(5) ПОТОЧНАЯ линия ФОРМИРОВАНИЯ САДКИ КИРПИЧА-СЫРЦА
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия формирования садки кирпича на печной вагонетке | 1983 |
|
SU1178604A1 |
| Автоматическая линия погрузки кирпича на печные вагонетки | 1983 |
|
SU1159787A1 |
| Линия формирования садки сырца-кирпича на печную вагонетку | 1987 |
|
SU1412975A1 |
| УСТАНОВКА ДЛЯ САДКИ СЫРЦЫ-КИРПИЧА НА ПЕЧНУЮ ВАГОНЕТКУ | 1992 |
|
RU2043192C1 |
| Устройство для съема кирпича сырца с пресса и формирования столбиковой садки | 1977 |
|
SU701811A1 |
| УСТРОЙСТВО для УКЛАДКИ КИРПИЧА-СЫРЦА НА ВАГОНЕТКУ | 1973 |
|
SU368043A1 |
| Устройство для многостолбиковой укладки кирпича-сырца на печной вагон | 1978 |
|
SU774947A1 |
| Устройство для съема кирпичей с пресса и формирования садки | 1978 |
|
SU722767A1 |
| Садчик кирпича на печные вагонетки | 1988 |
|
SU1622132A1 |
| Группирователь рядов кирпича | 1981 |
|
SU1021626A1 |



1
Изобретение oтнocиtcя к устройствам для съема со стола пресса кирпича и погрузки его на печную вагонетку .
Известно устройство для укладки кирпича-сырца на вагонетку, включающее съемник, конвейеры, захватные устройства, кантователи и переносчики l.
Однако такое устройство не решает задачу (|юрмирования и загрузки печной вагонетки садкой в виде столбиков во всю длину печной вагонетки.
Наиболее близким техническим ре- . шением является устройство, включающее съемник, подаватель, приемный конвейер, кантователь, конвейер-накопитель ряда с несущими органами, переютадчик кирпича и переносчик слоя 2.
Однако известная конструкция имеет низкую устойчивость садки, промежуточные операции и неполную автоматизацию.
Цель изобретения - автоматизация процесса формирования садки, устойчивой при транспортировании и обжиге, и повышение производительности.
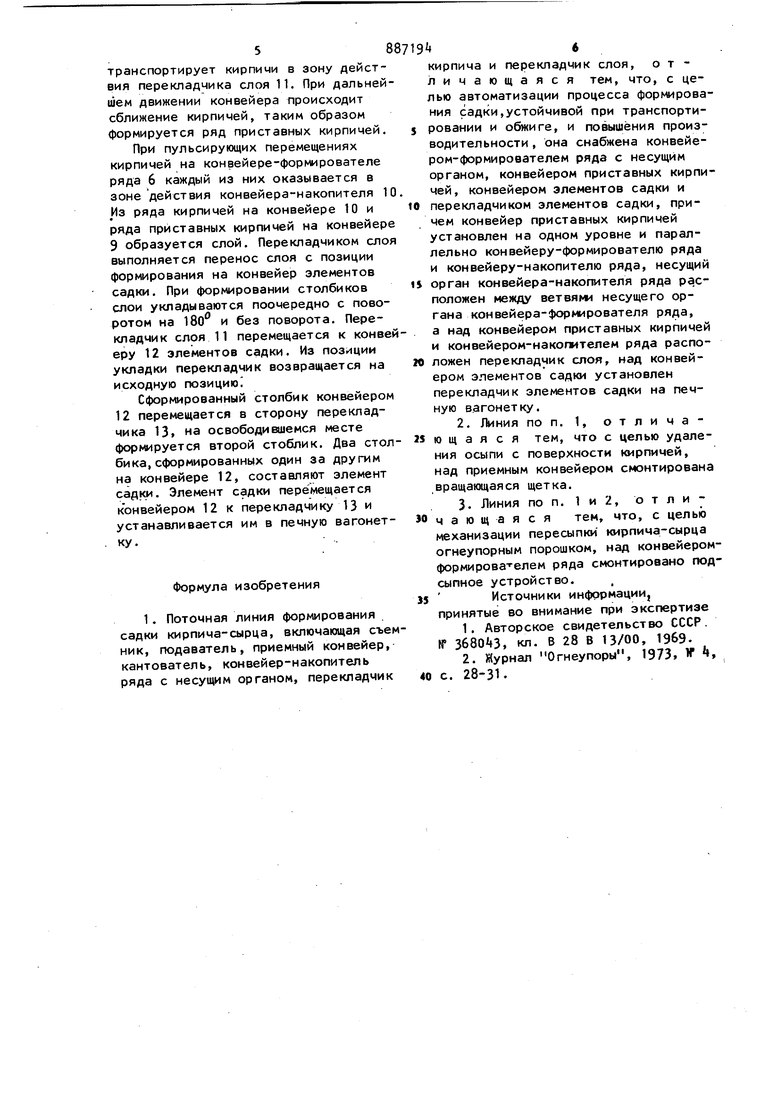
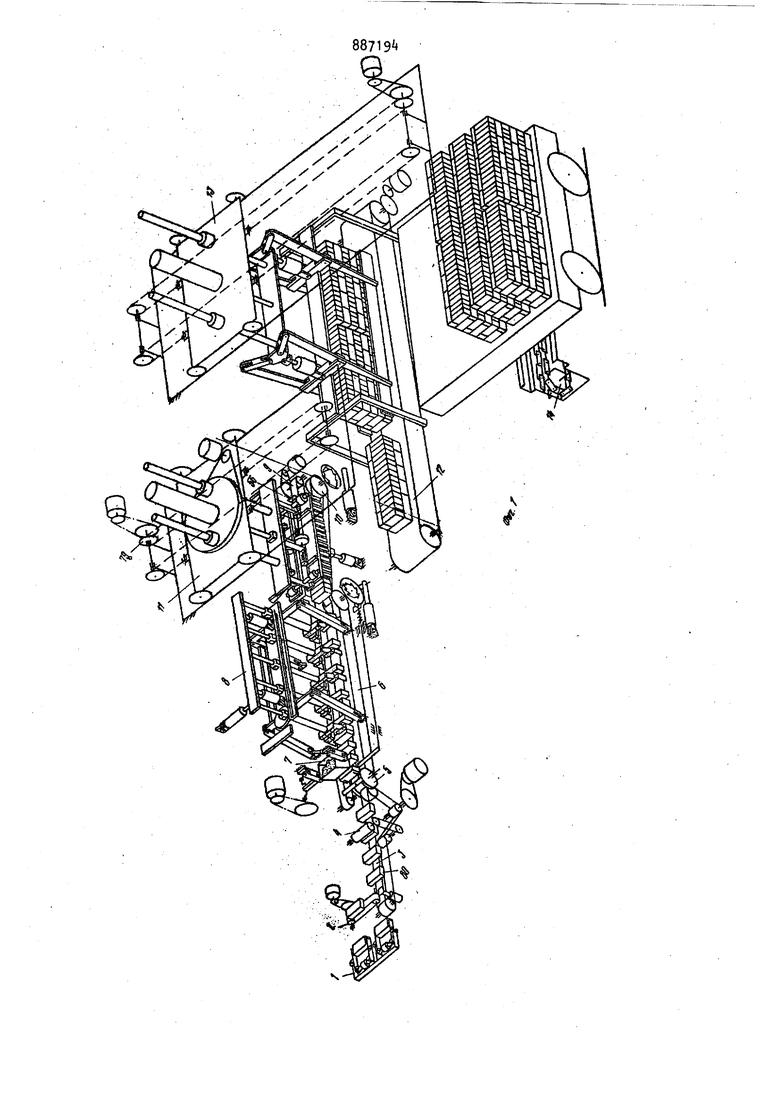
Поставленная цель достигается тем, что поточная линия формирования садки кирпича-сырца снабжена KOHBeviepoM(ормйрователем ряда с несущим органом, конвейером приставных кирпичей, кон10вейером элементов садки и перекладчиком элементов садки, причем конвейер приставных кирпичей установлен на одном уровне и параллельно конвейеру-формирователю ряда и конвейеру15накопителю