Изобретение относится к сварке, а именно к конструкции поточной линии, и может быть использовано для изготовления изделий, преимущественно плоских металлоконструкций, в вагоностроении, стройиндустрии и других областях.
Цель изобретения - повышение производительности и расширение технологических возможностей.
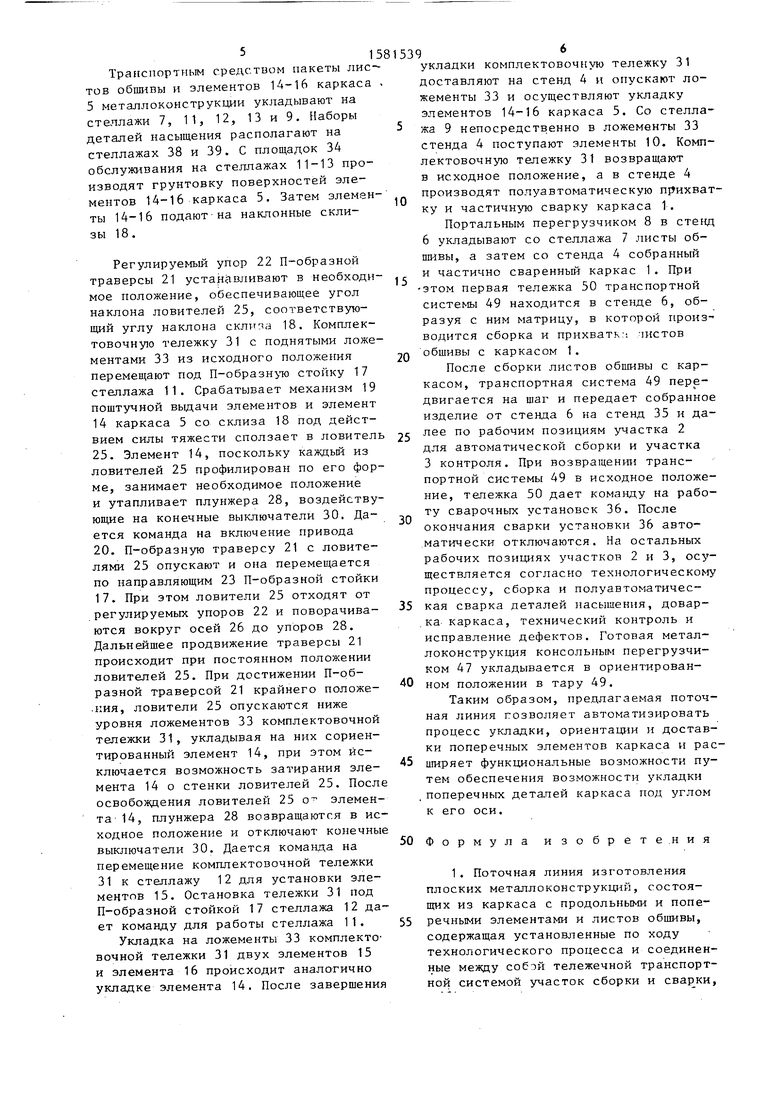
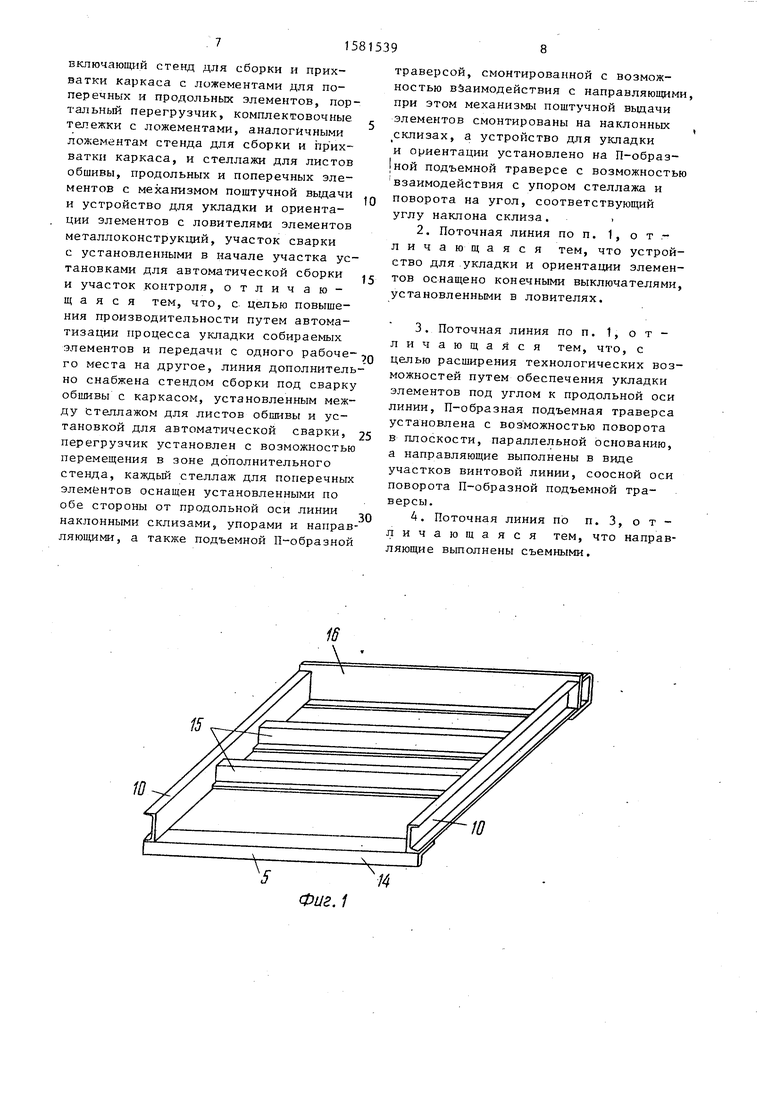
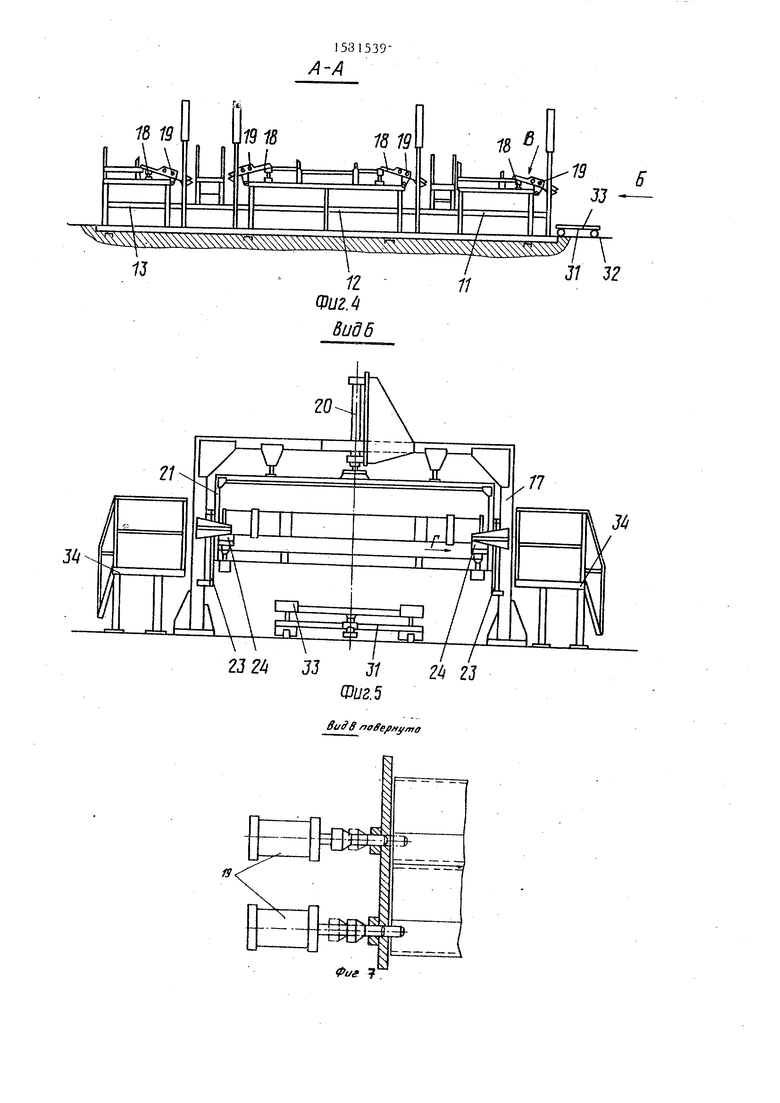
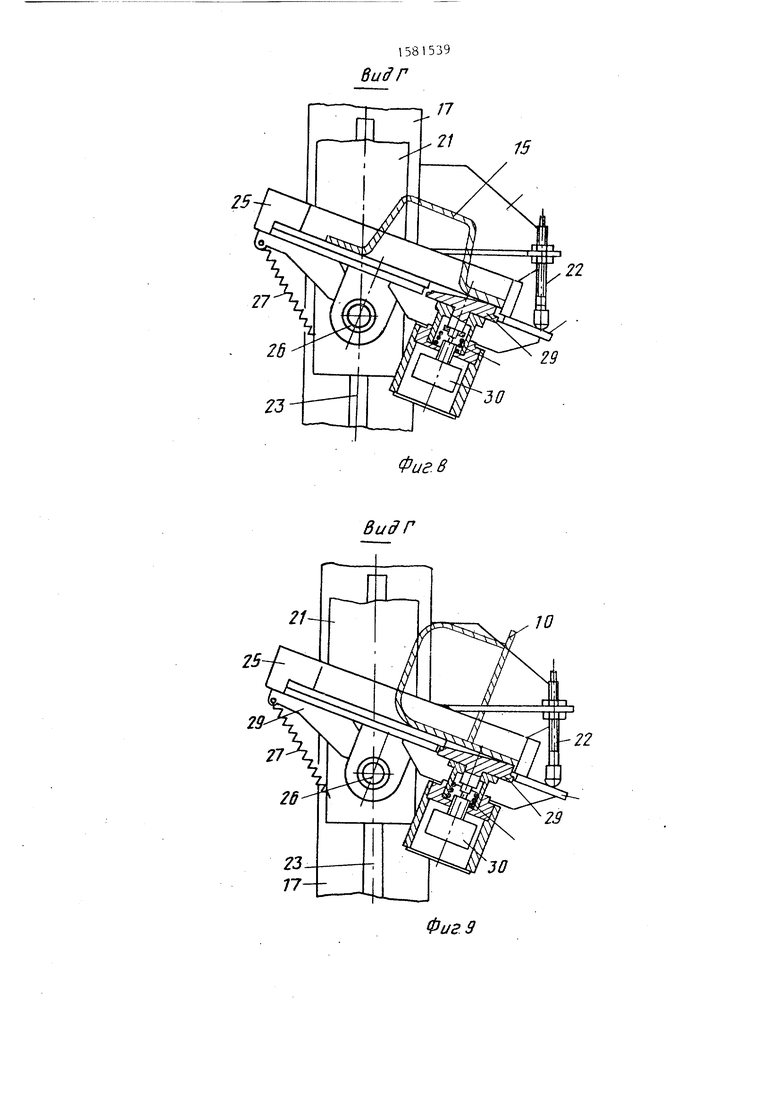
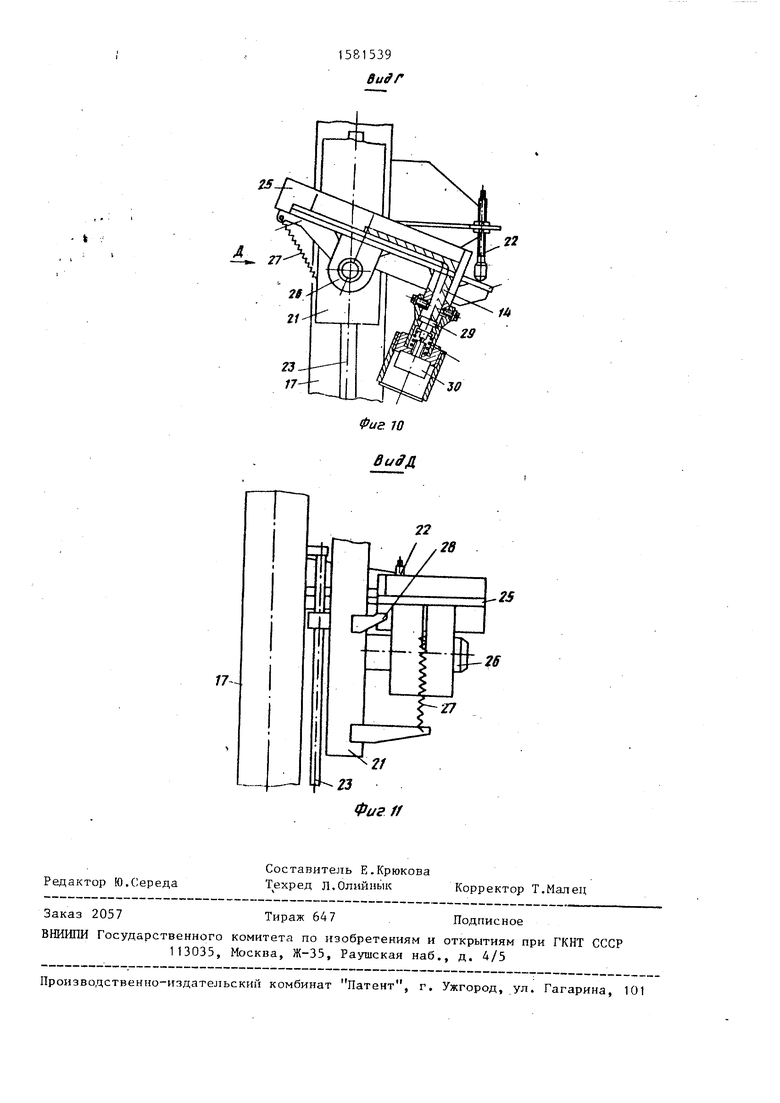
На фиг. 1 и фиг. 2 схематично изображен каркас металлоконструкции; на фиг. 3 - предлагаемая линия, вид в плане; на фиг. 4 - разрез А-А на фиг. 3; на фиг. 