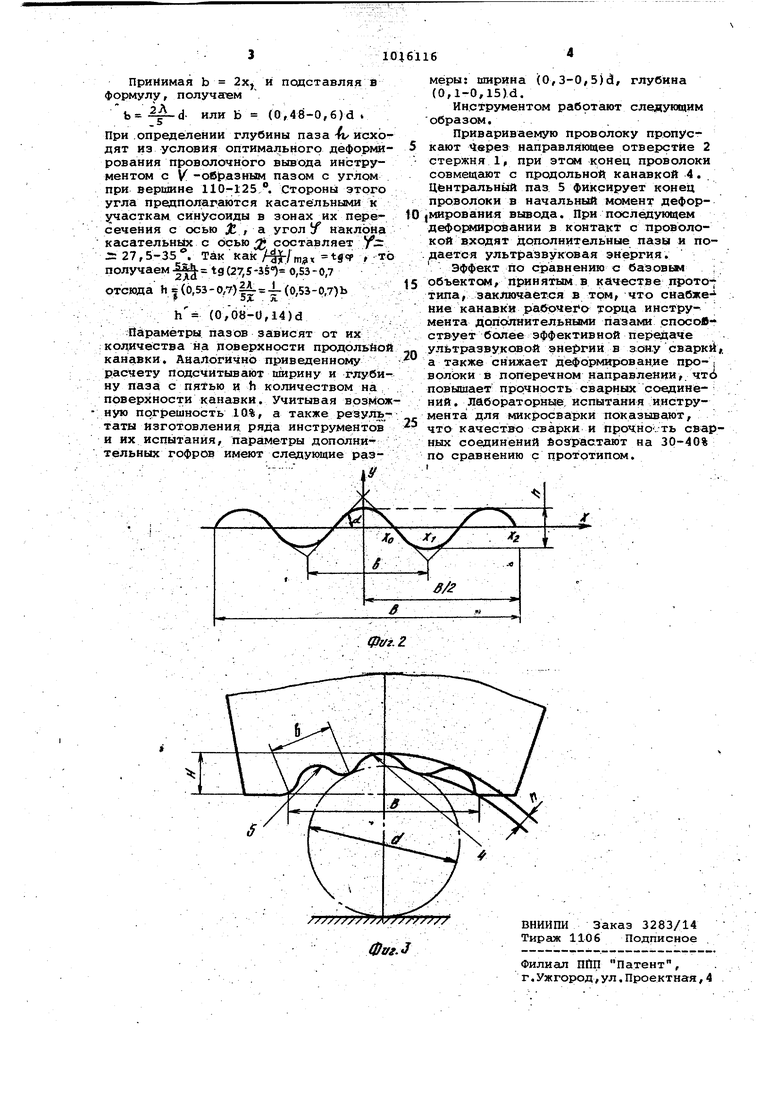
Изобретение относится к сварке, а точнее к инструментам для осуществ ления неэлшктрических способов сварки, преимущественно при проволочном монтаже, с использованием статического давления и ультразвуковой энерГИИ .; Известен инструмент для ультразву ковой сварки, содержащий стержень с направляющим отверстием длй проволоки и продольной канавкой на рабочем торце, вдоль оси которой выполнен ряд лунок цилиндрической или сферической формы Clj Недостатком этого инструмента является возможность забивания лунок материалом привариваемой проволоки, .что приводит к чрезмерной адгезии проволоки с инструментом и разрушение-сварных соединений, . Известен инструмент для приварки проволочных выводов, содержащий стер жень с направляющим отверстием и продольной канавкой сегментного про филя с центральным сегментным пазом на его рабочем торце 27 . Недостатком известного решения является низкое сопротивление дефор мированию в процессе сварки, приводящее к чрезмерной деформации привариваемой проволоки и снижению про ности сварного соединения. Цель изобретения - повышение качества и надежности сварных соединений за счет повышения эффективности передачи ультразвуковой энергии и снижения деформирования проволочного вывода в поперечном направлении. Цель достигается тем, что в инструменте для приварки проволочных выводов, содержащем стержень снаправляющим отверстием и продольной канавкой сегментного профиля с цент ральным сегментным пазом на его рабо;чем торце, на поверхности канавки по ее периметру симметрично относительно центрального паза выполнены дополнительные сегментные пазы,плав но сопряженные один с другим. Каждый паз выполнен шириной 0,3,0,5 и высотой 0,1-0,5 диаметра про ВОЛОЧНЫХ выводов .. , - , . . На фиг, 1 приведен инструмент для приварки проволочньк выводов; на фиг.2 - расчетная модель профиля рабочего торца инструмента; на фиг. рабочий торец инструмента в момент начала деформирования проволочного вывода . . Инструмент для приварки провопо :ных выводов содержит стержень 1 с .направляющим отверстием 2 для прива1)иваемой проволоки (не показана). На рабочем торце 3 стержня 1 выполнена продольная канавка 4 сегментно го профиля ргщиуса Re центром в плоскости симметрии стержня 1. Шири выполнена равной 1,2-1,5 d, а глубина - 0,2-0,5 d, где d - диаметр привариваемой проволоки. На поверхности канавки 4 выполнены сегментные пазы .5 и расположены вдоль образующей кацавки 4. Ширина каждоIo паза выбирается в пределах 0,30,5, а глубина - 0,1-0,15 диаметра привариваемой проволоки. Центральный паз расположен на