ряда, несущий орган конвейера-накопителя ряда расположен между ветвями несущего органа конвейера-формирователя ряда, а над конвейером приставных кирпиней и кон20вейером-накопителем ряда расположен перекладчик слоя, над конвейером элементов садки установлен перекладчик элементов садки на печ3ную вагонетку, при этом над приемным конвейером смонтирована вращающаяся щетка, а над конвейером-формирователем ряда смонтировано подсыпное устройство. На фиг. 1 изображена предлагаемая поточная линия, общий вид; на фиг. 2 - то же, продольный разрез по фиг. 1; на фиг. 3 то же, разрез Л-Л фиг. 2; на фиг. k - го же, вибро сито; на фиг. 5 разрез В-8 фиг. 2; нафиг. 6 - вид Б фиг. 2; на фиг, 7 разрез Г-Г фиг. 2; на фиг. 8 - разре Д-Д фиг. 2. Поточная линия содержит съемник подаватель кирпичей 2, приемный кон вейер 3i щетку k, кантователь 5 кон вейер-формирователь 6, расположенный на одной оси с приемным конвейером и кантователем. Вибросито 7 расположено над конвейером 6, перпендикулярно к нему. Поточная линия содержит также перекладчик приставных кир пичей 8, конвейер приставных кирпичей 9, конвейер-накопитель ряда 10, перекладчик слоя 11, конвейер элемен тов садки 12, перекладчик элементов садки 13, подаватель печной вагонетки А. Приемный конвейер 3 состоит из приводного барабана 15, натяжных барабанов 16, несущего органа 17 и привода 18. Щетка k состоит из рабочего органа 19 и цепной передачи 20, вращающейся от привода 18. Канто ватель 5 выполнен с конвейером-формирователем ряда 6, на оси 21 которого посажена звездочка 22 и два диска 23 с вкладышами 2 и пружинами 25. К дискам 23 шарнирно прикреплены стержни 26. Упор 27 в направляющих 28 с пружиной 29 прижат к ролику 30 конвейера-формирователя ряда 6. Конвейер-формирователь 6 состоит из ведущего барабана eefiot oro барабана 32, несущих цепей 33, привода 3 и храпового механизма 35 с кулаком 36. Вибросито 7 включает ящик 37 с сетчатым дном 38 на серьгах 39 гидромотор 40, кривошип 1 и шатун 42, шарнирно-соединенный с ящиком 37. Переносчик приставных кирпичей 38 состоит из шарнирного параллелограмм 43, на котором закреплены корпуса kk со стержнями 45 и рычагами 46, шарнирно-соединенными со щетками 47; верхние концы стержней 45 соединены с планкой 48. 