(54) СПССХЗБ ИЗМЕРЕНИЯ АМПЛИТУДЫ КОЛЕБАНИЙ РАБОЧЕГО КОНЦА УЛЬТРАЗВУКОВОГО
1 Изобретение относится к измерител1гной технике и может быть применено в машиностроении при контроле параметров технологических процессов, происходящих с использованием ультразвука, а также в медицинской технике при ультразвуковом разделении биологических тканей.
Наиболее близким техническим решением к изофетению является способ измерения амплитуды колебаний рабочего конца ультразвукового инструмента, заключающийся в измерении величины электриюского тока и длительности нарушения контакта в зоне динамического взаимодействия инструмента с обрабатываемой токопроводяшей поверхностью tlj
Способ предполагает преофазование амплитуды механических колебаний в электрическое напряжение. Для этого пропускают электрический ток через зону динамического взаимодействия инструмента с обраб5№ываемой поверхносИНСТРУМЕНТА
тью, измеряют длительность нарушения контактав зоне взаимодействия. Амплитуду колебаний инструмента измеряют по длительности нарушения контакта.
Недостаткол способа является то, что из-за необходимости пропускания электрического тока через зону динамического взаимодействия инструмента с обрабатываемой поверхностью невозможно проводить измерения при обработке не10токопроводяших поверхностей и при работе инструмента на воздухе.
Из-за периодического нарушения механического контакта ультразвукового
15 инструмента с токопроводяшей поверхностью возникает нестабильность электрического тока, по которому судят об амплитуде колебаний рабочей части упь тразвукового инструмента, что предопре20деляет недостаточную точность измерений и их надежность.
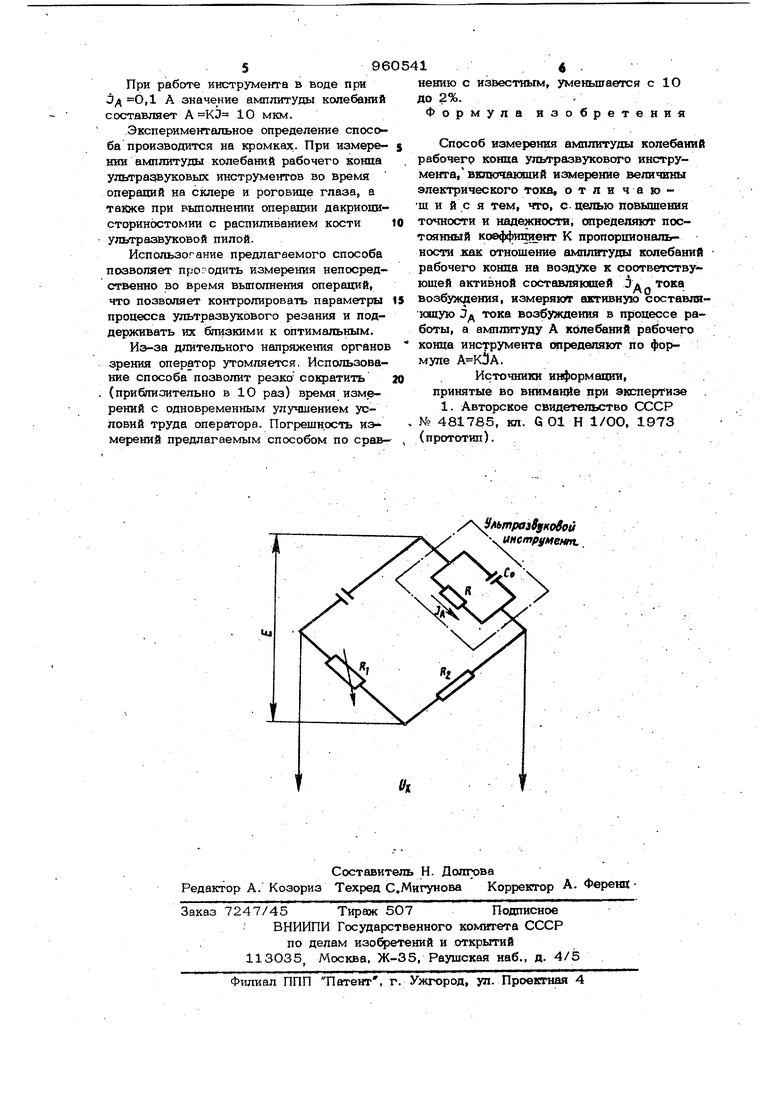
Цель изобретения - повышение точности и надежности. Поставленная цель достигается тем, что согласно способу измерения амплитуды колебаний рабочего конца инструмента, включающему измерение величины электрического тока, определяют постоян ный коэффициент К пропорииональноств как отношение амплитуды колебаний рабочего конца на воздухе к соответствую щей активности составляющей Лд тока возбуждения, измеряют активную составлякяцую Э тока возбуждения в процессе работы, а амплитуду А колебаний pa6oi чего конца инструмента определяют по. формуле А KJA. На чертеже представлен пример схемы измерения активной составляющей тока возбуждения.. Как известно,ультразвуковой инструмент приводится в колебательное движение за счет прЬтекашш активной со«;та&лякицей тока возбуждения по механическ ветви преобразователя. Связь между ам плитУдой колебаний рабочего конца ультр звукового инструмента и активной составляющей тока всегда линейна независи МО от режима работы инструмента. Способ заклюзпотся в следующем. До начала измерений предварительно устанавливают связь мгакду активной составляющей тока возбуждения и амплитудой колебаний рабочего конца инструмента. Для этого по отношению амплитуд колебаний к активной составляющей тока определяют коэффици гг К их пропорциональности, являющийся ПОСТОЯННЬПУ для данного инструмента. . A nIлитyдy колебаний инструмента на воздухе определяют, например, с помощью кткроскопа измерением половины длины отрезка, прочерченного контрастной точкой на колебпкядейся поверхности ультразвукового Инструмента. Соответствующую этой амплитуде активную составлякяцую ЗА тока измеряют при скомпе сированной реактивной составляющей ток Амплитуду А колебаний рабочего конца инструмента определяют, исходя из формулы. . , где К - постоянный коэффициент пропорциональности ; 3л- активная состав); ю1щая тока. Способ используется для измерения . млплитуды колебаний рабочего конца ультразвукового инструмента, ростоящего из пьезокерамического преобразовател продольного типа и волновода-концентратора. Пьезокерамическим преобразовател преофазош 1Вают подводимое к нему эле трическое напряжение ультразвуковой частоты в механические колебания, которые усиливают и передают к рабочей части инструмента с помощью волноводаконцентратора. Электрическое напряжение к ультразвуковому инструменту подводят по компенсационной схеме. На резонансной частоте активную составляющую рд тока определяют как .,, где (J) - напряжение в диагонали моста; величина активного сопротивления. Для нахождения коэффициента К измеряют с помощью микроскопа амплитуду колебаний рабочего конца ультразвукового инструмента при его колебаниях на воздухе и по формуле (1) вычисляют соответствующую данному значению амплитуды А у активную- составляющую Ь тока при АХХ 2О мкм, ,1 А. Для данного инструмента калибровочный коэффициент равен К 200 . 