1
Изобретение относится к машиностроению и может быть использовано в отраслях народного хозяйства, где имеет место использование шпиндельной вибрационной отделки поверхностей деталей в абразивной среде.
Известен станок, предназначенный для виброшпиндельной отделки деталей, содержаш,ий корпус, упруго установленную на корпусе, заполненную абразивной средой, имеющую приводной вал кольцевую камеру, колонну с вертикальными направляюш,ими, а также содержащий щпиндельный блок, снабженный рабочими шпинделями для установки обрабатываемых деталей двигателем, приводным валом и редуктором, установленный на колонне механизм подъема и опускания шпиндельного блока, при этом приводные валы кольцевой камеры и шпиндельного блока расположены соосно и соединены с возможностью перемещения одного из валов внутри другого без потери кинематической связи, а рабочие шпиндели упруго установлены в корпусе редуктора шпиндельного блока с возможностью совершения винтовых перемещений, причем редуктор со1ер}йит планетарный инерционноимпульсный механизм и косоэубую планетарную передачу с заторможенным водилом, центральные солнечные шестерни которых жестко соединены между собой и свободно установлены на приводном валу шпиндельного блока, при этом сателлиты косозубой планетарной передачи жестко закреплены на рабочих шпинделях, а приводной вал кольцевой камеры кинематически связан с ней через косозубый планетарный инерционноимпульс ный механизм, центральная косозубая солнечная Шестерня которого закреплена на дне кольцевой камеры.
Такой станок позволяет повысить производительность и улучшить качество отделки поверхностей деталей вследствие высокой скорости относительно скольжения и соударения обрабатываемых поверхностей и частиц рабочей среды 1.
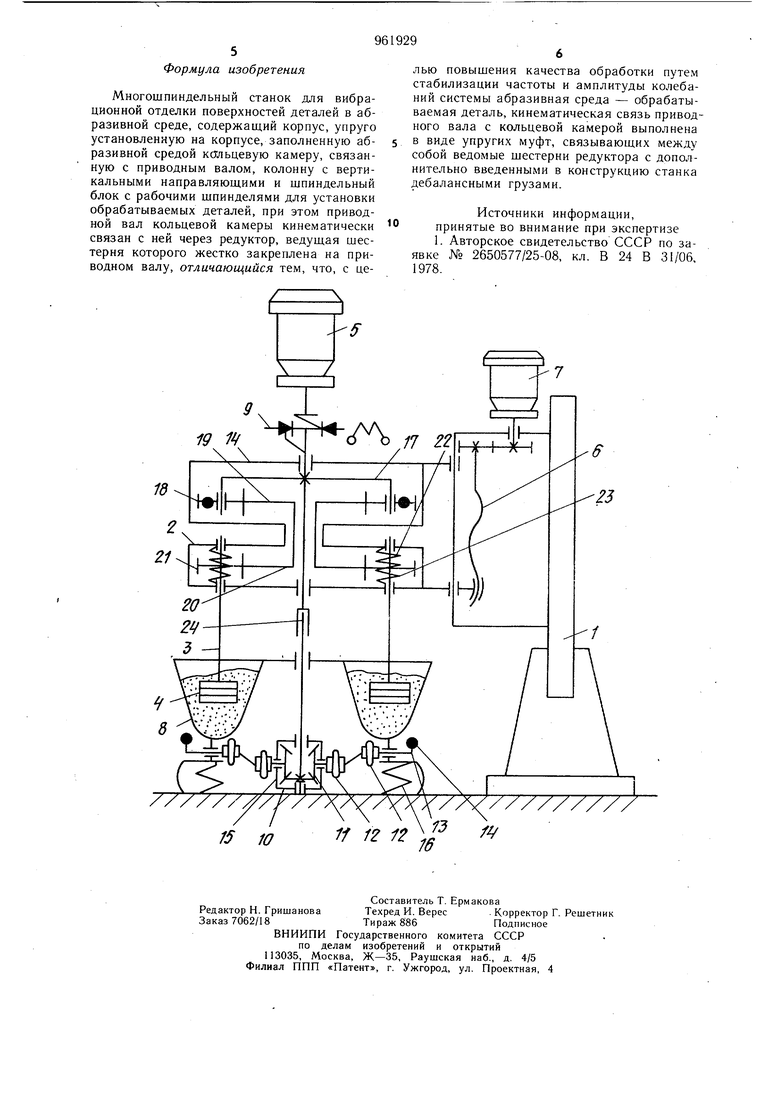
Однако работа импульсатора зависит от сопротивления, возникающего между абра2Q зивной средой и обрабатываемой деталью, которые в свою очередь находятся в зависимости от размера обрабатываемой детали и плотности абразивной среды. В связи с этим при малых размерах детали или малой плотности абразивной среды, интенсивность обработки деталей и производительность станка резко падает, так как импульсатор при вышеуказанных условиях не создает вибраций. А наличие двух импульсаторов усложняет конструкцию и снижает надежность станка. Цель изобретения - повышение качества обработки путем стабилизации частоты и амплитуды колебаний системы абразивная среда - обрабатываемая деталь. Поставленная цель достигается тем, что в многошпиндельиом станке для вибрационной отделки поверхности деталей в абразивной среде содержащем корпус, упруго, установленную на корпусе, заполненную абразивной средой кольцевую камеру, связанную с приводным валом, колонну с вертикальными направляющими и шпиндельный блок с рабочими шпинделями для установки обрабатываемых деталей, в котором кинематическая связь приводного вала с кольцевой камерой выполнена в виде упругих муфт, связывающих между собой ведомые шестерни редуктора с введенными в конструкцию станка дебалансными грузами. На чертеже схематически представлен многошпиндельный станок для виброотделки поверхностей деталей. Станок содержит колонну 1 с вертикальными направляющими, шпиндельный блок 2, включающий 3 себя рабочие шпиндели 3 для установки обрабатываемых деталей 4, редуктор привода шпиндельного блока с приводным двигателем 5 и винтовую передачу б с механизмом подъема и опускания шпиндельного блока и двигателя 7, кольцевую камеру 8 с абраз шной средой, приводной вал 9Ведущий элемент вибратора выполнен в виде конической шестерни 10, неподвижно соединенной с приводным валом 9 и связанной через конические (сателлиты) шестерни 11 и упругие муфты 12 с валом 13, на котором закреплены дебалансные грузы 14. Вал соединен с кольцевой камерой 8, опирающейся на корпус 15 через упругие элементы 16. При вращении ведущего водила 17 планетарного инерционноимпульсного механизма по часовой стрелке (если