дне канавки 4 в плоскости, проходящей через продольную ось стержня 1 и канавки 4. Дополнительные пазы размещены равномерно по периметру канавки симметрично центральному пазу. Площадь F поперечного сечения продольной канавки 4 определяется из неравенства: F ,5 , где F - площадь поперечного сечения продольной канавки, мм; Ff - плодадь поперечного сечения Г привариваемой проволоки, мм. В соответствии .с неравенством для обеспечения Нсщежного совмещения инструмента с проволокой, а также ограничения деформации проволоки, ширина В канавки 4 выполнена равной 1,,5 d, а глубина И выполнена равной 0,2-0,5 d, где d - диаметр привариваемЬй проволоки, мм. Парс1метры центрального и дополнительных сегментных пазов 5 выбрани с учетом оптимального заполнения их материалом проволоки при дефо1 шровании. Для математического обосно- ; вания параметров пазов 5 в качестве модели инструмента выбрана синусоидальная кривая (фиг. 2) , которая наиболее близко апроксймирует к; про- , филю рабочего торца предлагаемого инструмента. Как показывают расчеты, такое предположение приводит к незначительным ошибкам -(порядка 10%) к не сказывается на практических результатах . Из уравнения синусоидальной кри- i вой (фиг.2) определена глубина h сегментных пазов 5. , где Y половина глубины паза, мм; h - глубина .паза, мм - Л 1,2-1,5 - коэффициент; - диаметр привариваемой Проволоки, мм; X.- половина ширины паза, мм. Ширина паза 5 Ь в случае выполнения S канавке 4 одного центрального и двух дополнительных определена из соотношения 5S где Х 1,2-1,5 - коэффициент; d- диаметр лривариваемой провс ЛОКИ, M4J . -х,- половина ширины паза, мм.
Принимая b 2х и подставляя в
j.
формулу, получа ем
2Л
d- или Ь (0,48-0,6)d .
При .определении глубины паза - исходят из условия onTHMajibHoro деформирования проволочного вывода инструментом с У -образным пазом с углом при вершине 110-125 . стороны этого угла предполах аются касательными к участкам синусоиды в зонах их пересечения с осью jb, а угол У наклона касательных с осью составляет Y- : 27,5-35 . так как вч- , то получаем-|а Чд(27,5-3|5 0,53-0,7
отсюда h (6,53-о,7)|А. -1.(о,53-0,7)Ь
р . Эд. . - - .
h (,14)d Параметры пазов зависят от их количества на поверхности продолбйой канавки. Аналогично пр;иведенному расчету подсчитывают пшрину и глубину паза с пятью и h количеством на поверхности канавки. Учитывая возможную погрешность 10%, а также результаты изготовления ряда инструментов и их испытания, параметры дополнительных гофров имеют следующие размеры: ширина (О,3-0,5)d, глубина (0,l-0,15)d.
Инструментом работают следующим образом.