3 Для измерения амплитуды колебаний ультразвлсового инструмента при различных режимах работы с помощью компенсационной cxeivnu по формуле (1) определяют активную составляющую тока. Так,для погруженного в воду ультразвукового инструмента при подведении к нему напряжения U 30 В значение измеренного тока составляет 0,15 А. Увеличив подводимую мощность,- значение активной составляющей Лл д тока повыщают до 0,24 А. Этому соответствует значение амплитуды Л рабочей части инструмента (40 мкм).. Аналогичным образом измеряют амшштуды колебаний при работе инструмента в других режимах (ультразвуковое резание, ультразвуковая дезинтеграция и др.). При замене утЕьтразвукового инструмента до начала измерений опре деляют постоянный коэффициент К, который для различных типов инструментов различный. Таким же образом измеряется амплитуда колебаний ультразвуковых инструментов, состоящих из дисковых пьезокералических преобразователей, пассивной и активной волноводных накладок. Измерения, проведенные при колебаниях у штразвукового инструмента на воздухе, показывают, что коэффициент К для данного типа инструментов равен 10О .
При работе инструмента в воде при д О,1 А значение амплитуды колебаний составляет А кЬ 10 мкм.
Экспериментальное определение способа производится на кромках. При измерекии амплитуды колебаний рабочего конца ультразвуковых инструментов во время операций на cioiepe и роговице глаза, а тайке при выполнении операции дакриоцисториностомии с распиливанием кости ультразвуковой пилой.
Использогание предлагаемого способа позволяет проводить измерения непосредственно во время вьшолнения операций, что позволяет контролировать параметры процесса ультразвукового резания и поддерживать их близкими к оптимальным.
Иэ-за длительного напряжения органов зрения оператор утомляется, Использование способа позволит резко сократить (приблизительно в 10 раз) время измерений с одновременным улучшением условий труда оператора. Погрешность иэмерений предлагаемым способом по сравнению с известным, уменьшается с 10 до 2%..
Формула изобретения
Способ измерения амплитуды колебаний рабочего конца ультразвукового инструMetrra/ включающий измерение величины электрического тока, отличаюш и и .с я тем, что, с целью повышения точности и надежности, определяют постоянный коеффициент К пропорциональности как отношение амплитуды колебаний рабочего конца на воздухе к соответствующей активной составляющей Зд тока возбуждения, измеряют активную составлякщую 5д тока возбуждения в процессе работы, а амплитуду А колебаний рабочего конца инструмента шределяют по формуле .
Источники информации, принятые во внимащ1е при экспертизе .
1. Авторское свидетельство СССР № 481785, кл. G 01 Н 1/00, 1973 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ УЛЬТРАЗВУКОВОЙ ЛИПОСАКЦИИ | 2003 |
|
RU2240073C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ПАРАМЕТРОВ ВИБРАЦИИ НАКОНЕЧНИКА УЛЬТРАЗВУКОВОГО ВОЛНОВОДА | 2015 |
|
RU2593444C1 |
| Способ испытаний кавитационной эрозии | 2020 |
|
RU2739145C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ УЛЬТРАЗВУКОВОЙ ЛИПОСАКЦИИ | 2003 |
|
RU2247544C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ВНЕШНЕЙ УЛЬТРАЗВУКОВОЙ ЛИПОСАКЦИИ | 2010 |
|
RU2440165C1 |
| Способ определения сопротивления излучения пьезокерамического преобразователя и устройство для его осуществления | 1989 |
|
SU1755170A1 |
| УЛЬТРАЗВУКОВАЯ КОЛЕБАТЕЛЬНАЯ СИСТЕМА | 2008 |
|
RU2384373C1 |
| Устройство для проведения хирургических операций с применением ультразвуковых колебаний | 2021 |
|
RU2774586C1 |
| СПОСОБ ИЗМЕРЕНИЯ ЭЛЕКТРИЧЕСКИХ ПАРАМЕТРОВ ПЬЕЗОЭЛЕКТРИЧЕСКИХ ПРЕОБРАЗОВАТЕЛЕЙ | 2023 |
|
RU2829570C1 |
| Способ управления процессом ультразвуковой сварки | 1981 |
|
SU996140A1 |
MmpaafyKogpu инструмегт.
