(5) УСТАНОВКА ДЛЯ СБОРКИ ПОД СВАРКУ РЕШЕТЧАТЫХ КОНСТРУКЦИЙ

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сборки под сварку решетчатых конструкций | 1980 |
|
SU903055A1 |
| Поточная линия изготовления плоских металлоконструкций | 1986 |
|
SU1581539A1 |
| Поточная линия для сборки и сварки плоскостных ферм | 1977 |
|
SU749606A1 |
| Установка для сборки под сварку решетчатых конструкций | 1989 |
|
SU1632721A1 |
| Поточная линия для изготовления сварных конструкций | 1978 |
|
SU770715A1 |
| Установка для сборки и сварки решетчатых конструкций | 1974 |
|
SU521104A1 |
| Установка для сборки под сварку решетчатых конструкций | 1988 |
|
SU1569154A1 |
| Поточная линия для изготовления изделий | 1979 |
|
SU837691A1 |
| Автоматизированная линия для сборки и сварки коробчатых изделий | 1987 |
|
SU1581543A1 |
| Стенд для сборки под сварку металлоконструкций | 1986 |
|
SU1333518A1 |

Изобретение относится к сварке, а именно к конструкции установки для сборки под сварку решетчатых конструкций. Известна установка для сборки и сварки решетчатых конструкций, которая содержит установленные на фун даменте сборочный ,стенд, стеллажи для продольных и поперечных элементов изделия, перемещаемую по рельсам транспортную тележку, подъемное устройство и портальные краны. Платформа транспортной тележки снаб жена ложементами для поперечных эле ментов и имеет выборку, размер которой в плане превышает размер плиты стеллажа. Стеллаж для поперечных элементов выполнен в виде плиты с опорами, смонтированной на штоке подъемного устройства fl. Однако конструкция установки не позволяет подавать поперечные элеме ты на сборочный стенд с различным шагом без переналадки транспортной тележки