54) СОСТАВ СПЛАВА
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав сварочной проволоки | 1981 |
|
SU965679A1 |
| Шихта для порошковой проволоки | 1979 |
|
SU823043A1 |
| Состав электродного покрытия для сварки низколегированных высокопрочных сталей | 1986 |
|
SU1320040A1 |
| Состав электродного покрытия | 1980 |
|
SU933337A1 |
| Шихта порошковой проволоки | 1985 |
|
SU1328124A1 |
| Состав электродного покрытия | 1978 |
|
SU770706A1 |
| Сварочная проволока | 1991 |
|
SU1797546A3 |
| Проволока марки Св-08Х21Н10М2Г4АФБ для сварки высокопрочных сталей | 2022 |
|
RU2796567C1 |
| Состав сварочной проволоки | 1979 |
|
SU859086A1 |
| ПРИСАДОЧНЫЙ МАТЕРИАЛ НА ОСНОВЕ НИКЕЛЯ | 2015 |
|
RU2602570C1 |
Изобретение относится к сварке, в частности к составу сплава, применяемого преимущественно для сваро.чной проволоки. Известен состав сварочной проволоки Ullf содержащий следующие компоненты, вес.%: Углерод 0,006-0,03 КремнийО ,2-0 ,6
Марганец 0,3-0,7 хром11,5-13,5
Никель3 ,8-6,5
Ниобий0,1-1,0
Молибден0,1-0,7
иттрий0,01-0,1
ЖелезоОстальное
К недостаткам данного состава следует отнести склонность литого металла сварных швов к образованию холодных трещин и высокий уровень остаточных напряжений и деформаций в сварной конструкции.
Наиболее близким по составу является сплав, содержащий следующие компоненты, вес.%:
Углерод0,05-0,5
Марганец0,4-2
Кремний0,2-1
Хром 0,2-1,5
Никель.0,2-3,5
Молибден0,05-0,5
0,05-0,2
Ванадий
0,01-0,1
Титан
0,02-0,06
Алюминий
0,01-0,05
Барий
0,01-0,05
Стронций
Р едк о 3 емель ные
0,01-0,05
металлы 0,005-0,05
Пттрий Остальное
Железо
10 Однако металл шва, полученный при сварке с применением сварочной чпроволоки, изготовленной из извест- ного сплава, обладает недостаточной прочностью.
15
Цель изобретения - повышение прочности сварного пива.
Поставленная цель достигается тем, что сплав для сварочной проволоки, содержащий углерод, никель,
20 хром, молибден, ванадий, марганец, кремний, алюминий, иттрий, редкоземельный металл, барий и железо, содержит в качестве редкоземельного металла церрий, при следующем соот25ношении компонентов, вес.%:
Углерод 0,03-0,09 Никель4,5-22
Хром.0,15-2
Молибден0,5-4
Ванадий0,15-1
30 Марганец 0,7-2 0,3-1,5 Кремний Алюминий 0,1-0,5 Иттрий 0,05-0,1 0,002-0,05 0,005-0,05 Остальное Лучшую релаксацию напряжений об печивает мартенсит замещения, в структуре которого имеются свободные (подвижные) дислокации. Наличи дислокаций облегчает протекание ре лаксационных процессов путем микро плас ической деформации (локальног ,перемещения дислокаций на небольши расстояния). Для получения мартенсита замеще ния в наплавленном металле, химический состав металла шва должен быть подобран таким образом, чтобы - с одной стороны не происходило образования массивного феррита, а с другой - отсутствовал бы в больш количествах остаточный аустенит .(при низкой температуре начала - of - превращения) . Этим условиям отвечает введение в состав сплава для сварочной проволоки, вес.%: никеля ,0; хрома 0,15-2; молибдена 0,5-4,0; ванадия 0,15-1.,О. При указанных со держаниях элементов обеспечивается получение в металле шва малоуглеродистого никелевого мартенсита. В таком мартенсите достигается доста точно высокая плотность подвижных дислокаций (. см) , что способ ствует релаксации напряжений, возни кающих в процессе охлаждения металл шва и околошовной зоны. Никель является основным легирующим элементсян, участвующим зовании мартенсита замещения. Легирование никелем снижает сопротивление кристаллической решетки железа движению свободных дислокаций и уменьшает энергию взаимодействия дислокаций с атомами внедрения (угл рода и азота), поэтому облегчается релаксация напряжений и уменьшается склонность стали к хрупкому разрушению. Верхнее содержание никеля ограничивается тем, что он снижает температуру начала if - oi -превращения и способствует появлению в стру туре( остаточного аустенита. Нижнее сод жание никеля ограничено с цель исключить появление в структуре массивного феррита, поскольку после ний, подобно аустениту, резко снижает релаксационную способность мар тенсита. При указанных содержаниях хром упрочняет одновременно матрицу и границы зерен, в связи с этим, при возрастании прочности, пластичность и ударная вязкость практически не меняются. Повышенное содержание хрома приводит к охрупчиванию границ; зерен и межзерновых прослоек за счет появления избыточного количества карбидов, что приводит к существенному снижению пластичности и ударной вязкости. .