(54) УСТАНОВКА ДЛЯ СБОРКИ И РЕШЕТЧАТЬЖ
КОНСТРУКЦИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сборки под сварку решетчатых конструкций | 1981 |
|
SU959974A1 |
| Поточная линия для сборки и сварки рамных металлоконструкций | 1975 |
|
SU919842A1 |
| Поточная линия изготовления плоских металлоконструкций | 1986 |
|
SU1581539A1 |
| Поточная линия для изготовления металлоконструкций | 1980 |
|
SU961911A1 |
| Устройство для сборки и контактной точечной сварки кузовов легковых автомобилей | 1987 |
|
SU1433723A1 |
| Поточная линия для сборки и сварки блоков цилиндров дизельных двигателей | 1978 |
|
SU753573A1 |
| Линия для разборки и сборки | 1981 |
|
SU998079A1 |
| Поточная линия для изготовления сварных изделий | 1979 |
|
SU872146A1 |
| Поточная линия для сборки и сварки плоскостных ферм | 1977 |
|
SU749606A1 |
| Поточная линия для изготовления изделий | 1979 |
|
SU837691A1 |
Изобретение относится к области сварк и.
Известна установка дпя сборки и сварки решетчатых конструкций; содержатая установленные Щ фундаменте .сборочный стенд стеллажи для продольных и поперечных, элб: ментов изделия, перемешавt yro по ;| льсам транспортную тележку на платформе которой установлены ложементы, и портальный кран.,
Цель изобретения ПОВЬЕСИТЬ пронзводительность установки.