и захватов укладчика, что резко снижает технологические возможности установки. Известна также установка для сборки под сварку решетчатых конструкций} в состав которых входат продольные и поперечные элементы, содержащая смонтированкые на фундаменте стеллажи для продольных и поперечных элементов, снабженные укладчиками с захватами, и сборочный стенд, осн-ащенный подъемными относительно основания направляющими- с перемещаемыми по ним от привода ложементами для поперечных элементов t. Недостатком указанной установки является то, что она малопроизводительна, так как велико время на изменение шага между лс ; ементани при изменении типоразмеров собираемых под сварку конструкций . Целью изобретения является создание такой конструкции установки, которая была бы более производитель-.
на благо/ аря сокращению времени на изменение шага между ложементами при изменении типоразмеров собираемых под сварку конструкций.
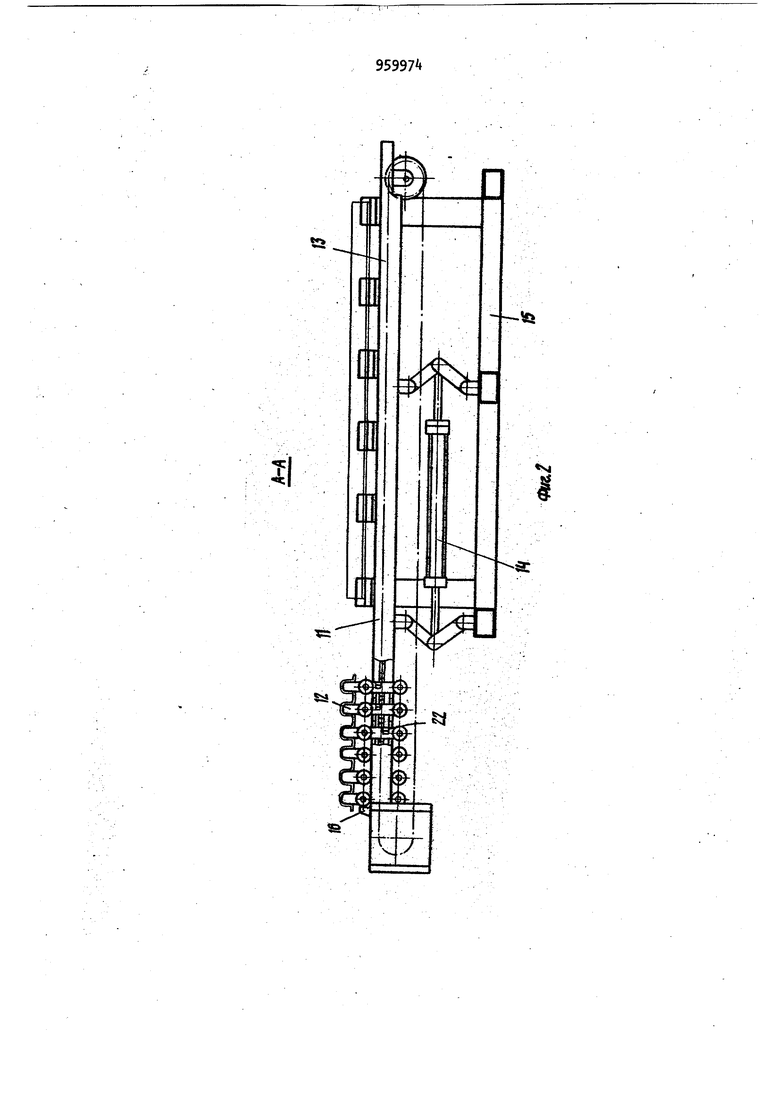
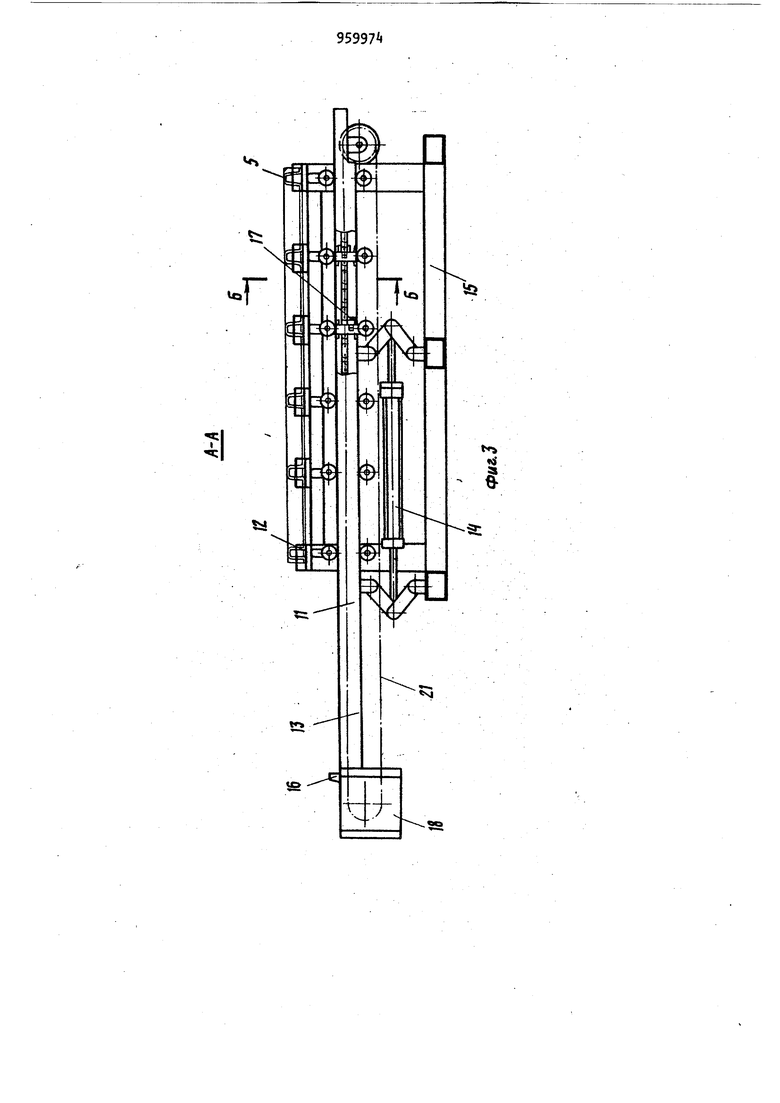
Поставленная цель достигается тем, что в установке для сборки под сварку решетчатых конструкций, в состав которых входят продольные и поперечные элементы, содержащей смон тированные на фундаменте стеллажи для продольных и поперечных элементов, снабженные укладчиками с захватами, и сборочный стенд, оснащенный подъемными относительно основания направляющими с перемещаемыми по ним от привода ложементами для поперечных элементов, привод перемещения ложементов выполнен в виде приводной замкнутой цепи, а каждый ложемент оснащен звездочкой, взаимо деиствующеи с ветвью замкнутой цепи, тормозом вращения звездочки и упорами, при этом каждая направляющая оснащена переставными упорами по числу ложементов, взаимодейству.