5 - вид Б на фиг. 4; на фиг. 6 - то же, вид в изометрии; на фиг. 7 - вид В на фиг. 4; на фиг. 8 - 10 - виды Г на фиг. 5, варианты; на фиг. 11 - вид Д на фиг. 10
Поточная линия состоит из участка 1 сборки под сварку, участка 2 сварки и участка 3 контроля. Участок 1 сборки под сварку включает стенд 4 сборки и прихватки каркаса 5, стенд 6 сборки под сварку обшивы с каркасом 5, стеллаж 7 для листов обшивы, установленный между стендами 4 и 6, пор тальный перегрузчик 8, установленный с возможностью перемещения над стендами 4 и 6 и стеллажом 7, а также установленные до стенда 4, стеллаж 9 для продольных элементов (стоек) 10 и стеллажи 11-13 для поперечных элементов (14, 15 и 16). Каждый из стеллажей 11-13 имеет П-образную стойку 17 и оснащен расположенными по обе стороны от продольной оси линии наклонными склизами 18. На наклонных склизах 18 установлены механизмы 19 поштучной выдачи элементов 14-16. На П-образной стойке установлен силовой поворотный цилиндр 20, соединенный с П-образной траверсой 21, регулирующим упоры 2 и сменные напра ляющие 23, выполненные в виде участков винтовой линии вокруг вертикальной оси силового цилиндра 20. П-об5
0
5
0
5
0
45
0
разная траверса 21 взаимодействует с направляющими 23. На П-образной траверсе 21 расположено устройство
24для укладки и ориентации элементов 14-16, выполненное в виде двух, профилированных по соответствующему элементу ловителей 25, установленных на осях 26 траверсы 21 и подпружиненных относительно траверсы 21 пружиной
27. Пружина 27 обеспечивает поджим ловителя 25 к упору 28. На ловителях
25смонтированы подпружиненный плунжер 29 и конечный выключатель 30, взаимодействующие между собой. Участок 1 снабжен комплектовочной тележкой 31, установленной с возможностью перемещения по направляющим 32 под стеллажами 11-13. На стенде 4 и комплектовочной тележке 31 имеются аналогичные ложементы 33 для элементов каркаса 5. На комплектовочной тележке 31 ложементы выполнены подъемными, стеллажи 11-13 оснащены площадками
34 для обслуживания.
