Электрогидравлические приводы машины для контактной электросварки, осуществляющие автоматическую подачу закрепленного в подвижной колонне машины свариваемого изделия по требуемому закону во времени, известны.
В предлагаемом электрогидравлическом приводе машины для контактной сварки, с целью повышения быстродействия электрогидравлического привода, применены два отдельных гидравлических приводных механизма, один из которых служит для подачи изделия в период подогрева и состоит из двух поочередно работающих гидравлических цилиндров и приводимого ими в возвратно-поступательное движение ползуна с копирной линейкой, а второй - для подачи изделия в период осадки и представляет собой гидравлический цилиндр, шток поршня которого непосредственно соединен с подвижной колонной машины.
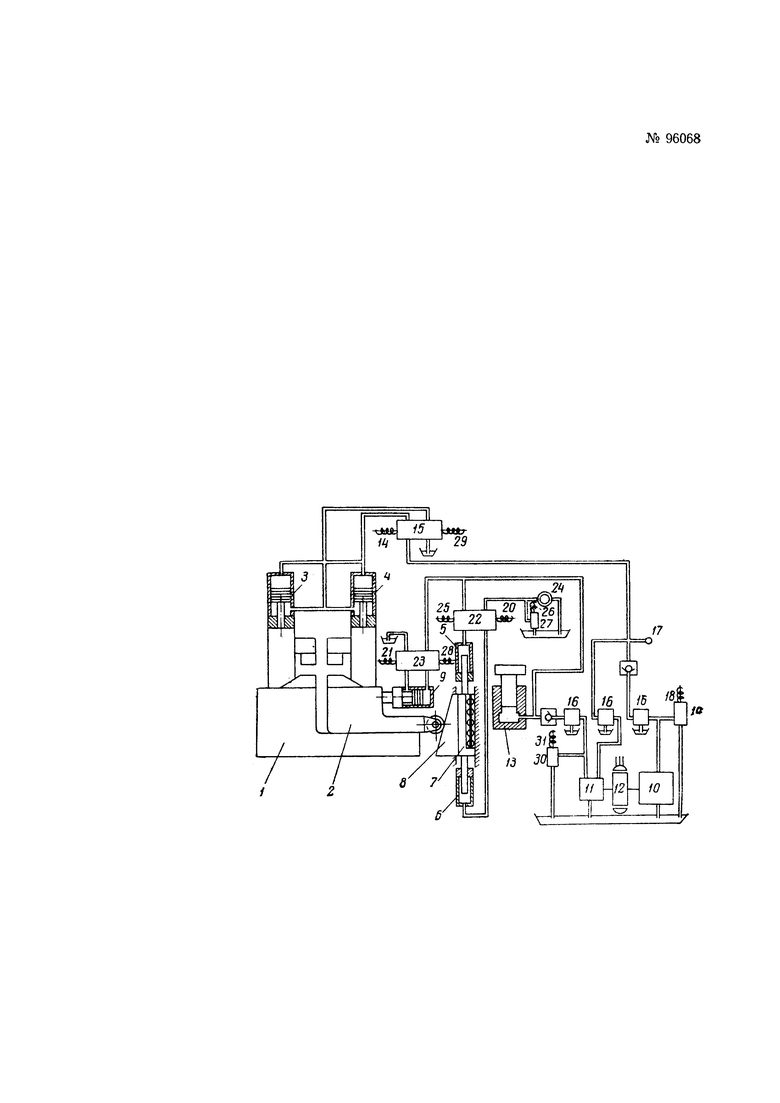
На чертеже представлена принципиальная схема привода.
Сварочная машина схематически показана в виде неподвижной колонны 1 и подвижной колонны 2 с прижимными гидравлическими цилиндрами 3 и 4. Гидравлический приводной механизм для подачи изделий в период подогрева состоит из двух гидравлических цилиндров 5 и 6 плунжерного типа, взаимодействующих с ползуном 7 копирной линейки 8. Гидравлический привод 9 служит для подачи изделия в период осадки. Гидравлическая система питается от двух насосов 10 и 11, приводимых в действие от одного электродвигателя 12.
Насос 10 шестеренчатого или лопастного типа большой производительности служит для быстрого опускания и подъема верхних прижимов при пониженном давлении. Насос 11 трехплунжерный, малой производительности, высокого давления служит для зарядки пружинного аккумулятора 13 и создания прижимного давления. Один плунжер этого насоса работает на питание гидравлических прижимных цилиндров 3 и 4, а два других плунжера работают на аккумулятор 13, к которому подключена нагрузка.
Действие привода осуществляется следующим образом.