ющими с упорами ложементов. Такое конструктивное выполнение установки для сборки под сварку реш чатых конструкций позволяет подавать на сборочный стенд поперечные элементы с различным шагом и с боль шой тoчнocтьЮj увеличить надежность работы установки, упростить переналадку оборудования при переходе н изготовление нового изделия. На фиг. 1 изображена установка, вид сверху,- на фиг. 2 - сечение А-А на фиг. 1, соответствует положению загрузки поперечных элементов на ло жементы, на фиг. 3 сечение А-А на фиг. 1, соответствует положению установки поперечных элементов на сборочном стенде; на фиг. сечение Б-Б на фиг. 3Установка для сборки под сварку решетчатых конструкций содержит смо тированные на фундаменте стеллаж 1, на который укладывают продольные элементы 2 изделия 3 стеллаж k, на который укладывают поперечные элементы 5 изделия 3 укладчики 6 и 7 л с захватами 8 и 9 и сборочный стенд 10. Сборочный стенд 10 оснащен подъем ными направляющими 1Ги перемещаемыми по ним от привода шожементами 12 для поперечных элементов 5. Подъемные направляющие .11 выполнены в виде сварной мет алло кон струк
ции 13, совершаю1цей возвратно-поступательные вертикальные перемещения с помощью подъемного механизма lA, установленного на основании 15 стенда 10, и снабжены ограничителями 16, переставными упорами 17 и приводом 18 возвратно-поступательного перемещения ложементов 12,
Привод 18 снабжен (не показан),, приводной звездочкой 19, натяжной звездочкой 20 и приводной цепью 21,
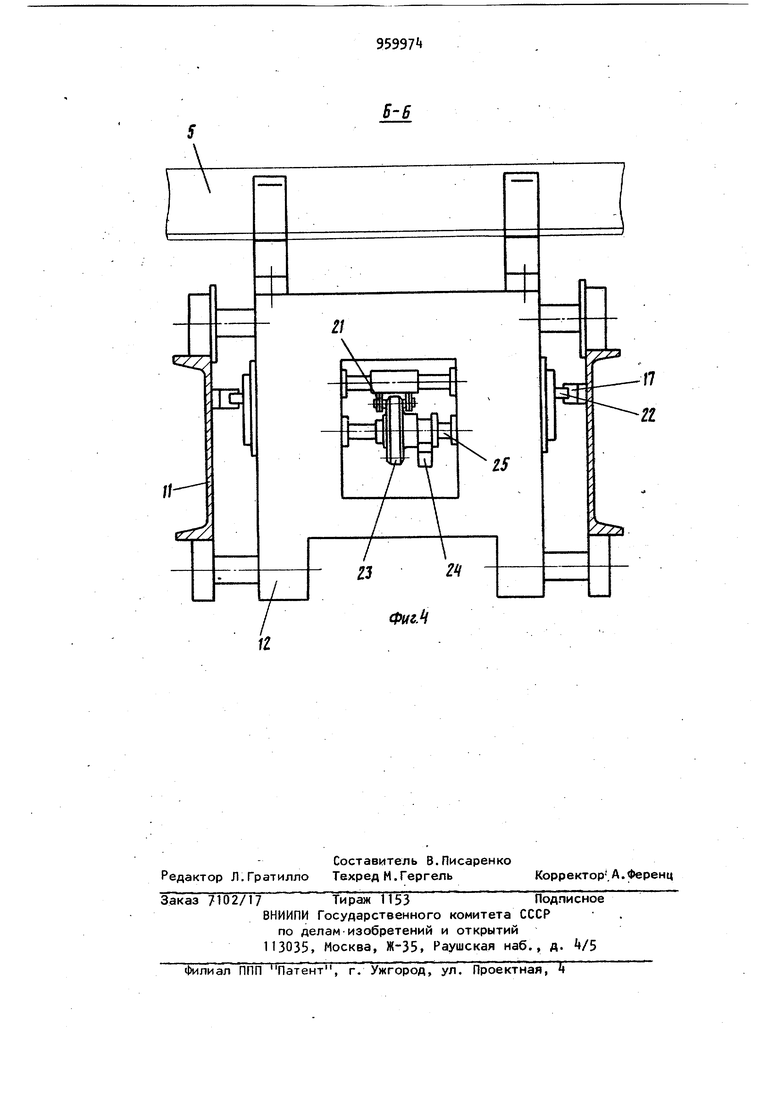
Каждый ложемент 12 снабжен упорами 22, звездочкой 23 и тормозом 2 вращения звездочки 23, установленной с возможностью поворота на оси 25.
