(54) ИНСТРУМЕНТ ДЛЯ ПРИВАРКИ ПРОВОЛОЧНОГО
ВЫВОДА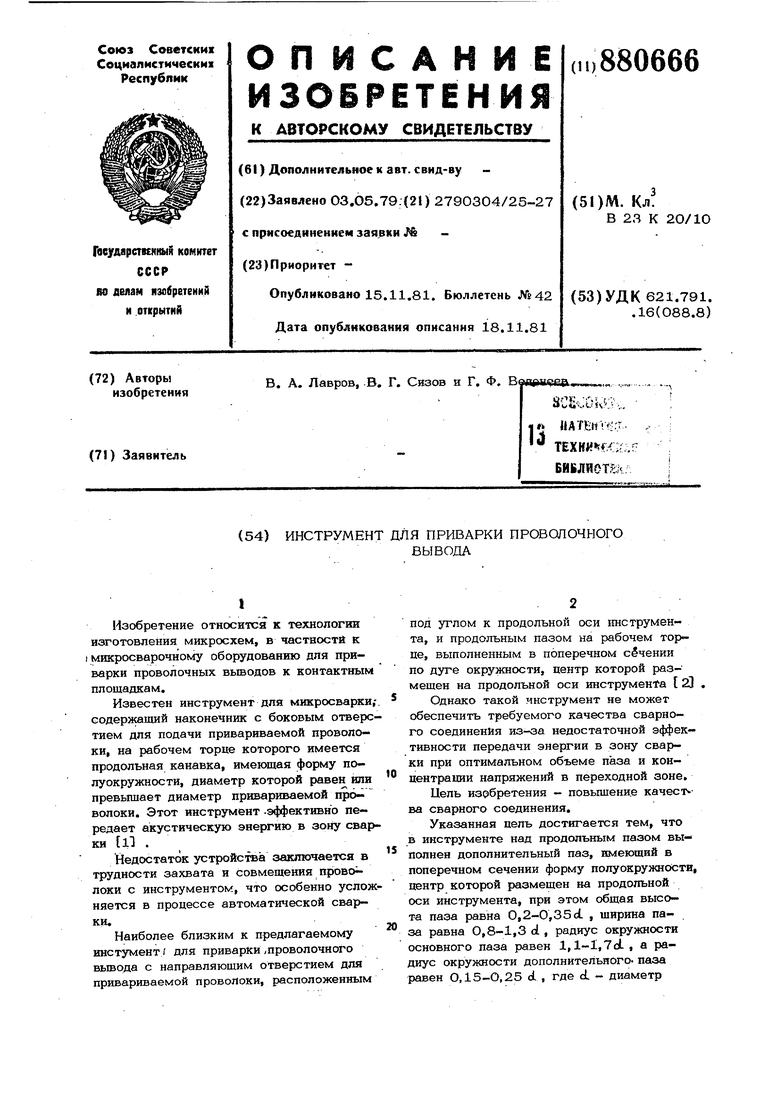
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для приварки проволочных выводов | 1981 |
|
SU1016116A1 |
| Инструмент для приварки проволочных выводов | 1982 |
|
SU1055607A1 |
| Инструмент для приварки и отрезки проволочных выводов | 1978 |
|
SU673403A1 |
| Инструмент для ультразвуковой микросварки | 1985 |
|
SU1276464A1 |
| Инструмент для ультразвуковой сварки | 1982 |
|
SU1031695A1 |
| ИНСТРУМЕНТ ДЛЯ УЛЬТРАЗВУКОВОЙ СВАРКИ | 1999 |
|
RU2179101C2 |
| СПОСОБ СОЗДАНИЯ ТРОЙНИКОВОГО СОЕДИНЕНИЯ | 2015 |
|
RU2598764C1 |
| Инструмент для приварки проволочных выводов | 1977 |
|
SU725845A1 |
| Устройство для микросварки | 1984 |
|
SU1164024A2 |
| Инструмент для групповой приварки проволочных выводов | 1975 |
|
SU580069A1 |
I
Изобретение относится к технологии изготовления микросхем, в частности к (Микросварочному оборудованию для приварки проволочных вьтодов к контактным площадкам.
Известен инструмент для микросварки,-, содержащий наконечник с боковым отверстием для подачи привариваемой проволоки, на рабочем торце которого имеется продольная канавка, имеющая форму полуокружности, диаметр которой равен или превьпыает диаметр привариваемой проволоки. Этот инструмент -эффективно передает акустическую энергию в зону сварки 11 .
Недостаток устройства заключается в трудности захвата и совмещения прово локи с инструментом, что особенно усложняется в процессе автоматической сварки.
Наиболее близким к предлагаемому инстумент( для приварки/проволочного вьшрда с направляющим отверстием для привариваемой проволоки, расположенным
ПОД углом к продольной оси 1шструмента, и продольным пазом на рабочем торце, выполненным в поперечном с5чении по дуге окружности, центр которой размещен на продольной оси инструмента 2
Однако такой инструмент не может обеспечить требуемого качества сварного соединения из-за недостаточной эффективности передачи энергии в зону сварки при оптимальном объеме паза и концентрации напряжений в переходной зоне.