смотреть со стороны приводного двигателя) неуравновешенные сателлиты 18 обкатываются вокруг центральной солнечной шестерни 19. При этом, на последнюю действует знакопеременный вращающий момент, закон изменения которого носит синусоидальный характер. Импульсы вращающего момента, направление действия которых совпадает с направлением вращения водила 17 считаются положительными, импульсы противоположного направления - отрицательными. Импульсы повторяются через один оборот неуравновешенных сателлитов 18 и передаются на центральную солнечную шестерню, вызывая ее возвратно-вращательное движение. Величина импульсов зависит от трения между обрабатываемой деталью и абразивной средой. Возвратно-поступательное движение преобразуется с помощью косозубой центральной солнечной шестерни 20 и сателлитов косозубой планетарной передачи 21 в возвратно-вращательное и возвратно-поступательное движение рабочих шпинделей 3 шпиндельного блока с обрабатываемыми деталями 4. Рабочие шпиндели 3, совершая сложное движение в зависимости от направления импульса вращающего момента, вызывают деформацию упругих элементов 22 и 23. Последние обеспечивают плавность возвратно-поступательного движения рабочих шпинделей 3 с обрабатываемыми деталями 4. Вследствие того, что положительные импульсы вращающего момента по величине несколько больше отрицательных импульсов (на величину сил трения в импульсаторе), имеет место медленное одностороннее вращение рабочих шпинделей 3 с обрабатываемыми деталями относительно своих осей. Одновременно с этим введенный в схему вибратор сообщает рабочей среде дополнительное движение. При вращении ведущей конической шестерни 10, жестко соединенной с приводным валом двигателя 7, вращаются с постоянной частотой конические-шестерни 11, приводящие во вращение валы 13 с неуравновешенными грузами 14 через упругие муфты 12. При этом возникают стабиль:1ые частоты и амплитуда колебаний вала 3 и связанной с ним кольцевой камеры 8 с абразивной средой, установленной на упругих элементах 16. Описанная работа станка соответствует рабочей позиции редуктора привода шпиндельного блока (крайнее нижнее положение). Установка шпиндельного блока в разгрузочно загрузочную позицию (крайнее верхнее положение) осуществляется с помощью винтовой передачи 6 механизма подъема и опускания. При этом, перемещение редуктора привода шпиндельного блока и шпиндельного блока с обрабатываемыми деталями вверх сопровождается изменением длины приводного вала за счет подвижного шлицевого соединения 24. Кроме того, подвижное шлицевое соединение 24 позволяет осуществлять перенастройку станка с целью изменения характера относительного движения шпиндельного блока с обрабатываемыми деталями и рабочей камерой с абразивной средой в зависимости от типа деталей и вида рабочей среды. Приведенная выше схема станка позволяет сообщить рабочим шпинделям шпиндельного блока с обрабатываемыми деталями сложные (возвратно-поступательное и возвратно-вращательное) связанные между собой движения, а кольцевая камера с абразивной средой - стабильную частоту и а.мплитуду колебаний.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многошпиндельный станок для вибрационной отделки поверхностей деталей | 1978 |
|
SU774924A1 |
| Устройство для обработки гранулированной рабочей средой | 1984 |
|
SU1237393A1 |
| Инерционно-импульсная механическая передача | 1980 |
|
SU956873A1 |
| Инерционно-импульсная механическая передача | 1979 |
|
SU881438A1 |
| Станок для многошпиндельной виброобработки деталей | 1973 |
|
SU607715A1 |
| Станок для фрикционно-механического нанесения покрытия на внутреннюю поверхность | 1987 |
|
SU1482979A1 |
| Станок для хонингования плоских поверхностей | 1988 |
|
SU1683992A1 |
| Станок для шпиндельной вибрационной обработки деталей в абразивной среде | 1985 |
|
SU1283058A1 |
| ШПИНДЕЛЬНЫЙ УЗЕЛ МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 1996 |
|
RU2107592C1 |
| Буровой станок | 1987 |
|
SU1504322A2 |
