1
Изобретение относится к сварке, а именно к установкам для сборки под сварку решетчатых конструкций.
Известен стенд для сборки каркаса основания автобуса, содержащий установленные на сварной станине опорные гнезда, регулируемые опоры, вертикальные упоры и рычажные откидывающиеся прижимы Ul.
При этом сначала устанавливают на опоры и жестко фиксируют прижимами среднюю часть каркаса. Затем, устанавливают по гнездам и закрепляют прижимами наружные поперечины.
Однако известная конструкция не позволяет одновременно устанавливать поперечины, что увеличивает время сборки каркаса.
Известна установка для сборки под .сварку решетчатых конструкций, в Состав которых входят продольный и поперечные элементы, содержащая смонтированные на фундаменте сборочный стенд, кассеты для продольных ,
и поперечных элементов и укладчики продольных и поперечных элементой с захватами (2.
Такая установка малопроизводительная, так как велико межоперационное время.
Целью изобретения является создание такой конструкции установки, ко- . тс|рая будет более производительна бла10годаря сокращению межоперационного времени.
Цель достигается тем, что в установке для сборки под сварку решетчатых .конструкций в состав которых
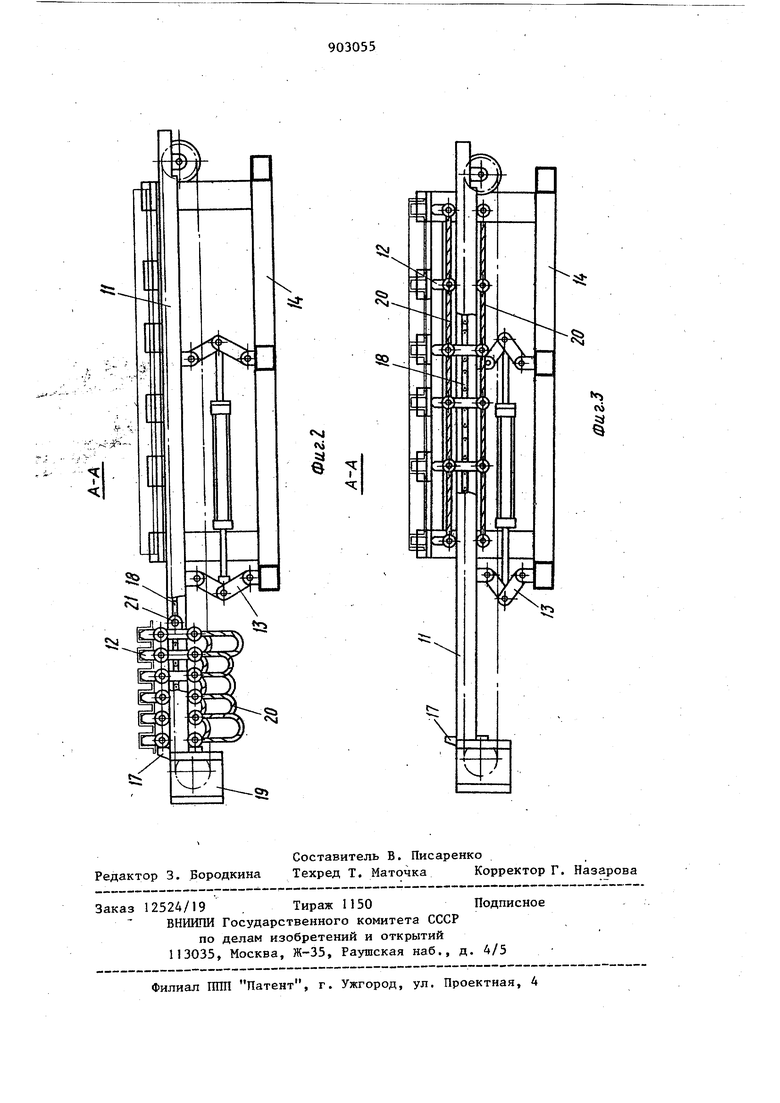
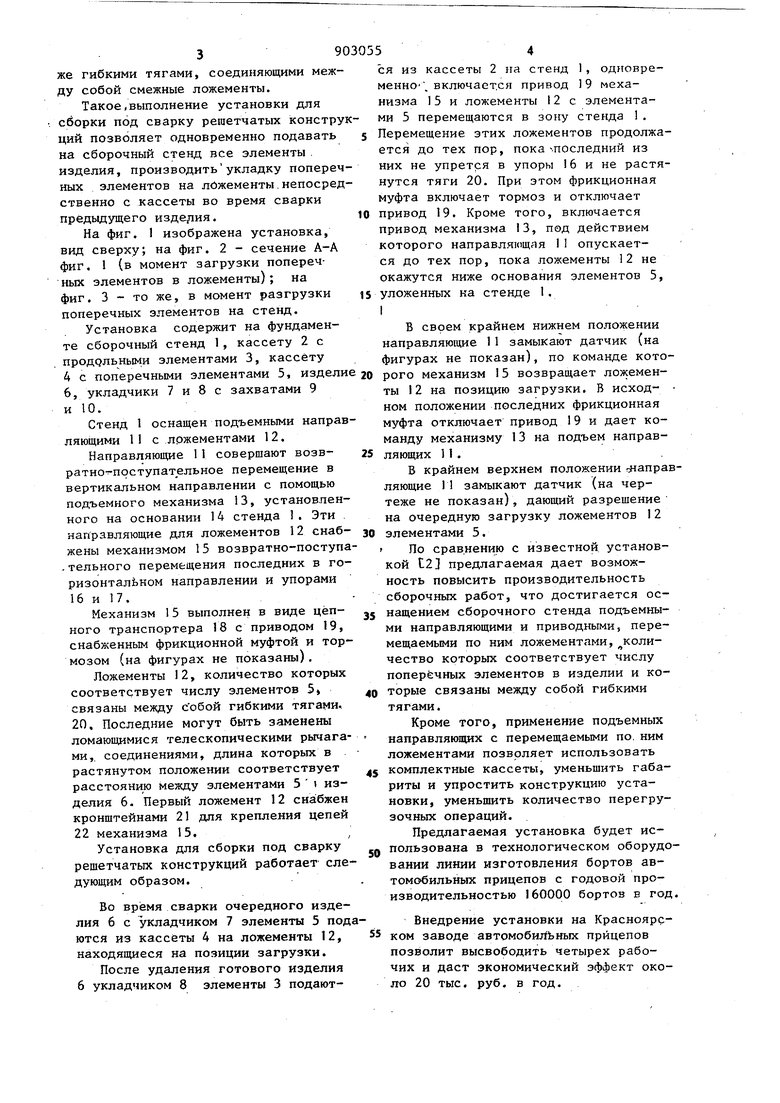
ts входят продолыше и поперечные элементы, содержащей смонтированные на фундаменте сборочный стенд, кассеты , дпя продольных и поперечных элементов и укладчики продольных и Тюперечт20ных элемен- ов с эахватаьт, сборочный стенд оснащен подъемными направляющи ми и приводньни, пepeмeщaeмы m по ним ложементами для элементов, а так 39 же гибкими тягами, соединяющими между собой смежные ложементы. Такое,выполнение установки для . сборки под сварку решетчатых констру ций позволяет одновременно подавать на сборочный стенд все элементы . изделия, производитьукладку попереч ных элементов на лОжементы.непосред ственно с кассеты во время сварки предыдущего издедия. На фиг. 1 изображена установка, вид сверху; на фиг. 2 - сечение А-А фиг. 1 (в момент загрузки поперечных элементов в ложементы); на фиг. 3 - то же, в момент разгрузки поперечных элементов на стенд. Установка содержит на фундаменте сборочный стенд 1, кассету 2 с продольными элементами 3, кассету 4 с поперечными элементами 5, издели 6, укладчики 7 и 8 с захватами 9 и 10. Стенд 1 оснащен подъемными направ ляющими 11 с ложементами 12. Направляющие 11 совершают возвратно-поступат ельное перемещение в вертикальном направлении с помощью подъемного механизма 13, установлен ного на основании 14 стенда 1. Эти направляющие для ложементов 12 снаб жены механизмом 15 возвратно-поступ .