Участок 2 сварки содержит установленные по ходу технологического процесса стенды 35 для автоматической сварки с автосварочными установками 36, установленными с возможнос-тью перемещения по направляющим 37, стенды 38 полуавтоматической сварки деталей насыщения со стеллажами 39 и 40, передаточные стенды 41, кантователи 42 с установленными возле них подъемными площадками 43, а также кантователи 44 для кантовки изделия на 180°.
Участок 3 контроля содержит стенды
45технического контроля, устройство
46для кантовки на 180°, консольный перегрузчик 47 и тару 48 для укладки готовых изделий. Участки 1-3 связаны между собой шаговой тележечной транспортной системой 49, тележки 50 которой имеют ложементы, аналогичные ложементам стендов.
Линия работает следующим образом.
Транспортным средством пакеты листов обшины и элементов 14-16 каркаса , 5 металлоконструкции укладывают на стеллажи 7, 11, 12, 13 и 9. Наборы деталей насыщения располагают на стеллажах 38 и 39. С площадок 34 обслуживания на стеллажах 11-13 производят грунтовку поверхностей элементов 14-16 каркаса 5. Затем элементы 14-16 подают на наклонные склизы 18.
Регулируемый упор 22 П-образной траверсы 21 устанавливают в необходимое положение, обеспечивающее угол наклона ловителей 25, соответствующий углу наклона склнгм 18. Комплектовочную тележку 31 с поднятыми ложементами 33 из исходного положения перемещают под П-образную стойку 17 стеллажа 11. Срабатывает механизм 19 поштучной выдачи элементов и элемент 14 каркаса 5 со склиза 18 под действием силы тяжести сползает в ловитель 25. Элемент 14, поскольку каждый из ловителей 25 профилирован по его форме, занимает необходимое положение и утапливает плунжера 28, воздействующие на конечные выключатели 30. Дается команда на включение привода 20. П-образную траверсу 21 с ловителями 25 опускают и она перемещается по направляющим 23 П-образной стойки 17. При этом ловители 25 отходят от регулируемых упоров 22 и поворачиваются вокруг осей 26 до упоров 28. Дальнейшее продвижение траверсы 21 происходит при постоянном положении ловителей 25. При достижении П-образной траверсой 21 крайнего положения, ловители 25 опускаются ниже уровня ложементов 33 комплектовочной тележки 31, укладывая на них сориентированный элемент 14, при этом исключается возможность затирания элемента 14 о стенки ловителей 25. После освобождения ловителей 25 о элемента 14, плунжера 28 возвращаются в исходное положение и отключают конечные выключатели 30. Дается команда на перемещение комплектовочной тележки 31 к стеллажу 12 для установки элементов 15. Остановка тележки 31 под П-образной стойкой 17 стеллажа 12 дает команду для работы стеллажа 11.
Укладка на ложементы 33 комплекте вочной тележки 31 двух элементов 15 и элемента 16 происходит аналогично укладке элемента 14. После завершения
, ь ее10
15
20
25
укладки комплектовочною тележку 31 доставляют на стенд 4 и опускают ложементы 33 и осуществляют укладку элементов 14-16 каркаса 5. Со стеллажа 9 непосредственно в ложементы 33 стенда 4 поступают элементы 10. Комплектовочную тележку 31 возвращают в исходное положение, а в стенде 4 производят полуавтоматическую прихватку и частичную сварку каркаса 1.
Портальным перегрузчиком 8 в стенд 6 укладывают со стеллажа 7 листы об- шивы, а затем со стенда 4 собранный и частично сваренный каркас 1. При -этом первая тележка 50 транспортной системы 49 находится в стенде 6, образуя с ним матрицу, в которой производится сборка и прнхватк . шстов обшивы с каркасом 1.
После сборки листов обшивы с каркасом, транспортная система 49 передвигается на шаг и передает собранное изделие от стенда 6 на стенд 35 и далее по рабочим позициям участка 2 для автоматической сборки и участка 3 контроля. При возвращении транспортной системы 49 в исходное положение, тележка 50 дает команду на работу сварочных установок 36. После окончания сварки установки 36 автоматически отключаются. На остальных рабочих позициях участков 2 и 3, осуществляется согласно технологическому процессу, сборка и полуавтоматическая сварка деталей насыщения, довар- ка каркаса, технический контроль и исправление дефектов. Готовая металлоконструкция консольным перегрузчиком 47 укладывается в ориентированном положении в тару 49.
