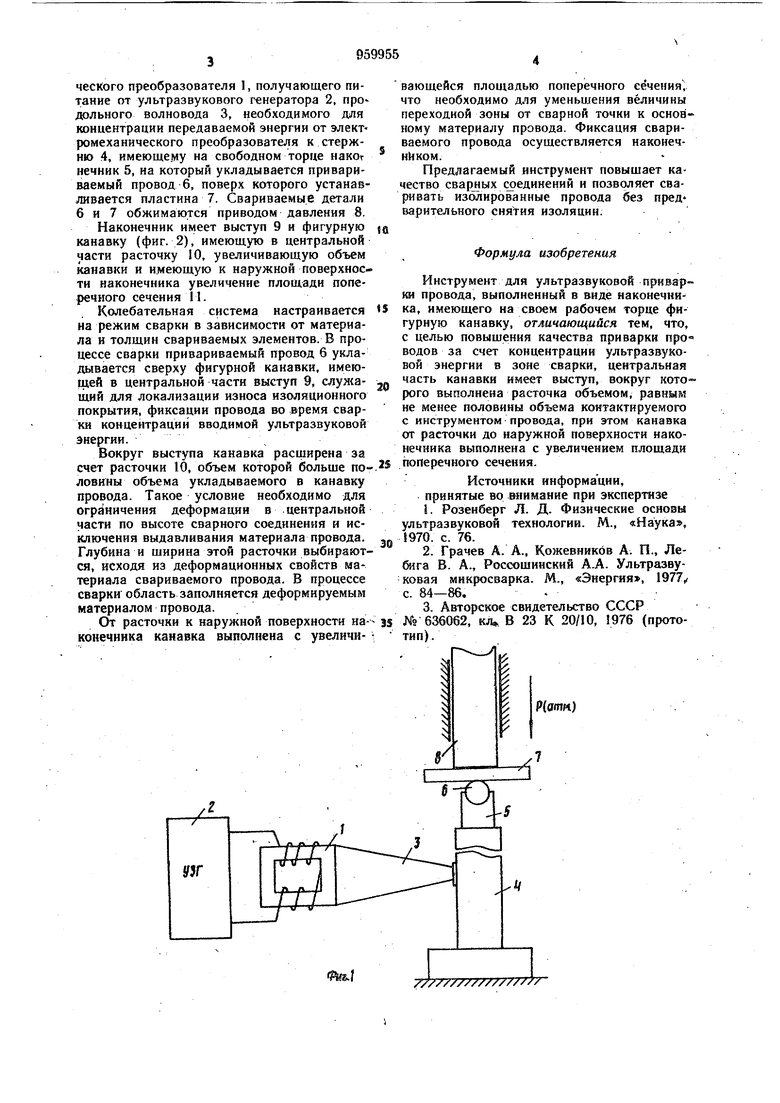
На фиг. 1 приведена схема размещения инструмента в ультразвуковой сварочной
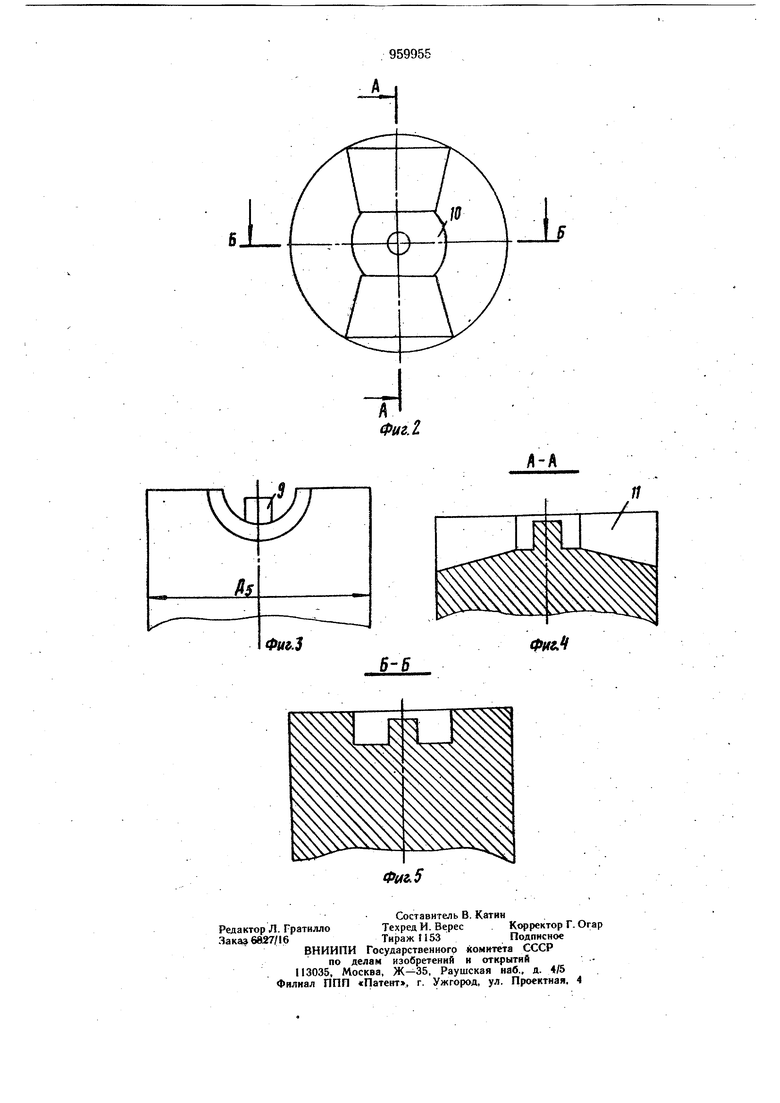
j системе; на фиг. 2 дан иаконечиик, вид сверху; на фиг. 3 - то же, вид сбоку; на фиг. 4 - разрез А-А на фиг. 2; на фиг. 5 - разрез на фиг. 2.
Типовая продольно-поперечная колебательная система состоит из электромеханичесКого преобразователя 1, получающего питание от ультразвукового генератора 2, про дольного волновода 3, необходимого для концентрации передаваемой энергии от электромеханического преобразователя к стержню 4, имеющему на свободном торце наког нечник 5, на который укладывается привариваемый провод 6, поверх которого устанавливается пластина 7. Свариваемые детали 6 и 7 обжимаются приводом давления 8.
Наконечник имеет выступ 9 и фигурную канавку (фиг. 2), имеющую в центральной части расточку 10, увеличивающую объем канавки и имеющую к наружной поверхности наконечника увеличение площади поперечного сечения II.
Колебательная система настраивается на режим сварки в зависимости от материала и толщин свариваемых элементов. В процессе сварки привариваемый провод 6 укладывается сверху фигурной канавки, имеющей в центральной части выступ 9, служащий для локализации износа изоляционного покрытия, фиксации провода во время сварки концентраций вводимой ультразвуковой энергии.