тельного перемещения последних в горизонтальном направлении и упорами 16 и 17. Механизм 15 выполнен в виде цепного транспортера 18 с приводом 19, снабженным фрикционной муфтой и тор мозом (на фигурах не показаны). Ложементы 12, количество которых соответствует числу элементов 5 связаны между собой гибкими тягами, 20. Последние могут быть заменены ломающимися телескопическими рычага ми,, соединениями, длина которых в растянутом положении соответствует расстоянию между элементами 5 i изделия 6. Первый ложемент 12 снабжен кронштейнами 21 для крепления цепей 22 механизма 15, Установка для сборки под сварку решетчатых конструкций работает сле дующим образом. Во время сварки очередного изделия 6 с укладчиком 7 элементы 5 под ются из кассеты 4 на ложементы 12, находящиеся на позиции загрузки. После удаления готового изделия 6 укладчиком 8 элементы 3 подают5ся из кассеты 2 ira стенд 1 , одрювременно; включается привод 19 механизма 15 и ложементы 12 с элементами 5 перемещаются в зону стенда 1. Перемещение этих ложементов продолжается до тех пор, пока-.последний из них не упрется в упоры 16 и не растянутся тяги 20. При этом фрикционная муфта включает тормоз и отключает привод 19. Кроме того, включается привод механизма 13, под действием которого направляющая 1I опускается до тех пор, пока ложементы 12 не окажутся ниже основания элементов 5, уложенных на стенде I. В своем крайнем нижнем положении направляющие 11 замыкают датчик (на фигурах не показан), по команде которого механизм 15 возвращает ложементы 12 на позицию загрузки. В исход- ном положении последних фрикционная муфта отключает привод 19 и дает команду механизму 13 на подъем направляющих 11. В крайнем верхнем положении r tanpaaляющие II замыкают датчик (на чертеже не показан), дающий разрешение на очередную загрузку ложементов 12 элементами 5. , io сравнению с известной установкой t2 предлагаемая дает возможность повысить производительность сборочных работ, что достигается оснащением сборочного стенда подъемными направляющими и приводными, перемещаемыми по ним ложементами,количество которых