(54) /ПАТРИЦА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ТУГОПЛАВКИХ /VlETAЛЛOB
| название | год | авторы | номер документа |
|---|---|---|---|
| Матрица для прессования круглых прутков | 1981 |
|
SU975135A1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ПРУТКОВ | 1996 |
|
RU2115498C1 |
| Матрица для прессования изделий | 1979 |
|
SU810328A1 |
| Заготовка для получения изделий прессованием через матрицу | 1975 |
|
SU560658A1 |
| Матрица для прессования профилированных заготовок и способ ее изготовления | 1986 |
|
SU1389989A1 |
| Инструмент для прессования полых профилей из тугоплавких металлов | 1984 |
|
SU1207547A1 |
| Матрица для экструдирования изделий | 1979 |
|
SU776692A1 |
| СПОСОБ ПРЕССОВАНИЯ ПРЯМОУГОЛЬНЫХ ПРОФИЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И МАТРИЦА ДЛЯ РЕАЛИЗАЦИИ ДАННОГО СПОСОБА | 2003 |
|
RU2255823C1 |
| Контейнер для горячего уплотнения порошков тугоплавких металлов | 1980 |
|
SU865532A1 |
| Способ полунепрерывного экструдирования легких сплавов | 1976 |
|
SU603455A1 |
Изобретение относится к обработке металлов давлением, в частности к изготовлению прессованных изделий.
Известна матрица для прессования изделий тугоплавких металлов, содержащая заходный конусообразный ступенчатый и формующий участки.
В этой матрице поверхность входного участка имеет многоступенчатый прямоугольный профиль. Матрица позволяет разрушить грубую дендритную структуру литых материалов, осуществлять дискретную деформацию в области входного конуса 1.
Однако острые кромки входного участка могут быть разрущены из-за больших усилий при пресЬовании тугоплавких металлов. Равномерное распределение участков прямоугольной образующей входного конуса приводит к тому, что на участке последнего, прилегающего к формующей части матрицы, действуют значительные продольные и радиальные деформации прессуемого металла, скалывающие ступенчатый профиль на указанно.м участке. Кроме того, в данной конструкции матрицы не предусмотрена возможность применения смазки. Смазка заготовки в процессе течения металла
не производится, что приводит к снижению качества изделий. Смазки профиля входного участка данной матрицы также не предусмотрено.
Цель изобретения - разработка конструкции матрицы, позволяющей повысить ее стойкость и повысить качество изделий.
Указанная цель достигается тем, что в матрице для прессования изделий из тугоплавких металлов, содержащей заходный
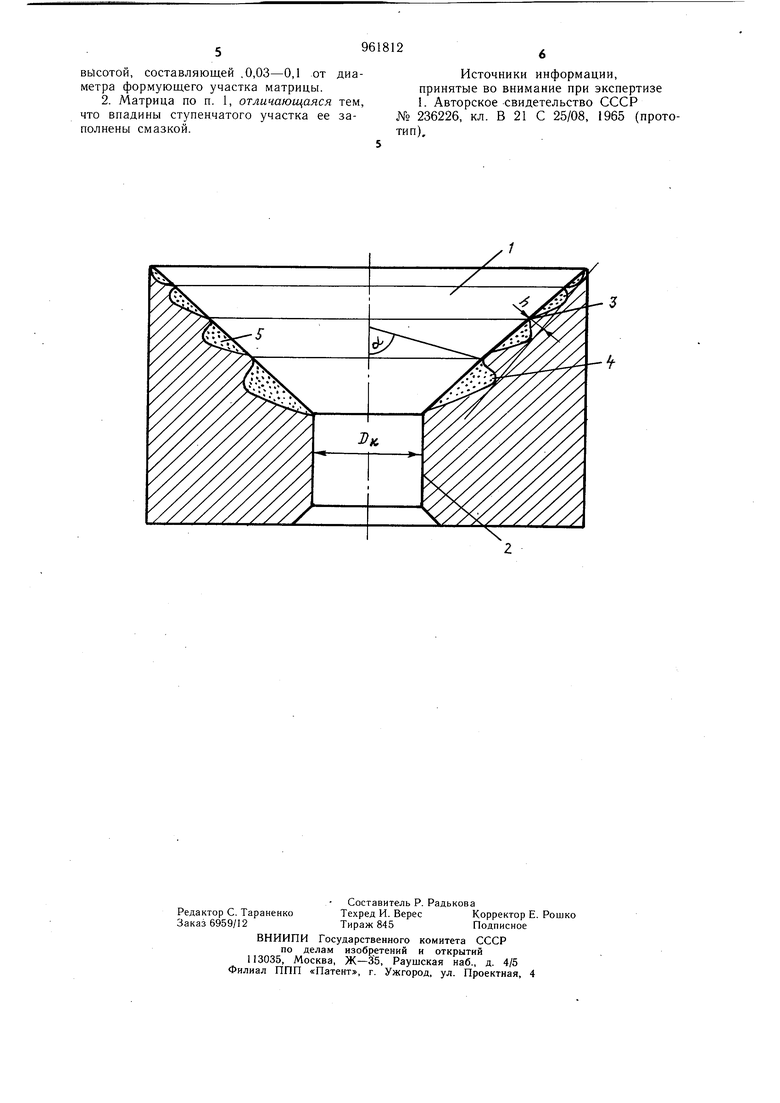
Q конусообразный ступенчатый и формующий участок, выступы и впадины ступенчатого участка выполнены наклонными в направлении истечения материала из матрицы под углом 45 - 89° к ее оси с увеличивающейся в том же направлении высотой, составляющей 0,03-0,1 от диаметра формующего участка матрицы.