44 Корпуса 44 шарнирно закреплены между собой тягой 49, к крайнему корпусу прикреплен зубчатый сектор 50, находящийся в зацеплении с рейкой 51. В каждом корпусе 44 имеется защелка 52, опирающаяся на сбрасыватель 53; между планкой 48 и верхней частью параллелограмма 43 закреплены цилиндры 54; наклон параллелограмма 43 осуществляется цилиндром 55. Конвейер приставных кирпичей 9 аналогичен приемному конвейеру 3i но имеет на конце упор 5б. Конвейер-накопитель ряда 10 состоит из рамы 57, шарнирно-закрепленной на опоре 58, цилиндра 59, закрепленного шарнирно на раме 57, храпового механизма 60, цилиндра б1 и несущего органа 62. Перекладчик слоя 11 состоит из цилиндра 63 и гидромотора 64, установленных на тележке перекладчика, зубчатой рейки б5, закрепленной к штоку цилиндра 63 и входящей в зацепление с зубчатыми колесами 66, которые в свою очередь зацепляются с зубчатыми рейками б7, прикрепленными к плитам 68 щек 69 и прижатых пружинами 70, верхней плиты 71, упора 72, защелок 73, прижатых пружиной 74 к плитам 68, скоб 75, гфикрепленных к одной из плит 68, упоров 76, взаимодействующих с защелками 73, опорных кронштейнов 77, направляющих 78 и привода 79. Конвейер элементов садки 12 аналогичен приемному конвейеру 3.. Поточная линия работает следующим образом. Спрессованные кирпичи 80 съемником 1 укладываются на подаватель 2 и приемный конвейер 3, который перемещает кирпич к кантователю 5. Кирпичи очищаются от осыпи щеткой 4, Кантователь поворачивает кирпичи. Окантованный кирпич продолжает движение вместе с несущим органом 33 конвейера формирователя 6 до окончания шага. Цикл повторяется. Вибросито выполняет присыпку верхней плоскости кирпича. Когда конвейер 6 по всей длине заполнится кирпичами, начинается формирование ряда приставных кирпичей. Далее переносчик приставных кирпичей перемещается в сторону конвейера приставных кирпичей, и кирпичи располагаются над конвейером 9 в один ряд вдоль его оси. Конвейер приставных кирпичей 5 транспортирует кирпичи в зону действия перекладчика слоя 11. При дальней шем движении конвейера происходит сближение кирпичей, таким образом формируется ряд приставных кирпичей При пульсирующих перемещениях кирпичей на конвейере-формирователе ряда 6 каждый из