Цель изобретения - повьппение качест ва сварного соединения.
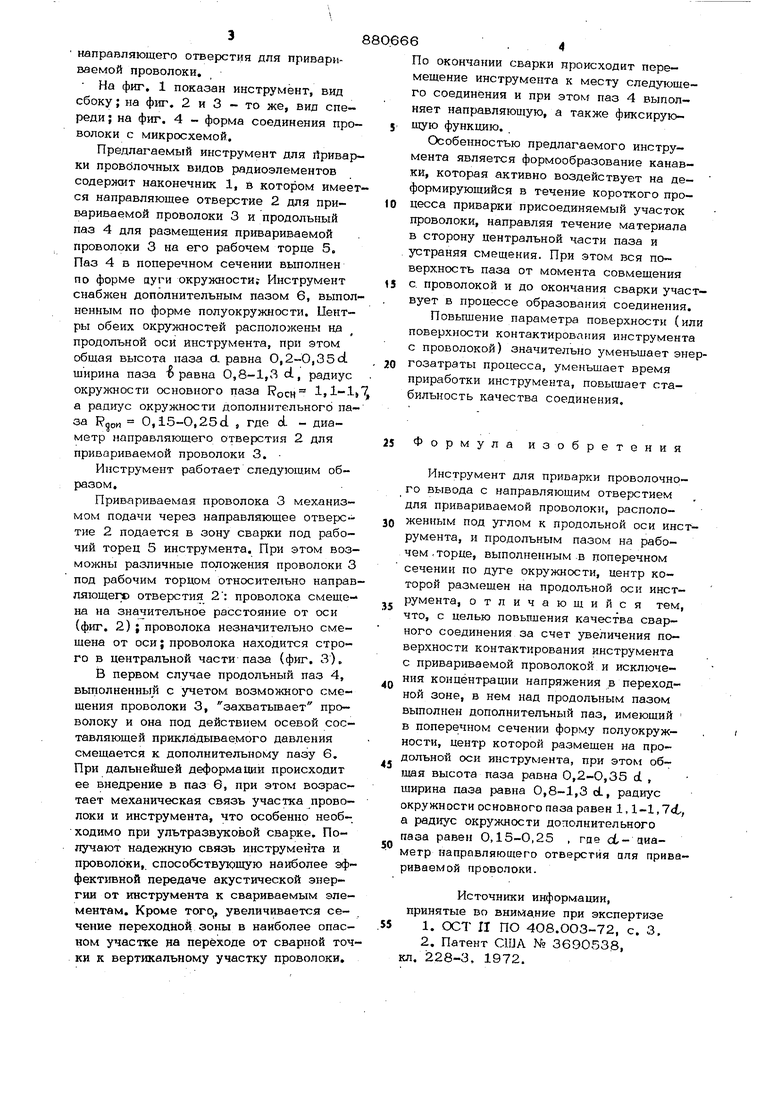
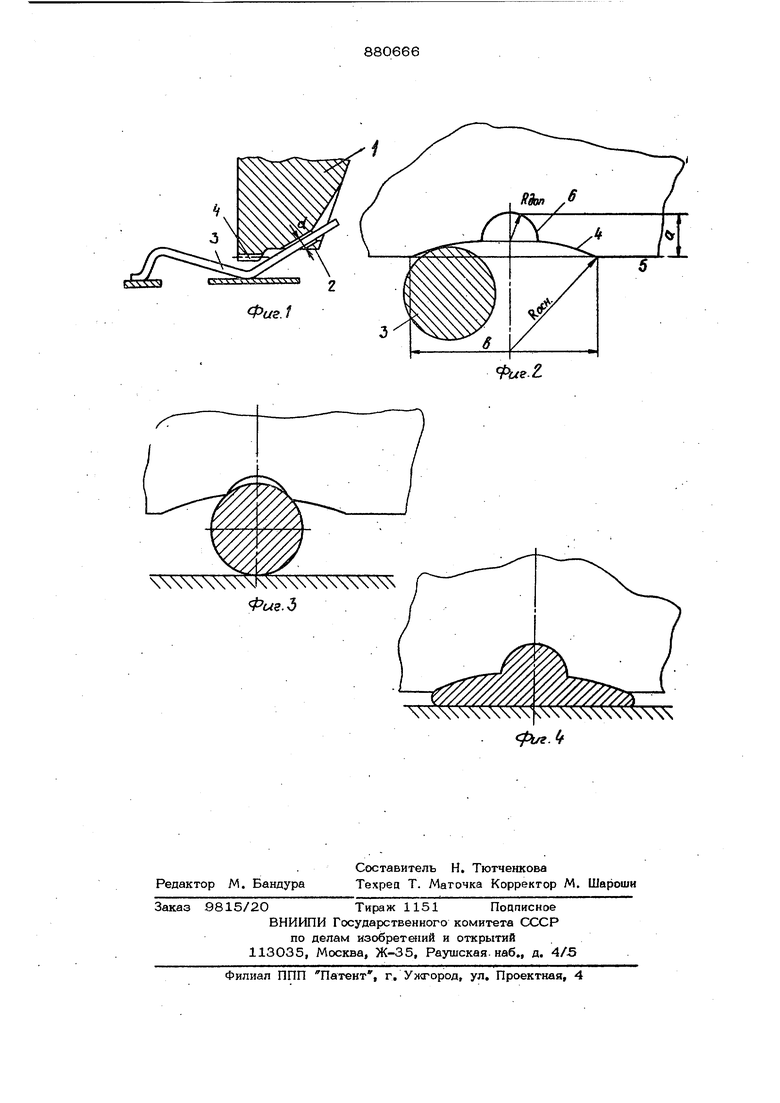
Указанная цель достигается тем, что в инструменте над продольным пазом выполнен дополнительный паз, имеющий в поперечном сечении форму полуокружности, центр которой размещен на продольной оси инструмента, при этом общая высота паза равна 0,2-0,35 d , щирина паза равна О,8-1,3 d , радиус окружности основного паза равен 1,1-1,7 dL , а радиус окружности дополнительного- паза равен 0,15-0,25 с1 , где dL - диаметр направляющего отверстия для привариваемой проволоки. На фиг, 1 показан инструмент, вид сбоку; на фиг. 2 и 3 - то же, вид спереди; на фиг. 4 - форма соединения про волоки с микросхемой. Предлагаемый инструмент для йривар ки провблочных видов радиоэлементов содерлшт наконечник 1, в котором имее ся направляющее отверстие 2 для привариваемой проволоки 3 и продольный паз 4 для размещения привариваемой проволоки 3 на его рабочем торце 5. Паз 4 в поперечном сечении выполнен по форме цуги окружности; Инструмент снабжен дополнительным пазом 6, выпол ненным по форме полуокружности. Центры обеих окружностей расположены на продольной оси инструмента, при этом общая высота паза d. равна 0,2-0,3 5 d. ширина паза 5 равна 0,8-1,3 d., радиус окружности основного паза RQCH 1,1-1 а радиус окружности дополнительного па за 0,15-О,25с1. 9 где dL - диаметр направляющего отверстия 2 для привариваемой проволоки 3. Инструмент работает следующим образом. Привариваемая проволока 3 механизмом подачи через направляющее отверс-тие 2 подается в зону сварки под рабочий торец 5 инструмента. При этом возможны различные положения проволоки 3 под рабочим торцом относительно направ ляющего отверстия 2: проволока смещена на значительное расстояние от оси (фиг. 2) ; проволока незначительно смещена от оси; проволока находится строго в центральной части паза (фиг. 3). JB первом случае продольный паз 4, выполненный с учетом возможного смещения проволоки 3, захватывает проволоку и она под действием осевой составляющей прикладываемого давления смещается к дополнительному пазу 6, При дальнейшей деформации происходит ее внедрение в паз 6, при этом возрастает механическая связь участка