Вокруг выступа канавка расширена за счет расточки 10, объем которой больше половины объема укладываемого в канавку провода. Такое условие необходимо для ограничения деформации в центральной части по высоте сварного соединения и исключения выдавливания материала провода. Глубина и щирина этой расточки выбираются, исходя из деформационных свойств материала свариваемого провода. В процессе сварки область заполняется деформируемым материалом провода.
От расточки к наружной поверхности на-конечиика канавка выполнена с увеличи-
вающейся площадью поперечного сечения, что необходимо для уменьшения величины переходной зоны от сварной точки к основному материалу провода. Фиксация свариваемого провода осуществляется наконечником.
Предлагаемый инструмент повышает качество сварных соединений и позволяет сваривать изолированные провода без пред варительного снятия изоляции.
Формула изобретения
Инструмент для ультразвуковой приварки провода, выполненный в виде наконечни ка, имеющего на своем рабочем торце фигурную канавку, отличающийся тем, что, с целью повышения качества приварки про водов за счет концентрации ультразвуковой энергии в зоне сварки, центральная часть канавки имеет выступ, вокруг которого выполнена расточка объемом, равным не менее половины объема контактируемого с инструментом-провода, при этом канавка от расточки до наружной поверхности наконечника выполнена с увеличением площади поперечного сечения.
Источники информации, принятые во внимание при экспертизе J. Розенберг Л. Д. Физические основы
ультразвуковой технологии. М., «Наука,
№ 636062, кл В 23 К 20/10, 1976 (прото тип).