них оказывается в зоне действия конвейера-накопителя 1 Из ряда кирпичей на конвейере 10 и ряда приставных кирпичей на конвейер 9 образуется слой. Перекладчиком сло выполняется перенос слоя с позиции формирования на конвейер элементов садки. При формировании столбиков слои укладываются поочередно с поворотом на 180 и без поворота. Перекладчик слоя 11 перемещается к конве еру 12 элементов садки. Из позиции укладки перекладчик возвращается на исходную гюзицию Сформированный столбик конвейером 12 перемещается в сторону перекладчика 13 на освободившемся месте формируется второй стоблик. Два стол бика, сформированных один за другим на конвейере 12, составляют элемент садки. Элемент садки перемещается конвейером 12 к перекладчику 13 и устанавливается им в печную вагонет ку. Формула изобретения 1. Поточная линия формирования садки кирпича-сырца, включающая съе ник, подаватель, приемный конвейер, кантователь, конвейер-накопитель ряда с несущим органом, перекладчик кирпича и перекладчик слоя, отличающаяся тем, что, с целью автоматизации процесса формирования садки,устойчивой при транспортировании и обжиге, и повышения производительности , она снабжена конвейером-формирователем ряда с несущим органом, конвейером приставных кирпичей , конвейером элементов садки и перекладчиком элементов садки, причем конвейер приставных кирпичей установлен на одном уровне и параллельно конвейеру-формирователю ряда и конвейеру-накопителю ряда, несущий орган конвейера-накопителя ряда расположен между ветвями несущего органа конвейера-формирователя ряда, а над конвейером приставных кирпичей и конвейером-накопителем ряда расположен перекладчик слоя, над конвейером элементов садки установлен перекладчик элементов садки на печную в.агонетку. 2. Линия по п. 1, отличаю щ а я с я тем, что с целью удаления осыпи с поверхности кирпичей, над приемным конвейером смонтирована вращающаяся щетка. 3- Линия поп. 1и2, отличающаяся тем, что, с целью механизации пересыпки кирпича-сырца огнеупорным порошком, над конвейеромформирова-елем ряда смонтировано подсыпное устройство. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР. W 36601 3, кл. в 28 в 13/00, 1969. 2.Журнал Огнеупоры, 1973, И J, с. 28-31.
Фа 5
Фиг Л
ФигЛ
Г-Г
П
ff