Таким образом, предлагаемая поточная линия позволяет автоматизировать процесс укладки, ориентации и доставки поперечных элементов каркаса и расширяет функциональные возможности путем обеспечения возможности укладки поперечных деталей каркаса под углом к его оси.
30
35
40
45
50 Формула изобретения
1. Поточная линия изготовления плоских металлоконструкций, состоящих из каркаса с продольными и поперечными элементами и листов обшивы, содержащая установленные по ходу технологического процесса и соединенные между собтй тележечной транспортной системой участок сборки и сварки,
включающий стенд для сборки и прихватки каркаса с ложементами для поперечных и продольных элементов, портальный перегрузчик, комплектовочные тележки с ложементами, аналогичными ложементам стенда для сборки и прихватки каркаса, и стеллажи для листов обшивы, продольных и поперечных элементов с механизмом поштучной выдачи и устройство для укладки и ориентации элементов с ловителями элементов металлоконструкций, участок сварки с установленными в начале участка установками для автоматической сборки и участок контроля, отличающаяся тем, что, с целью повышения производительности путем автоматизации процесса укладки собираемых элементов и передачи с одного рабоче-, го места на другое, линия дополнительно снабжена стендом сборки под сварку обшивы с каркасом, установленным между стеллажом для листов обшивы и установкой для автоматической сварки, 2 перегрузчик установлен с возможностью перемещения в зоне дополнительного стенда, каждый стеллаж для поперечных элементов оснащен установленными по обе стороны от продольной оси линии наклонными склизами, упорами и направляющими, а также подъемной П-образной
траверсой, смонтированной с возможностью взаимодействия с направляющими при этом механизмы поштучной выдачи элементов смонтированы на наклонных склизах, а устройство для укладки и ориентации установлено на П-образ- ной подъемной траверсе с возможностью взаимодействия с упором стеллажа и поворота на угол, соответствующий углу наклона склиза.
2.Поточная линия по п. 1, отличающаяся тем, что устройство для укладки и ориентации элементов оснащено конечными выключателями, установленными в ловителях.
3.Поточная линия по п. 1, отличающаяся тем, что, с целью расширения технологических возможностей путем обеспечения укладки элементов под углом к продольной оси линии, П-образная подъемная траверса установлена с возможностью поворота
в плоскости, параллельной основанию, а направляющие выполнены в виде участков винтовой линии, соосной оси поворота П-образной подъемной траверсы.
4.Поточная линия по п. 3, о т - личающаяся тем, что направляющие выполнены съемными.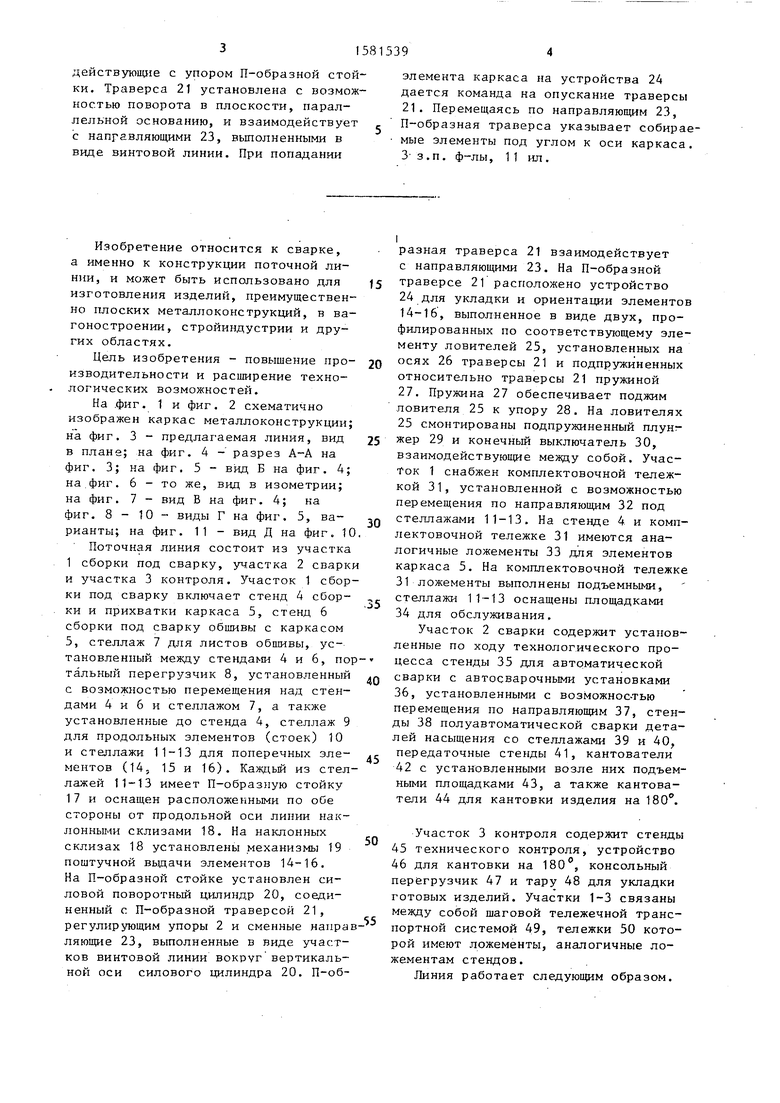
