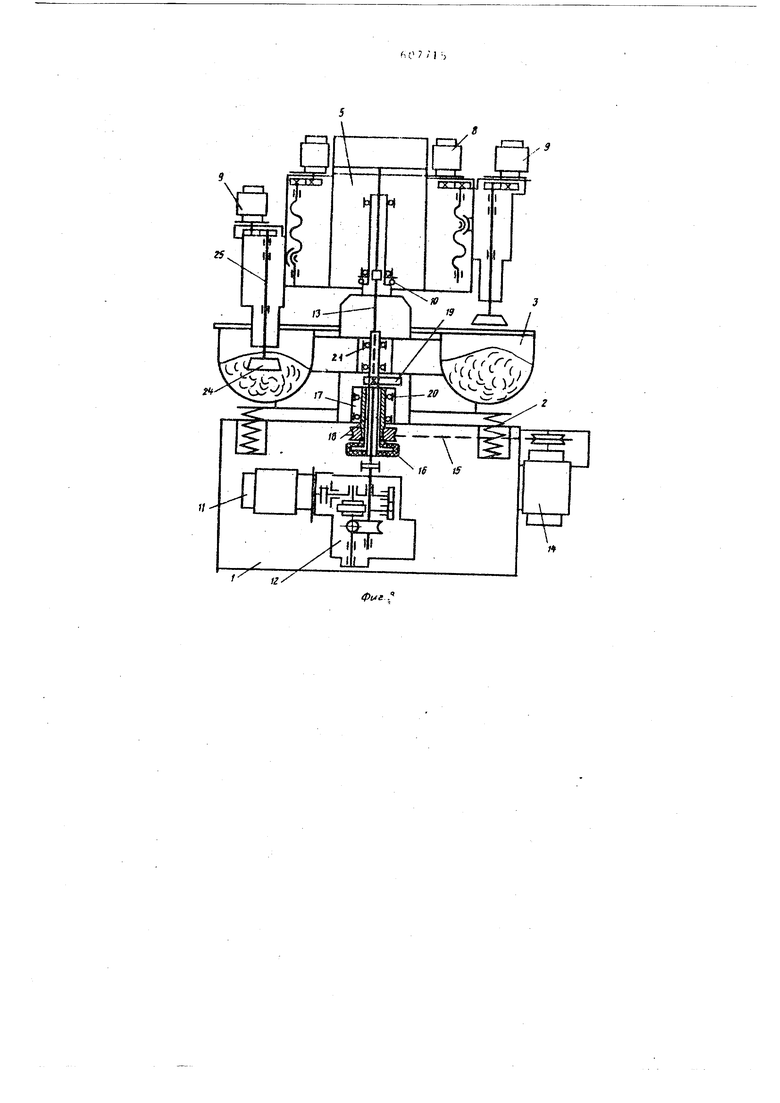
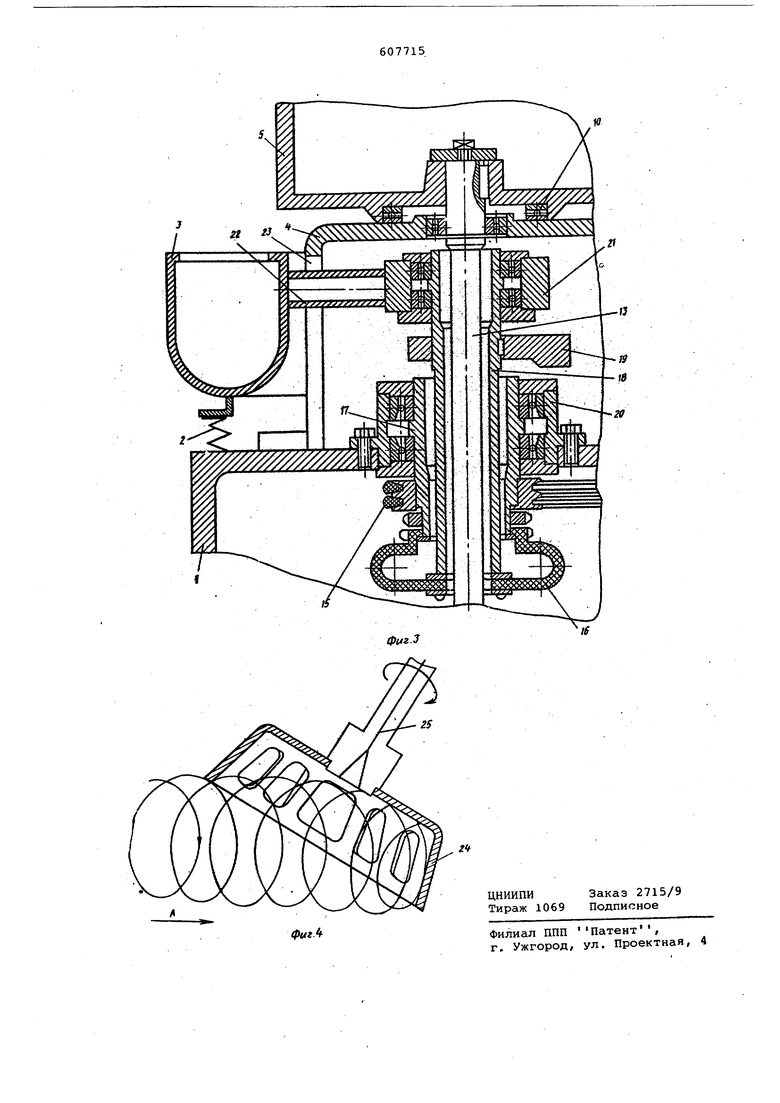
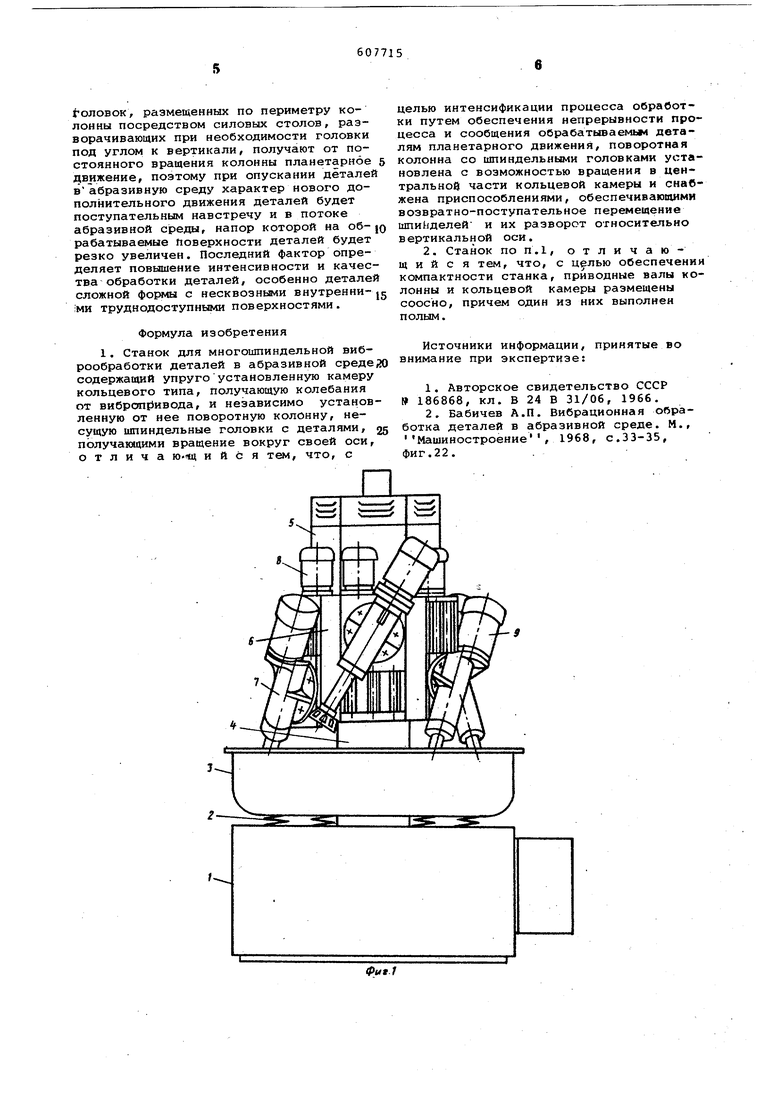
но вокруг жестко закрепленной на основании и служащей его продолжением стой ки 4, На верхний торец стойки посажена ПОСТОЯННС5 вращающаяся колонна 5, по пе {эйметру которой размещены силовые столы 6 (например, шесть столов), несущие шпиндельные головки 7, Каждый стол 6 имеет индивидуальный привод 8 возвратно-поступафёльного движения по вертикали и регулируемого разворота под углом к ней шпиндельной головки 7 при опускаНИИ детали в абразивную среду, загружаемую в виброкамеру 3. Каждая шпиндельная головка 7 снабжена индивидуальным реверсируемым приводом 9 вращения tnnHHделя. Колонна 5, посаженная на стойку 4 через упорный подшипниковый узел 10, снабжена приводом 11 постоянного вращения ее вокруг собственной оси, совпада.ющей с осью симметрии кольцевой виброкамеры 3 и стойки 4, Крутящий момент от привода 11 на колонну 5 передается через редуктор 12 и приводной вал 13 колонны,, также расположенный на оси .симметрии устройства при концентричном .размещении колонны 5 и виброкамеры 3.. Виброкамера 3 получает колебание от вибропривода 14 через клиноременную передачу 15, эластичную муфту 16, насажен ную одним концом на промежуточный вал 17, а вторым соединенную с приводным валом 18 виброкамеры 3„ На валу 18 установлен дебалансный груз 19 Для обеспечения компактности устройства приводные валы -13 и 18 размещены на одной оси, в связи с чем приводной вал 18 выполнен полш и внутри него независимо от него проходит приводной вал 13 колонны. . Для исключения воздействия колебаний вала 18 виброкамеры, несущего дебалансный .