Привариваемую проволоку пропускают Через направляющее отверстие 2 стержня 1, при этсм проволоки совмещёиот с продольной канавкой 4 . Центральный паз 5 фиксирует конец проволоки в начальный момент дефор0 Iмирования вывода. При последующем дефор шровании в контакт с проволокой входят дополнительные пазы и по.дается ультразвуковая энергия. Эффект по сравнению с базовым ; объект ом/ прин ятым в качеств е прото
5 типа, заключается в том, что снабжение канавки рабочего торца инструмента допсотнительньоди пазами спосов- ст&ует более эффективной пеЕ едаче ультразвуковой энергии в аону сварки,,
0 а также снижает деформирование про-i волоки в поперечном направлении, чтб повышает прочность сварных соедине- ; НИИ. лабораторные, испытания инструмента для микросварки показывают,
5 что качество сварки и прочно , ть сварных соединений йоз-растают на 30-40% по сравнению с прототипом.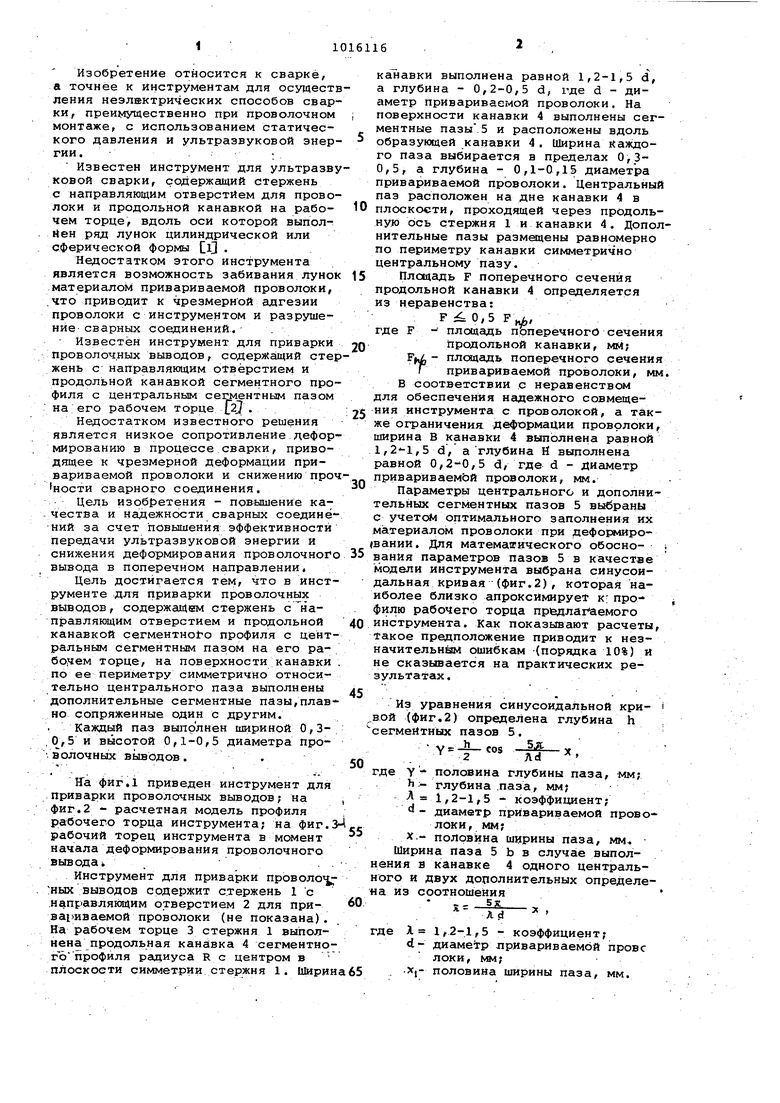
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для приварки проволочного вывода | 1979 |
|
SU880666A1 |
| Инструмент для приварки и отрезки проволочных выводов | 1978 |
|
SU673403A1 |
| ИНСТРУМЕНТ ДЛЯ УЛЬТРАЗВУКОВОЙ СВАРКИ | 1999 |
|
RU2179101C2 |
| Инструмент для приварки проволочных выводов | 1982 |
|
SU1055607A1 |
| Инструмент для приварки проволочных выводов | 1977 |
|
SU725845A1 |