проволоки и инструмента, что особенно необходимо при ультразвуковой сварке. Получают надежную связь инструмента и проволоки, способствующую наиболее эффект1тной передаче акустической энергии от инструмента к свариваемым элементам. Кроме того увеличивается сечение переходной зоны в наиболее опасном участке на переходе от сварной точ ки к вертикальному участку проволоки. 6 По окончании сварки происходит перемещение инструмента к месту следующего соединения и при этом паз 4 выполняет направляющую, а также фиксирующую функцию. . Особенностью предлагаемого инструмента являетх;я формообразование канавки, которая активно воздействует на деформирующийся в течение короткого процесса приварки присоединяемый участок проволоки, направляя течение материала в сторону центральной части паза и устраняя смещения. При этом вся поверхность паза от момента совмещения с. проволокой и до окончания сварки участвует в процессе образования соединения. Повьпцение параметра поверхности (или поверхности контактирования инструмента с проволокой) значительно уменьщает энергозатраты процесса, уменьшает время приработки инструмента, повышает стабильность качества соединения. Форму ла изобретения Инструмент для приварки проволочного вывода с направляющим отверстием для привариваемой проволоки, расположенным под углом к продольной оси инструмента, и продольным пазом на рабочем, торце, выполненным ,в поперечном сечении по дуге окружности, центр которой размещен на продольной оси инструмента, отличающийся тем, что, с целью повьпления качества сварного соединения за счет увеличения поверхности контактирования инструмента с привариваемой проволокой и исключения концентрации напряжения в переходной зоне, в нем над продольным пазом выполнен дополнительный паз, имеющий в поперечном сечении форму полуокружности, центр которой размещен на проольной оси инструмента, при этом общая высота паза равна 0,2-0,35 d , ирина паза равна 0,8-1,3 d, радиус кружности основного паза равен 1,1-1,., радиус окружности дополнительного аза равен 0,15-0,25 , где ct- аиаетр направляющего отверстия пая приваиваемой проволоки. Источники информации, принятые во внимание при экспертизе 1.ОСТ П ПО 408.003-72, с. 3, 2.Патент США № 3690538, л. 1228-3, 1972. Физ.