груз 19, на размещенный внутри него вал 13, а также на опорный элемент ее (основание 1 и стойку 4) при крутящего момента от вибропривода 14 на приводной вал 18 промежуточный вал 17 виброкамеры выполнен полым для свободного прохода через него вала 18 и установлен в подшипниковом узле 20 Последний смонтирован во внутренней полости неподвижного опорного элемента колонны, в данном случае стойки 4, и жестко соединен с ., а эластичная муфта 16,соединяющая промежуточный вал 17 с приводным валом 18 виброкамеры 3, снабжена сквозным отверстием для проко да через нее приводного вала 13 колонны 5, Для независимогр размещения вибро камеры 3 вокруг постоянно .ющайся колонны 5 кольцо виброкамеры 3 связано с подшипниковым узлом 21 ее приводногоу вала 18 жесткиг и соединительными элементами 22, выполненными, например, в вила €тяжек. Подшипниковый узел 21 размещен во внутренней полости опорного элемента стойки 4 независимо от нее. Соединительные элементы 22 свободно проходят через пазы 23 в стенках стойки 4, которые для удобства монтажа при использовании неразъемных соединительныз элементов 22 выполняются в виде вертикальных разре:зов от основания или верхнего торца стойки 4, а при использовании разъемных соединительных элементов 22 пазы могут быть выполнены и в виде отверстий произвольной формы. Колонна 5, размещаемая на верхнем торце неподвижного опорного элемента через подшипник, может быть смещена от оси симметрии опорного элемента и кольцевой виброкамёры.Детали 24 крепятся ла шпинделях 25 шпиндельных головок 7, Станок работает следующим образом. Включают привод виброкамеры, затем включают привод постоянного вращения колонны вокруг ее ос.и, вместе с вращением которой постоянное планетарное движение получают размещенные по периметру колонны шпиндельные головки, на шпинделях которых закреплены детали. Детали крепят в зоне загрузки-выгрузки станка в патроне каждой шпиндельной головки, находящейся в этот момент в : верхнем положении при отключенном приводе вращения,шпинделя шпиндельной головки. В конце зоны загрузки-выгрузки включают привод силового стола, который опускает загруженную головку в нижнее пЬложение и при