Указанная ноль дсстигается что установка . оснашена ncffbefvffibjM устрсйство л зякрепленным на фундаменте, а сталлаж для поперечных элементов выпгжнак а виде плиты, смонтированной на штоке пошуамЕО- го устройства Е снэбжь-.шюй опорами ШнрКна ПЛИТЫ мекыге йлнны лояерефгых элементов, В ппатфорые транспортной БЬ5полнена вьгборкаг р&зывр которой в гюагге превьпыает размер шшты щш по™ перечньюс элаг гентов.
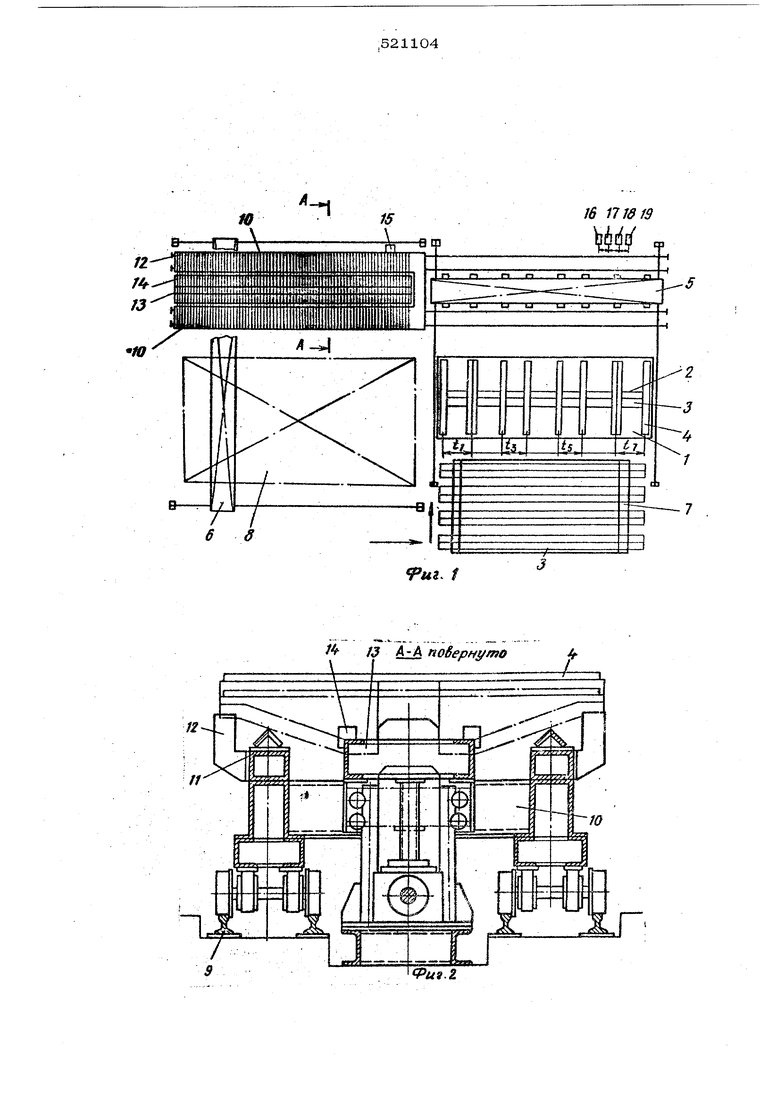
На 4sir, 1 язобра.ж:ен участок для сборка я свефкн решэ чатых нхдаструккяй в планер I
на фиг. 2 разрез на фп,. 1; яа
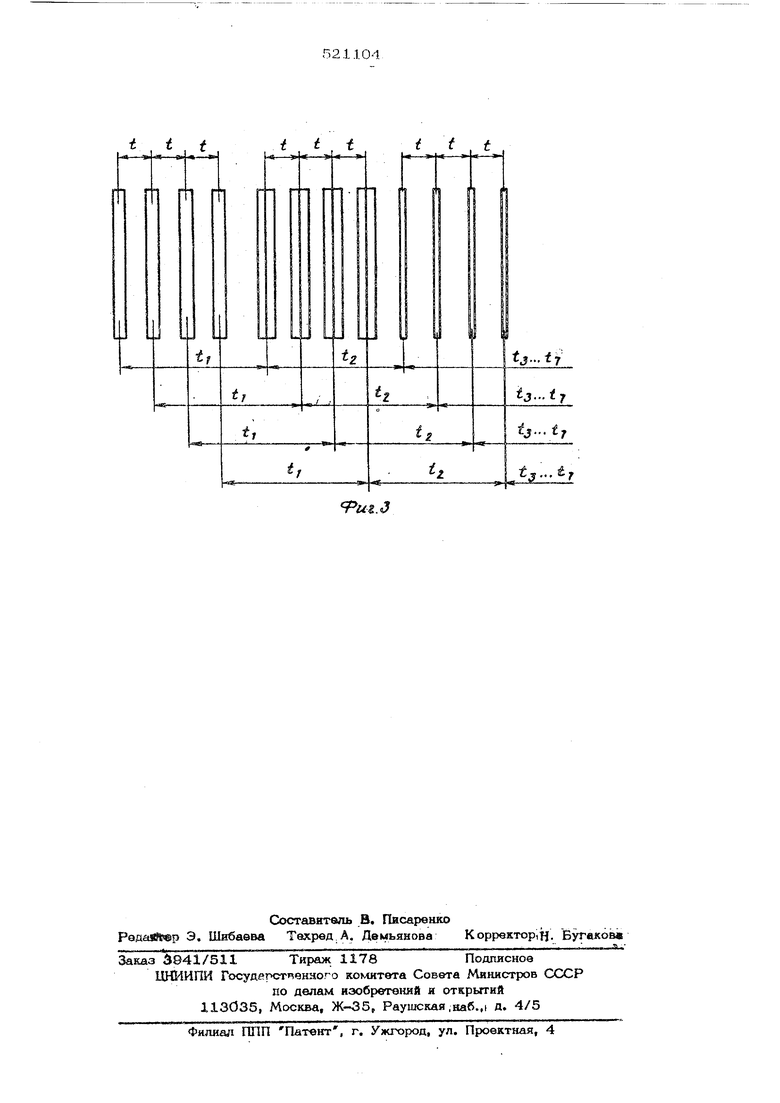
фиг. 3 - cxeivia paaMenieEiis гюзе; ачл1.;х эле-
ментов на плите стеялажа
ХртановленЕое нас борс-1лсг.-:ствнде i . 2 предстааляет собой p&f.fj желвзн,;- I дорожного ползвагона, ао-с ол-свтую кз од}гого продольного 3 и врсь.ш ясперашьп-: элемен||гов, 4 {изображены ташш1-.ш лишзятчн), рясполо жеш-пйх йа расстояниях t j Др - t
эднн от другого,
УстеновЕй оснашвна портаггьньшш пр:;
намк Б н в п Ежяючает ;;:.:.,ош;-2--зль. i дд«
продоньккх sflej-iefn-oB 3 s в ;;ля
верачньес гяемейтов 4. j На рельсовом путн; В., рлслсгложенном; I васлъ участЕЭ:: устайовйбао лс аХШйе poacTiicSj, вгетодненкое в (ХймокодноСгаягжяк 10 (пргшой аа «sapi-esa Tie )о Яа опорныз: ЕЛО.СЕО:;;Т:.Й;. 11 . ;ЕЬ €1чзщей а плаяз 11«-обрА Знз.Ю , -с.-ге. ЕОВЛеДЫ ЛОЖег ЮЕТЫ 1. .:Угй ЛОЛЗрС: :,;;..:..