При малых содержаниях никеля введение хрома способствует образованию мартенсита, снижая температуру начала Tf- ot -превращения. Ванадий и молибден снижают температуру начала 1Г - с -превращения, связывают углерод в карбиды и выводят его из твердого раствора, что повышает подвижность дислокаций, а .следовательно, и релаксационную способность мартенсита. Кроме того, ванадий и молибден, введенные в указанных количествах совместно, улучшают механические свойства сварного шва при комнатной и пониженных температурах. Введение ванадия и молибдена в больших количествах может привести к дисперсионному твердению мартенсита и охрупчиванию. Содержание углерода ограничивается 0,09 вес.% в связи с тем, что при повышенном его содержании атомы внедрения углерода блокируют дислокации. Блокировка дислокаций повышает сопротивление пластической деформации и, следовательно, снижает релаксационную способность мартенсита. Нижний предел 0,03 вес.% ограничивается лишь возможностями металлургического передела. Введение 0,05-0,1 вес.% иттрия в состав сплава позволяет улучшить механические свойства за счет измельчения структуры.металла шва и очищения границ зерен от примесей. Иттрий, обладая высоким сродством к кислороду и сере, благоприятно изменяет состав, форму и расположение неметаллических включений в металле шва. Нижний предел содержания иттрия 0,05 вес.% принят из условия существенного его влияния на структуру и релаксационную способность мартенсита. Верхний предел 0,1 вес.% обусловлен эффективностью и экономической целесообразностью. Наличие церия и выбор определенного сооотношения концентрации остальных компонентов, обусловливающих наличие мартенситной структуры, позволяет уменьшить склонность швов к порообразованию, так как .никель не только повышает пластичность, но и увеличивает склонность к порообразованию. Наличие в сплаве для сварочной проволоки таких сильных раскислителей, как иттрий, церий и алюминий, необходимых для глубокого раскисления металла сварочной ванны и связывания серы, приводит к ухудшению характеристик капельного пере-. носа электродного металла. Поэтому
в состав сплава для сварочной проволоки вводится барий, присутствие которого снижает потенциал ионизации горения дуги, что способствует ее стабилизации. Пределы содержания церия и бария приняты от значений , 0,002 и 0,005 вес.% соответственно, когда начинает проявляться влияние этих элементов на уменьшение порообразования и разбрызгивания металла при сварке в защитных газах, до значения 0,05 вес.%, выше которого эти элементы вводить экономически нецелесообразно.
Верхний предел содержания алюминия в составе сплава для сварочной проволоки ограничен 0,5 вес.% в связи с тем, что при повышенном его содержании появляется опасность охрупчивания шва при нагреве до 40050р°С. Это С5бъясняется тем, что растворимость алюминия в мартенсите низка и при нагреве металла шва происходит выделение интерметаллидных частиц типа , .Нижний предел ограничивается началом раскисляющего действия алюминия. Алюминий вводится также с целью нейтрализации вредного влияния сульфидов на стойкость металла шва против образования горячих трещин при сварке. Неизбежные в металле шва сульфиды оказываются связанными с карбидами алюминия в труднорастворимые соединения.
Марганец и кремний являются необ}{одимыми элементс1ми в сплаве для сварочной проволоки, предназначенной для сварки в активных защитных газах. Верхние пределы содержания
марганца и кремния ограничены соответственно 2,0 и 1,5 вес.% из-за того, что при их избытке заметно снижаются пластические свойства металлов шва. Нижние пределы содержания
марганца и кремния (0,7 и 0,03 вес.% соответственно)приняты, исходя из необходимости обеспечения надлежащей макроструктуре сварного шва (без пор, шлаковых включений),
так как при этих содержаниях и выше получаются продукты раскисления с относительно невысокой температу- рой плавления, что облегчает их коагуляцию и удаление на поверхность ванны.