необходимости разворачивает ее под углом к вертикали, оптимальным для данного типа деталей. При. погружении детали в абразивную среду, находящуюся в рабочем объеме, кольцевой виброкамёры, включают привод вращения шпинделя опущенной головки, и деталь начинает вращаться, Для равномерного удаления заусенцев со всех кромок и поверхностей детали: вращение шпинделя в рабочей зоне уст-. ройства реверсируется. При входе одной из шпиндельных головок в зону загрузки-выгрузки отключают привод вращения щпинделя,.включают привод возвратнопоступательного перемещения силового стола, последний выводит головку в ; верхнее положение, устанавливая ее по вертикали. Обработанная деталь заменяется новой, и цикл для данной шпиндельной головки повторяется. Поскольку колонна вращается постоянно, рабочий цикл для остальных головок, совершающих непрерывное планетарное движение, не прекращается, чем обеспечивается непрерывность процесса обработки. QTвращения шпинделями деталей вокруг собственных осей в рабочем объеме кольцевой виброкамеры возникает прост-. paliCTBeHHoe движение, под действием которого частицы абразивной среды перемещаются по винтовой траектории по кольцу виброкамеры, образуя основной направленный поток по стрелке А (фиг. 4), Детали, вращаемые шпинделями
4оловок, размещенных по периметру колонны посредством силовых столов, разворачивающих при необходимости головки под углом к вертикали, получают от постоянного вращения колонны планетарное 5 движение, поэтому при опускании деталей вабразивную среду характер нового дополнительного движения деталей будет поступательным навстречу и в потоке абразивной среды, напор которой на об-JQ рабатываемые Поверхности деталей будет резко увеличен. Последний фактор определяет повышение интенсивности и качества обработки деталей, особенно деталей сложной формы с несквозньвли внутренни-jg ;ми труднодоступными поверхностями.
Формула изобретения