При этом впадины ступенчатого участка матрицы могут быть заполнены смазкой. 20 На чертеже показана предлагаемая матрица.
Матрица содержит заходные 1 и фор- . мующий 2 участки, при этом заходный участок имеет выступы 3 и впадины 4 с высотой, увеличивающейся в направлении истечения металла. Впадины 4 матрицы заполнены смазкой 5.
Матрица работает следующим образом.
При движении вдоль заходного участка 1 матрицы металл постепенно выбирает смазку 5 из впадины и при подходе участка заготовки, прилегающего к заднему концу заготовки, металл движется практически по образующей профиля.
Тугоплавкие металлы обладают высокой прочностью при новыщенных температурах, поэтому процесс прессования осуществляют при 1200-2000°С. В процессе прессования наружные слои заготовки остывают значительно быстрее центральных, поэтому скорость их движения и деформации значительно меньше. Величина прессутяжины изделий главным образом зависит от разницы сдвиговых деформаций поверхностных слоев заготовки и ее середины. В описываемой матрице поверхностные слои заднего конца заготовки движутся по двум направляющим волнообразной кривой, при этом чередование движения поверхностных слоев вдоль и под углом к оси матрицы приводит к выравниванию интенсивностей деформации сдвига центральных и поверхностных слоев заготовки, что является существенным, в особенности для заднего конца заготовки, ответственного за формирование прессутяжины.
Наряду с этим литые тугоплавкие металлы в исходном состоянии, например после вакуумно-дугового или электроннолучевого переплава, имеют крупнокристаллическую структуру, приче.м зерна вытянуты вдоль оси кристаллизатора и имеют размеры до 5-15 мм. При первичной деформации, в качестве которой в основном используют прессование, зерна вытягиваются в продольном направлении, сужаясь в поперечном, что приводит к значительной анизотропии свойств во взаимно перпендикулярных направлениях.
Предлагаемая конструкция матрицы служит также для дробления дендритной структуры в продольном направлении, при этом при движении металла по двум направлениям вдоль входной части матрицы деформацию претерпевают не только слои металла, примыкающие к матрице, но и центральные слои заготовки, происходит выравнивание скоростей истечения слоев заготовки при прессовании, что снижает величину образования прессутяжины, и, следовательно, расход дорогостоящих материалов.
В описываемой конструкции происходит постоянное подавление роста деформаций и напряжений, особенно значительных на участке, примыкающем к месту сочленения заходной и формующей частей матрицы, являющейся границей геометрического очага деформации.
Такое течение металла существенным образом улучщает напряженное состояние
(схема всестороннего сжатия), появление растягивающих напряжений исключается, что повыщает качество пресс-изделий.
Увеличение высоты выступов и впадин к формующему участку матрицы, обусловлено тем, что наиболее интенсивный износ у матриц наблюдается в местах переходов воронки к формующему участку, при этом на рабочей поверхности матрицы образуются риски, задиры, вмятины, налипание металла.
Описываемая матрица благоприятствует равномерному нанесению смазки из впадин во время всего процесса, особенно в его заключительной стадии и в наиболее опасной с точки зрения разрущения матрицы - на входе в формующий участок.
Параметры ступеней матрицы выбраны из следующих соображений. При уменьщении высоты выступов h 0,03D) тонкий слой смазки не обеспечивает равномерного покрытия ею заготовки и выбирается в начале процесса истечения материала. С увеличением ,lDj( происходит затекание металла заготовки во впадины заходного участка, что приводит к преждевременному износу матрицы.
Оси выступов, впадин в этой матрице составляют с осью ее в направлении истечения металла угол меньше 90°(45-89°), что обеспечивает снижение величины «мертвых зон металла. При движении металла вдоль входного участка матрицы поверхностные слои заготовки постоянно входят в контакт со смазкой, выбирая ее из впадин-накопителей, что обеспечивает полный и равномерный расход смазки в процессе прессования, равномерное покрытие ею прессуемого металла, что приводит к повышению качества, в первую очередь, поверхностных слоев изделий, снижает расход металла при последующей механической обработке, а также повышает стойкость матриц за счет практически полного отсутствия контакта нагретой заготовки с поверхностными слоями .матрицы и связанными в связи с этим процессами разупрочнения матриц, возникновением дополнительных термонапряжений и т. д.
Формула изобретения
высотой, составляющей ,0,03-0,1 от диаметра формующего участка матрицы.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 236226, кл. В 21 С 25/08, 1965 (прототип).
/