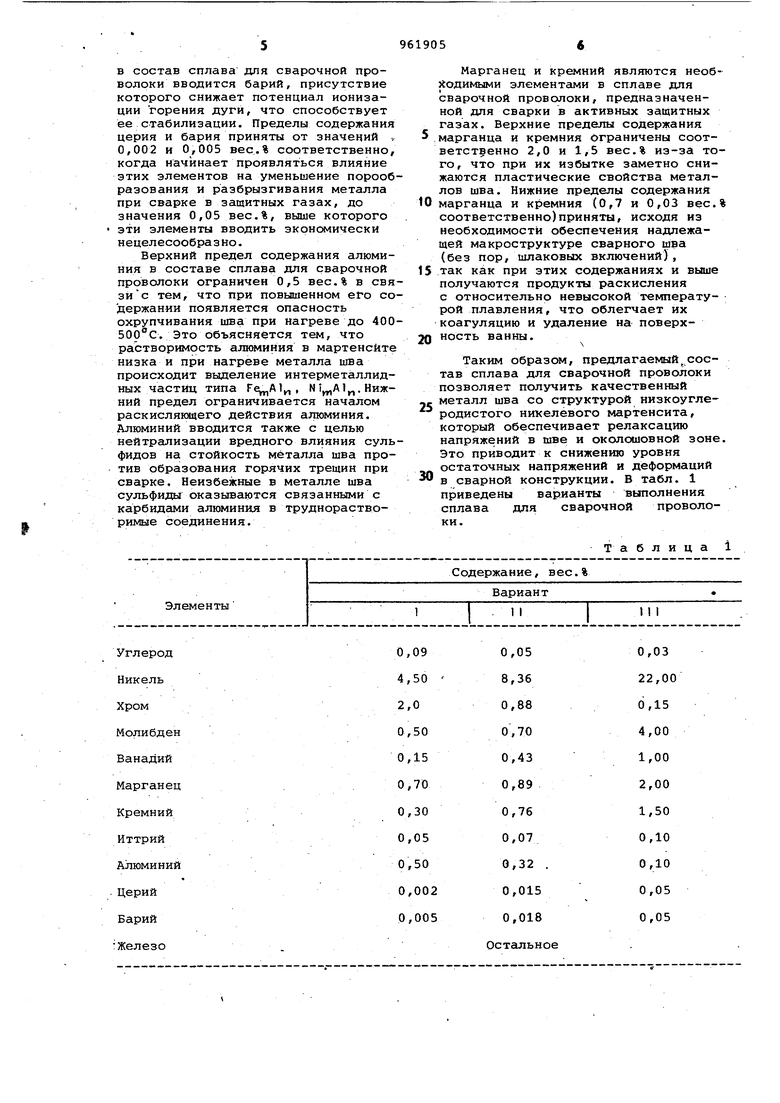
Таким образом, предлагаемый состав сплава для сварочной проволоки позволяет получить качественный металл шва со структурой низкоугле5родистого никелевого мартенсита, который обеспечивает релаксацию напряжений в шве и околошовной зоне. Это приводит к снижению уровня остаточных напряжений и деформаций
0 в сварной конструкции. В табл. 1 приведены варианты выполнения сплава для сварочной проволоки.
Таблица 1
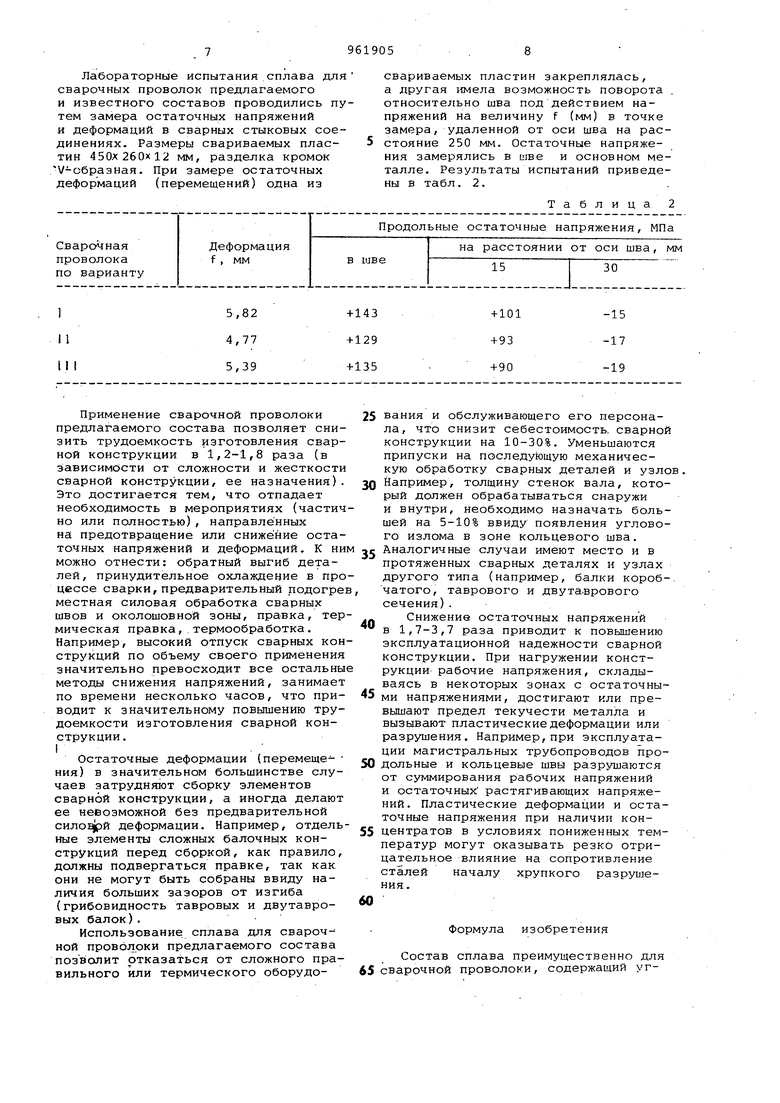
Лабораторные испытания сплава для сварочных проволок предлагаемого и известного составов проводились путем замера остаточных напряжений и деформаций в сварных стыковых соединениях. Размеры свариваемых пластин 450x260x12 мм, разделка кромок V-образная. При замере остаточных деформаций (перемещений) одна из Применение сварочной проволоки предлагаемого состава позволяет снизить трудоемкость изготовления сварной конструкции в 1,2-1,8 раза (в зависимости от сложности и жесткости сварной конструкции, ее назначения). Это достигается тем, что отпадает необходимость в мероприятиях (частич но или полностью) , направленных на предотвращение или снижение остаточных напряжений и деформаций. К ни можно отнести: обратный выгиб деталей, принудительное охлаждение в про цессе сварки, предварительный подогре местная силовая обработка сварных швов и околошовной зоны, правка, тер мическая правка, термообработка. Например, высокий отпуск сварных кон струкций по объему своего применения значительно превосходит все остальны методы снижения напряжений, занимает по времени несколько часов, что приводит к значительному повышению трудоемкости изготовления сварной конструкции. Остаточные деформации (перемещения) в значительном большинстве случаев затрудняют сборку элементов сварной конструкции, а иногда делают ее невозможной без предварительной деформации. Например, отдель ные элементы сложных балочных конструкций перед сборкой, как правило, должны подвергаться правке, так как они не могут быть собраны ввиду наличия больших зазоров от изгиба (грибовидность тавровых и двутавровых балок). Использование, сплава для сварочной проволоки предлагаемого