1. Станок для многошпиндельной виброобработки деталей в абразивной средейО содержащий упруго установленную камеру кольцевого типа, получающую колебания от вибрсш1}ивода, и независимо установленную от нее поворотную колонну, несущую шпиндельные головки с деталями, 25 получающими вращение вокруг своей оси, о т л и ч а Ючд и и с я тем, что, с
.
целью интенсификации процесса обработки путем обеспечения непрерывности процесса и сообщения обрабатываемые деталям планетарного движения, поворотная колонна со шпиндельными головками установлена с возможностью вращения в центральной части кольцевой камеры и снабжена приспособлениями, обеспечивающими возвратно-поступательное перемещение шпинделей и их разворот относительно вертикальной оси.
2. Станок по п.1, отличающийся тем, что, с обеспечении компактности станка, приводные валы колонны и кольцевой камеры размещены соосно, причем один из них выполнен полым.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР 9 186868, кл. В 24 В 31/06, 1966.
2.Бабичев А.П. Вибрационная обработка деталей в абразивной среде. М.,
Машиностроение, 1968, с.33-35, фиг.22.
J
25
/ //X
/
| название | год | авторы | номер документа |
|---|---|---|---|
| Многошпиндельный станок для вибрационной отделки поверхностей деталей | 1980 |
|
SU961929A1 |
| УНИВЕРСАЛЬНЫЙ НАСТОЛЬНЫЙ СТАНОК | 2003 |
|
RU2264889C2 |
| Многошпиндельный станок для вибрационной отделки поверхностей деталей | 1978 |
|
SU774924A1 |
| Вертикальный многошпиндельный станок | 1990 |
|
SU1722701A1 |
| Многошпиндельный станок | 1981 |
|
SU1000169A1 |
| Многооперационный станок | 1979 |
|
SU880689A1 |
| МНОГОПОЗИЦИОННЫЙ СТАНОК С КРУГЛЫМ ДЕЛИТЕЛЬНЫМ СТОЛОМ | 1994 |
|
RU2108221C1 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
| ШЛИФОВАЛЬНО-ПОЛИРОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ТУРБ | 1995 |
|
RU2093340C1 |
| Устройство для обработки деталей | 1981 |
|
SU971631A1 |