Изобретение может быть использовано в промышленности строительных материалов и относится к конвейерным установкам для изготовления железобетонных изделий в формах.
Известны установки, содержащие расположенные в верхнем и нижнем ярусе и снабженные механизмами шагового перемешения форм-вагонеток конвейеры формования и тепловой обработки изделий, соединенные передаточными тележками и снижателями-подъемниками с подъемно-опускной рамой.
Целью изобретения является повышение технологичности, надежности работы и удобства эксплуатации установки, а также увеличение съема изделий с единицы производственной плош,ади.
Достигается эта цель за счет того, что установка снабжена расположенными в нижнем ярусе симметрично по обе стороны ее продольной оси дополнительными конвейерами тепловой обработки, оборудованными по торцам общими для всех камер направляющими передаточных тележек, проходящими через подъемно-опускную раму снижателя-подъемника, снабженного фиксаторами передаточной тележки.
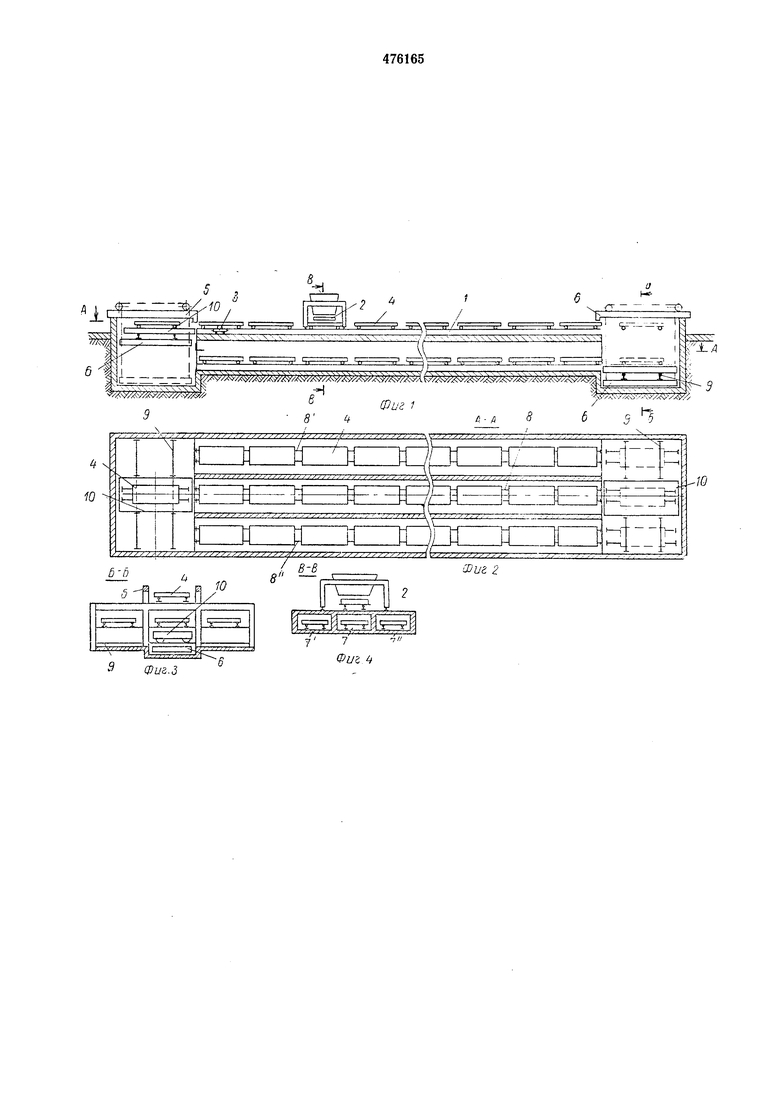
На фиг. 1 изобрал ена предложенная установка в разрезе; на фиг. 2 - разрез по А-А на фиг. на фиг. 3 - разрез по Б-Б на
фиг. 1; на фиг. 4 - разрез по Б-В на фиг. 1; на фиг. 5 - снижатель-подъемник в разрезе; на фиг. 6 - узел фиксации передаточной тележки на снижателе-подъемнике.
Установка содержит расположенный в верхнем ярусе формовочный конвейер 1, оборудованный бетоноукладчиком 2, необходимым технологическим оборудованием (на чертеже не показано) и механизмом 3 шагового перемещения форм-вагонеток 4. С обоих торцов формовочного конвейера 1 смонтированы снижатели-подъемники 5, каждый из которых выполнен с подъемно-опускной рамой 6, снабженной индивидуальным приводом, например,
цепным.
Б нижнем ярусе под формовочным конвейером 1 размещен в щелевой камере 7 конвейер 8 тепловой обработки изделий, по обе стороны которого симметрично смонтированы в щелевых камерах 1 и 1 дополнительные конвейеры 8 и 8 тепловой обработки изделий.