состава позволит отказаться от сложного правильного или термического оборудосвариваемых пластин закреплялась, а другая имела возможность поворота , относительно шва под действием напряжения на величину f (мм) в точке замера, удаленной от оси шва на расстояние 250 мм. Остаточные напряжения замерялись в шве и основном металле. Результаты испытаний приведены в табл. 2.
Таблица 2 вания и обслуживающего его персонала, что снизит себестоимость, сварной конструкции на 10-30%. Уменьшаются припуски на последующую механическую обработку сварных деталей и узлов. Например, толщину стенок вала, который должен обрабатываться снаружи и внутри, необходимо назначать большей на 5-10% ввиду появления углового излома в зоне кольцевого шва. Аналогичные случаи имеют место и в протяженных сварных деталях и узлах другого типа (например, балки короб-, чатого, таврового и двутаврового сечения). Снижение остаточных напряжений в 1,7-3,7 раза приводит к повышению эксплуатационной надежности сварной конструкции. При нагружении конструкции рабочие напряжения, складываясь в некоторых зонах с остаточными напряжениями, достигают или превышают предел текучести металла и вызывают пластические деформации или разрушения. Например,при эксплуатации магистральных трубопроводов продольные и кольцевые швы разрушаются от суммирования рабочих напряжений и остаточных растягивающих напряжений. Пластические деформации и остаточные напряжения при наличии концентратов в условиях пониженных температур могут оказывать резко отрицательное влияние на сопротивление сталей началу хрупкого разрушения. Формула изобретения Состав сплава преимущественно для сварочной проволоки, содержащий углерод никель, хром, молибден, ванадий, марганец, кремний, алюминий, иттрий, редкоземельный металл, барий и железо, отличающийся таи, что, с целью повьипения прочности сварного шва, он содержит в качестве редкоземельного металла це)рий при следующем соотношении ксмпонентов, вес.%:
УглеродО,03-0,09
Никель4,5-22
Хром0,15-2
Молибденр;5-4
бангщий0,15-1
0,7-2 0,3-1,5 0,1-0,5 0,05-0,1 0,002-0,05 0,005-0,05 Остальное
Источники информации, принятые во внимание при экспертизе