8 1 в 1-;енГОБ 4„
13 Е.,шагу is- iaaae nc,i--...ного устройстЕй.. Еа mfaixj гсуторстг. л-;ноолеаы опорн 14 Ложементы тележки и опоры стеллажа сгруппированы в восемь комплектов (по числу поперечин Б раме) с шагом t внутри комплекта и на paccTOSHHSJX t 2. менаду одноименными порядковыми элемен-« тами комплектов (см, фиг, 3) Портальный кран 5 кроме захватов для .продольных элементов оснащен также аа-гр ;матичвсккма аахвата&/ш (на чертеже , j казаны) для допере1НЬЕС элементов распело .женкымк на расстояниях .....t, и служит Б качестве 1 рааспортного устройст ва для разгруз1ш тележкй« Тележгш сйаблшш у;яд|зом15, B3iaHMOfleuct вующим с путевыцй; выЕШЮчагепями ,0s уста1швленнь1мн вдоль реяьсового пути на участке разгрузки с шагом t« рэ.вным расстоянию между ло5К©м№та№1 внутри -к мя лекта Установка для сборгш и сваргси решётча™ тьк конструкций работает следующим обра-зом, Элементы 4 краном 6 последоЬаталЬно подаются со склада 8 на опорь 14 подъе мной Ш1лты стеллажа 13 находяшейся в верхнем яоложении. По заполнении всех ложементов тележка подается в полонсеняе загр;узки, опорные jnoBepxaiooTH 11 охватывают плиту стеллаиса 13 с двух сторон а оси соответствующих ложементов 12 и опор 14 совмещаются в пданео При опускавши плмты стеллажа 13 (сМо фиг 2, изображение штрихпунктиром) элементы 4 остаются в ложёмей ах тележки, которйя откатьтается в нозишю разгрузки ка длину хода, определяемую положением вьллючателя 16. Одновременно кран 5, предварительно ;/ложив продольный 3 спакпглутепяТнасварочньА стенд if подается на позицию., совпадающую с осью рельсового иуги О тшгежки, Автома- THHecsuie захвать ; крана 5 одновременно они с тележки первые заготовки каждого из восьми комплектов и переносят на сбоочный стенд 1, где их сваривают с продольным элементом После сварки рамы н удаления ее со стенда очередной продольный элемент 3 краном 5 укладьтается на стенд и туда же переносятся все вторые заготовки каждого комплекта с .тележки, сместившейся на шаг , определяемый рас- сгоянием между выключателями 16 и 17.. ; После выгрузки из тележки последней ; партии заготовок она перемешается на позицию загрузкИ( где на плите стеллажа 13, гнаходяшейся в верхнем положении, уже подготовлены скомплектовалные заготовки, Перемещение тележки, ее загрузка и воз.врат на позицию разгрузки, определяемую I положением путевого выключателя 16i происходит за время сварки очеГрёдной; рамы Цикл повторяется. Формула изобретения Установка для сборки и сварки решет- чатых конструкций, содержа дая установленные на фундаменте сборо1ный стенд, стеллажи для продольных и поперечных элементов изделия, перемещаемую по рель.сам тран™ спортную тележку, на платформе которой установлены ложементы и портальный кран, отличающаяся тем, что, с пелью Повь)д8ния производительности, участок ос- найен пoдъe лным устройством, закрепленным на фундаменте, а стеллаж для поперечных элементов выполнен в виде плиты с OnopaNUt, с.монти{юванной на штоке подъемного уст- ройства ширина плиты меньше длины попе- речных элементов, а в платформе транспорт ной тележки вьпюлнена выборка, размер ко- торой в 1шане превышает размер плиты отел. лажа для поперечных элементов.
/ /J 4-A повернуто
12
П }6 ПЮ W лг. f
fPu9.l 19
.д