Установка работает следующим образом.
Во время сварки очередного изделия 3 укладчиком 7 элементы 5 подаются из стеллажа на ложементы 12, находящиеся на позиции загрузки. После удаления готового изделия 3 укладчиком 6 очередные элементы 2 подаются из стеллажа 1 на стенд 10, одновременно включается привод 18, и ложементы 12 с поперечными элементами 5 под действием приводной цепи 21, взаимодействующей со звездочкой 23, перемещаются в зону стенда 10. При перемещении сначала последний ложемент 12 доходит до своих упоров 17 и останавливается, при этом приводная цепь 21 начинает прокручивать приторможенную звездочку 23, затем останавливается следующий ложемент 12и так до тех пор, пока первый ложемент 12 не замкнет датчик (не показан), дающий команду на опускание направляющих, включение тормоза и отключение привода 18. Направляющие 11 опускаются до тех пор, пока ложементы 12 не окажутся ниже основания поперечных элементов 5 уложенных на стенде 10. В своем крайнем положении металлоконструкция 13замыкает датчик (не показан), по команде которого привод 18 возвращает ложементы 12 на позицию загрузки, при этом сначала останавливается первый слева ложемент, дойдя до ограничителя 16, затем в первый ло- жемент 12 упирается второй ложемент 12 и так до тех пор, пока последний ложемент 12 не замкнет датчик (не показан). По команде датчика выключается привод 18, включается тормоз и поднимаются направляющие 11. 5 в крайнем верхнем положении металлоконструкция 13 замыкает датчик (не показан), дающий разрешение на очередную загрузку ложементов 12 по перечными элементами 5. Для изменения шага между попереч ными элементами 5 изделия 3 достаточно вручную или автоматически изменить расположение переставных упо ров il7 на направляющих 11. По сравнению с известными предлагаемая установка для сборки под сварку решетчатых конструкций имеет более широкие технологические возможности, что достигается снабжением каждого ложемента сборочного стенда устройством, выполненным в виде одной приторможенной звездоч ки, взаимодействующей с приводной Цепью, и упорами, взаимодействующими с соответствующими переставныкм упорами подъемных направляющих. Кроме того, применение ложементов, взаимодействующих с приводной цепью с помощью приторможенных звез дочек, позволяет увеличить надежность работы установки и повысить качество выпускаемых изделий. Предлагаемая установка будет использована в технологическом оборудовании линии для изготовления бс тов автомобильн|)|х прицепов с годовой производительность 160000 бортов в год. Внедрение предлагаемой установки даст ориентировочный экономический эффект 15 тыс. руб. в год. Формула изобретения Установка для сборки под сварку решетчатых конструкций, в состав которых входят продольные и поперечные элементы, содер)кащая смонтированные не (|)ундаменте стеллажи для продольных и поперечных элементов, снабженные укладчиками с захватами, и сборочный стенд, оснащен«4Й подъемными относительно основания направляющими с перемещае,мыми по ним от привода ложементами t для поперечных элементов, отличающаяся тем, что, с целью повышения производительности путем сокращения времени на изменение шага, между ложементами при изменении типоразмеров собираемых под свар1 У конструкций, привод перемещения ложе-. ментов выполнен в виде приводной замкнутой цепи, а каждой ложемент ос- нащен звездочкой, взаимодействующей, с ветвью замкнутой цепи,тормозом вра-. звездочки и упорами. При этом ; каждая направляющая оснащена переставными упорами по числу ложементов, взаимодействующими с упорами ложе- ; ментов. Источники индюрмации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР fP 52110, кп. В 23К37/04, 25.12.7. 2.Авторское свидетельство СССР по заявке № 295 038/25-27, кл. В 23 К 37/01, 09.07,.80.
7
U
1