По торцам конвейеров 8 уложены общие для всех камер рельсовые направляющие 9,
по которым перемещаются передаточные тележки 10 для форм-вагонеток 4. Направляющие 9 проходят через подъемно-опускную раму 6 снижателя-подъемника 5, причем закрепленные на раме 6 участки направляющих 9 могут подниматься вместе с ней.
Для жесткой фиксации передаточной тележки 10 на подъемно-опускной раме 6 закрепленные на ней участки рельсовых направляющих 8 оборудованы подвижными вставками 11, которые перемещаются в направляющих стаканах 12, смонтированных неподвижно в подъемно-опускной раме 6. При опускании рамы 6 вставки 11 упираются торцами в упоры приямка, а рама 6 продолжает опускаться до совпадения головок вставок 11 с уровнем направляющих 9, при этом обеспечивается беспрепятственный съезд и въезд передаточной тележки 10.
При подъеме рамы вставки 11 западают вниз под действием силы тяжести, колеса тележки 10 попадают в образующиеся разрывы направляющих 9, жестко фиксируя тележку на раме 6.
Работа установки происходит в следующей последовательности.
Форма-вагонетка 4 с отформованным и отделанным изделием механизмом щагового перемещения 3 перемещается по направляющим формовочного конвейера 1 и поступает на передаточную тележку 10, которая в этот период зафиксирована на подъемно-опускной раме 6 снижателя-подъемника 5 и находится вместе с ней в верхнем положении. Формавагонетка закрепляется на передаточной тележке (механизм крепления формы не показан) и вместе с ней и рамой 6 опускается в нижнее положение.
Вставки 11 поднимаются, освобождая передаточную тележку, которая перемещается с помощью собственного привода по направляющим 9 в ту или другую сторону от оси установки и останавливается конечными выключателями точно напротив одного из трех конвейеров 8 тепловой обработки изделий. Сталкивателем передаточной тележки (на чертеже не показан) форма-вагонетка подается на соответствующий конвейер 8, и в процессе
прохождения по нему проходит весь цикл тепловой обработки. Загрузка конвейеров 8 осуществляется последовательно. На выходе из конвейера форма-вагонетка вновь поступает на передаточную тележку и затем вместе с
ней фиксируется на подъемной раме 6 второго подъемника-снижателя 5, поднимается в верхний ярус и поступает на посты распалубки формовочного конвейера 1. Затем цикл формования повторяется.
Предмет изобретения
Установка для изготовления железобетонных изделий, содержащая расположенные соответственно в верхнем и нижнем ярусе и снабженные механизмами щагового перемещения форм-вагонеток конвейеры формования и тепловой обработки изделий, соединенные
передаточными тележками и снижателямиподъемниками с подъемно-опускной рамой, отличающаяся тем, что, с целью повыщения технологичности и надежности работы, удобства эксплуатации и увеличения съема
изделий с единицы производственной площади, установка снабжена расположенными в нижнем ярусе симметрично по обе стороны ее продольной оси дополнительными конвейерами тепловой обработки, оборудованными по
торцам общими направляющими передаточных тележек, проходящими через подъемноопускную раму снижателя-нодъемника, снабженного фиксаторами передаточной тележки, 1D 1. / У/ / 5 ЭД ЖvлЖw//X VЛ w ;vC // f//- // / // // // /i Д. .М . tV X v-x x 4vV V.SV

| название | год | авторы | номер документа |
|---|---|---|---|
| ДВУХЪЯРУСНЫЙ СТАН для ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ НЗДЕЛИЙВСЕСОЮЗНАЯliAKHTBO^T^KliH'infAfБИБЛИОТЕКА | 1971 |
|
SU306002A1 |
| Подъемник-снижатель | 1979 |
|
SU850388A1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU856804A1 |
| Двухъярусный стан для изготовления железобетонных изделий | 1980 |
|
SU1000276A1 |
| Двухъярусная поточно-конвейерная линия для изготовления железобетонных изделий | 1975 |
|
SU685497A1 |
| Технологическая линия для изго-ТОВлЕНия СТРОиТЕльНыХ издЕлий | 1978 |
|
SU808298A1 |
| Двухъярусная поточно-конвейерная линия для изготовления железобетонных изделий | 1973 |
|
SU476990A1 |
| Двухъярусная конвейерная линия для изготовления строительных изделий | 1978 |
|
SU992188A1 |
| Пропарочная камера | 1978 |
|
SU800170A1 |
| Технологическая линия для изготовления бетонных изделий | 1976 |
|
SU998117A1 |

/
D/
Ю
Фий
-9 a7i/s.j
27гуг г
126