| Инструмент для ультразвуковой сварки | 1982 |
|
SU1031695A1 |
| Устройство для ультразвуковой сварки | 1982 |
|
SU1094703A1 |
| Инструмент для микросварки проволочных выводов | 1980 |
|
SU948582A1 |
| Инструмент для ультразвуковой микросварки | 1985 |
|
SU1276464A1 |
| ИНСТРУМЕНТ ДЛЯ МИКРОСВАРКИ | 2001 |
|
RU2220830C2 |
1. ИНСТРУМЕНТ ДЛЯ ПРИВАРКИ ПРОВОЛОЧНЫХ ВЬЮОДОВ, содержащий стержень с направляющим отверстием и продольной канавкой сегментного профиля с центральньм сегментным пазом на его рабочем торце, отличающ и и с я тем, что, с целью повышения качества и надежности сварных соединений за счет повышения эффективности передачи .ультразвуковой энергии и снижения деформирования проволочного вывода в поперечнсал направлении, на поверхности канавки по ее периметру симметрично относи-. тельно центрального паза выполнены дополнительные сегментные пазы, плавно сопряженные один с другим. 2. Инструмент по п. 1, отличаю щ и и с я тем, что каждый паз выполнен с шириной 0,3-0,5 и высотой 0,1-0,15 диаметра проволочньк выводов. Ф сь. 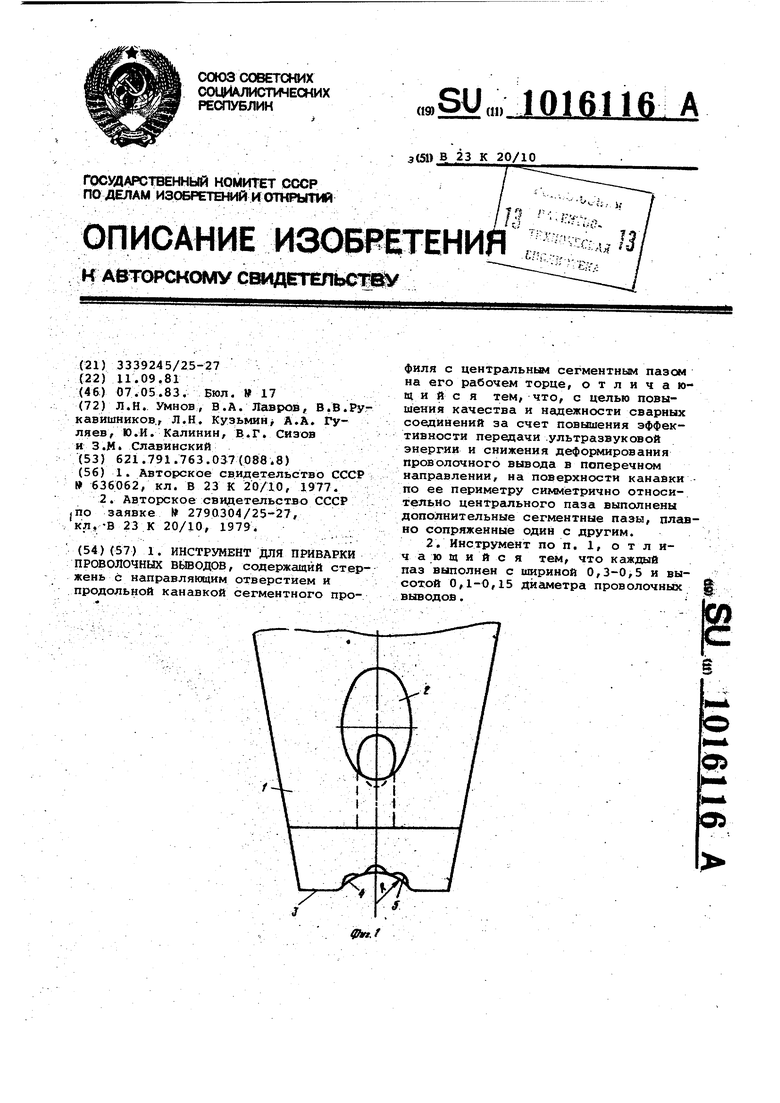
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Инструмент для ультразвуковой сварки | 1977 |
|
SU636062A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ПРОЛЕТНЫЙ ДИОД С ПЕРЕМЕННОЙ ИНЖЕКЦИЕЙ ДЛЯ ГЕНЕРАЦИИ И ДЕТЕКТИРОВАНИЯ ТЕРАГЕРЦОВОГО ИЗЛУЧЕНИЯ | 2022 |
|
RU2790304C1 |