соответствует числу поперечных элементов в изделии и которые связаны между собой гибкими тягами. Кроме того, применение подъемных направляющих с перемещаемыми по. ним ложементами позволяет использовать комплектные кассеты, уменьшить габариты и упростить конструкцию установки, уменьшить количество перегрузочных операций. Предлагаемая установка будет использована в технологическом оборудовании линии изготовления бортов автомобильных прицепов с годовой производительностью 160000 бортов в год, Внедрение установки на Красноярском заводе автомобид Ьных прицепов позволит высвободить четырех рабочих и даст экономический эффект около 20 тыс, руб, в год. Формучпа изобретения Установка для сборки под сварку решетчатых конструкций, в состав кот рых входят продольные и поперечные элементы, содержащая смонтированные на фундаменте сборочный стенд, кассеты для продольных и поперечных элементов и укладчики продольных и поперечных элементов с захватами, отличающаяся тем, что, с Целью повьшения производительности путем сокращения мехоперационног времени, сборочный стенд оснащен по емными направляющими и приводными, перемещаемыми по ним ложементами для элементов, а также гибкими тягами, соединяющими между собой смежные ложементы. Источники информации, принятые во внимание при экспертизе 1.Гитлевич А. Д. и Этингоф Л.А. Механизация и автоматизация сварочного производства. М., Машиностроение, 1972, с. 139-140. 2.Авторское свидетельство СССР № 521104, кл. В 23 К 37/04, 25.12.74 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сборки под сварку решетчатых конструкций | 1981 |
|
SU959974A1 |
| Поточная линия для изготовления сварных конструкций | 1978 |
|
SU770715A1 |
| Поточная механизированная линия для сборки и сварки балок их двух продольных элементов с деталями насыщения | 1980 |
|
SU897452A1 |
| Установка для сборки под сварку решетчатых конструкций | 1988 |
|
SU1569154A1 |
| Поточная линия для сборки и сварки плоскостных ферм | 1977 |
|
SU749606A1 |
| Установка для сборки и сварки решетчатых конструкций | 1974 |
|
SU521104A1 |
| Устройство для сборки и сварки изделий | 1987 |
|
SU1563940A1 |
| Поточная линия для изготовления сварных балок | 1978 |
|
SU749607A1 |
| УНИВЕРСАЛЬНЫЙ СТЕНД ДЛЯ СБОРКИ ПОД СВАРКУ ПЛОСКИХ РЕШЕТЧАТЫХ МЕТАЛЛОКОНСТРУКЦИЙ | 2004 |
|
RU2279958C2 |
| Поточная линия для изготовления изделий | 1979 |
|
SU837691A1 |