При включении электромагнита 14 переключатель переводится для подачи масла в верхние полости прижимных цилиндров 3 и 4. При достижении прижимами нижнего положения давление в системе возрастает и достигает величины, на которую отрегулирован клапан 16. Реле 17 давления срабатывает, и через электромагнит 18 золотника 19 переводит насос 10 на холостой ход. Реле 17 давление одновременно дает команду на включение электромагнитов 20 и 21, управляющих золотниками 22 и 23. При этом обратная полость горизонтального цилиндра привода 9 и цилиндр 6 привода линейки 8 сообщаются с напорной магистралью от аккумулятора, благодаря чему подвижная колонна 2 прижимается к линейке 8, а последняя начинает равномерно двигаться вверх, подавая колонну вперед. Скорость движения колонны определяется уставкой регулятора 24 скорости, через который в это время из цилиндра 5 масло проходит на слив. Поскольку профиль линейки выбирается со все возрастающим наклоном, движение колонны получается ускоренным. Если в стыке получилось короткое замыкание, реле контроля величины тока или напряжения в стыке переключает электромагниты 20 и 25 и золотник 22 переводится в противоположное направление.
После перевода золотника 22, цилиндр 5 оказывается подключенным к напорной магистрали, а масло из цилиндра 6 вытесняется на слив через тот же регулятор 24 скорости, в результате чего скорость движения линейки назад будет равна скорости хода вперед. При необходимости иметь обратную скорость больше скорости хода вперед, одновременно с включением электромагнита 25 включается электромагнит 26 клапана 27.
В момент, когда стык разрывается и напряжение в стыке становится равным напряжению холостого хода трансформатора на данной его ступени, реле снова включает электромагнит 20 и отключает электромагниты 25 и 28. Копирная линейка снова идет вверх и подает колонну вперед до нового короткого замыкания.
Когда температура в стыке достигает такой величины, при которой скорость движения подвижной колонны соответствует скорости оплавления, автоматически начинается непрерывное оплавление, поддерживаемое за счет возрастающей скорости движения колонны. После прохождения колонной определенного пути, контролируемого конечным выключателем, последний дает команду на отключение электромагнита 21 и включение электромагнита 28, реверсивный золотник 23 переводится, и цилиндр 9 со стороны поршня подключается к напорной магистрали от аккумулятора, а полость со стороны штока переводится на слив. При этом подвижная колонна 2 с большой скоростью движется вперед для осадки, причем между роликом подвижной колонны и копирной линейкой образуется зазор.
Сварочный ток отключается другим конечным выключателем. Если необходимо довести изделие до заданного размера, отключение сварочного тока производят в конце хода подвижной колонны, когда она упрется в имеющийся на ней специальный ограничитель, т.е. осуществляют прессование стыка с одновременным дополнительным нагревом его током.
Для освобождения изделия отключается электромагнит 14 и включается электромагнит 29 в результате чего реверсивный золотник 15 переводится в другое положение и соединяет верхние полости цилиндров 3 и 4 со сливом, а нижние полости подключает к насосу 10. В верхнем положении прижимов от конечного выключателя отключается электромагнит 29 и масло в цилиндрах 3 и 4 запирается золотником 15, а насос 10 через клапан-золотник 19 снова переводится на холостой ход.
Для возврата подвижной колонны в исходное положение отключаются электромагниты 28 и 20 и включаются 21, 25 и 26. При этом колонна и копирная линейка быстро идут назад, и машина оказывается готовой к новому циклу.
Ввиду того, что в работе возможны паузы, в схеме предусмотрен золотник 30, назначение которого переводить насос 11 на холостой ход. Управление электромагнитом 31 золотника 30 производится автоматически от двух конечных выключателей аккумулятора, установленных в верхнем положении, и в промежуточном положении плунжера аккумулятора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидравлический пресс | 1977 |
|
SU737242A1 |
| Система управления гидравлическим прессом | 1980 |
|
SU891482A1 |
| Способ автоматизации работы подающего аппарата пилигримового стана | 1960 |
|
SU142617A1 |
| Машина для сварки трением | 1982 |
|
SU1127725A1 |
| Транспортное средство | 1980 |
|
SU962039A1 |
| С.ИСТЕМА УПРАВЛЕНИЯ ГИДРАВЛИЧЕСКИМ ВИНТОВЫМ | 1968 |
|
SU206982A1 |
| Транспортное средство | 1989 |
|
SU1652115A1 |
| Транспортное средство | 1985 |
|
SU1355506A1 |
| МЕХАНИЗМ ЭЛЕКТРОГИДРАВЛИЧЕСКОГО ПРЕСЕЛЕКТИВНОГО | 1965 |
|
SU176175A1 |
| Система управления гидравлическим прессом | 1983 |
|
SU1098831A1 |
Электрогидравлический привод машины для контактной электросварки, осуществляющий автоматическую подачу закрепленного в подвижной колонне машины свариваемого изделия по требуемому закону во времени, отличающийся тем, что, с целью повышения быстродействия, применены два отдельных гидравлических приводных механизма, один из которых служит для подачи изделия в период подогрева и состоит из двух поочередно работающих гидравлических цилиндров и приводимого ими в возвратно-поступательное движение ползуна с копирной линейкой, а другой - для подачи изделия в период осадки и представляет собой гидравлический цилиндр, шток поршня которого непосредственно соединен с подвижной колонной машины.