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления изделий | 1979 |
|
SU837691A1 |
| Поточная механизированная линия для сборки и сварки балок их двух продольных элементов с деталями насыщения | 1980 |
|
SU897452A1 |
| Поточная линия для сборки и сварки изделий | 1978 |
|
SU747673A1 |
| Стенд для сборки под сварку | 1978 |
|
SU764911A1 |
| Поточная линия для сборки и сварки рамных металлоконструкций | 1989 |
|
SU1810263A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Стенд для сборки под сварку метал-лОКОНСТРуКций | 1978 |
|
SU795833A1 |
| Поточная линия для сборки и сварки рамных металлоконструкций | 1975 |
|
SU919842A1 |
| Поточная линия изготовления узлов трубопроводов | 1982 |
|
SU1057248A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1976 |
|
SU725856A1 |
Изобретение относится к сварке и может быть использовано для изготовления плоских металлоконструкций. Цель изобретения - повышение производительности и расширение технологических возможностей. Линия оснащена стендом для сборки под сварку обшивы с каркасом, установленным между стеллажом для листов обшивы и установкой для автоматической сварки с возможностью укладки на стенд листов обшивы и каркаса портальным перегрузчиком. Стеллажи для поперечных деталей оснащены установленными по обе стороны от продольной оси линии наклонными склизами 18 с механизмами 19 поштучной выдачи. На П-образной стойке 17 стеллажа смонтированы сменные направляющие 23, привод 20, П-образная траверса 21 и регулируемый упор. На траверсе 21 установлены устройства 24 для укладки и ориентации элементов каркаса, имеющие возможность поворота на угол, соответствующий углу потока склиза 18, и взаимодействующие с упором П-образной стойки. Траверса 21 установлена с возможностью поворота в плоскости, параллельной основанию, и взаимодействует с направляющими 23, выполненными в виде винтовой линии. При попадании элемента каркаса на устройства 24 дается команда на опускание траверсы 21. Перемещаясь по направляющим 23, П-образная траверса указывает собираемые элементы под углом к оси каркаса. 3 з.п.ф-лы, 11 ил.
15
Я 2Ј ВЈ 5Ь М St MЈ
Ж 7«- де 9Ј
ff, gv v
Др.
6CS18SI
О/
Л
1531539А-А
Ј-
13
11
Фиг Л 8ид5
Фиг. 5
ffe/o8 naffepHymo
13
11
J7 Jf
м
77415
29
Фиг В
Вид Г
10
30
Фиг 9
1581539 Ви#Г
77M
bv
28
LZ.
-2S
26
r
27
| Устройство для поштучной выдачи цилиндрических изделий | 1982 |
|
SU1041469A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Камышный Н.И | |||
| Автоматизация загрузки станков | |||
| М.: Машиностроение, 1977, с | |||
| Клапанный регулятор для паровозов | 1919 |
|
SU103A1 |
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
| Поточная линия для изготовления изделий | 1979 |
|
SU837691A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
