1
Изобретение относится к конвейерным линиям для изготовления железобетонных изделий в формах и может быть использовано в промышленности сборного железобетона.
Известны конвейерные линии для изготовления железобетонных изделий, включающие верхний и нижний ярусы с горизонтальными направляющими, формовочное оборудование и камеру тепловой обработки, расположенные соответственно в верхнм и нижнем ярусе, формы-вагонетки, механизм шагового перемещения и приспособления для подъема и спуска форм-вагонеток 1, 2.
Основным недостатком таких конвейерных линий является низкая пропускная способность камер тепловой обработки, что приводит к значительному увеличению длнны и снижению производительности конвейерной линии Б целом.
Цель изобретения - повышение производительности и сокращение производственных площадей.
Достигается это тем, что конвейерная линия содержит верхний и нижний ярусы с горизонтальными направляющими, формовочное оборудование и камеру тепловой обработки, расположенные соответственно в верхнем и нижнем ярзсе, формы-вагонетки,
механизм шагового перемещения и приспособления для подъема и спуска формвагонеток, причем горизонтальные направляющие форм-вагонеток нижнего яруса попарно установлены в камере тепловой обработки, образуя две разнесенные по высоте колеи, верхняя из которых шире нижней, при этом механизм шагового перемещения выполнен в виде каретки с наклонными направляющими, а приспособления для подъема н спуска форм-вагонеток - в виде поворотных в вертикальной плоскости платформ.
Кроме того, каждое колесо формы-ваго15 нетки выполнено с центральной ребордой, поддон формы-вагонетки снабжен опорными роликами, а наклонные направляющие механизма шагового перемещения соединены с рамой каретки шарнирно.
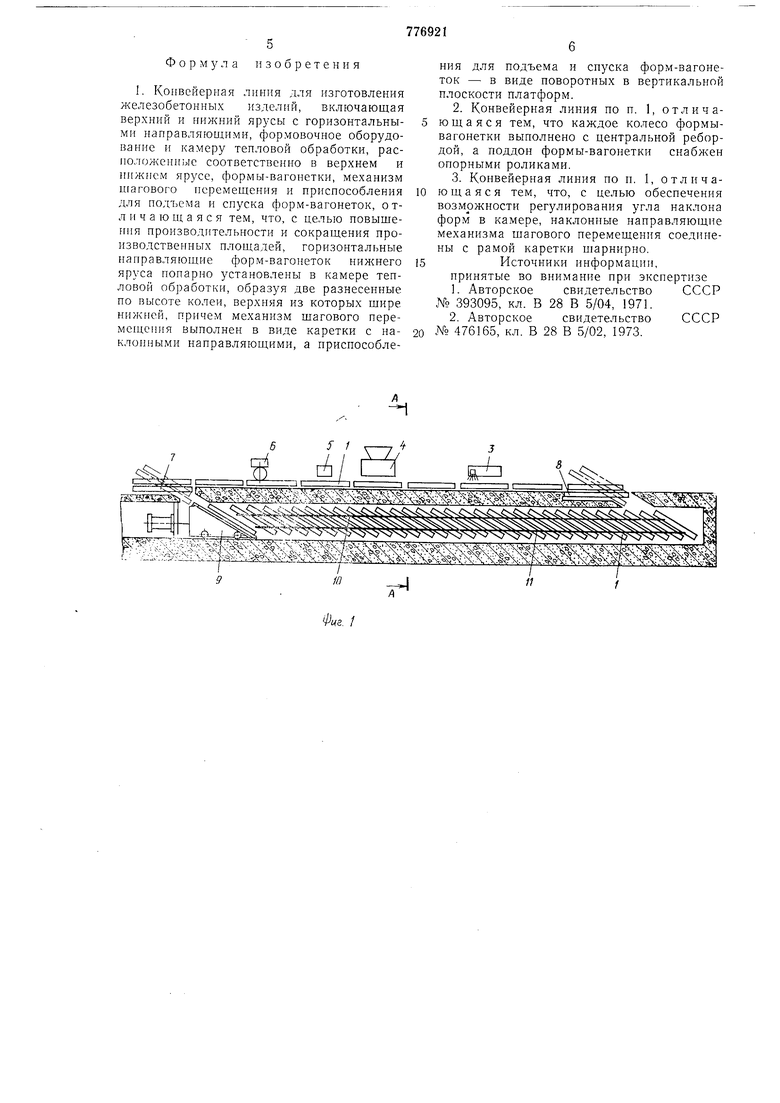
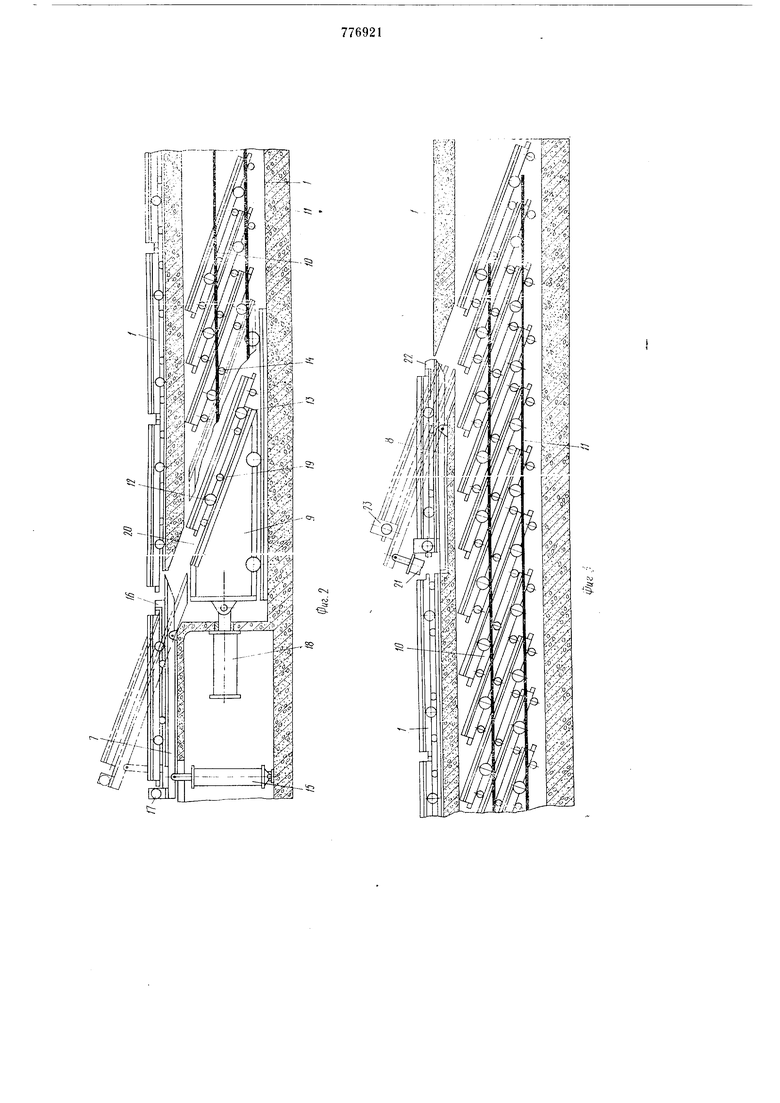
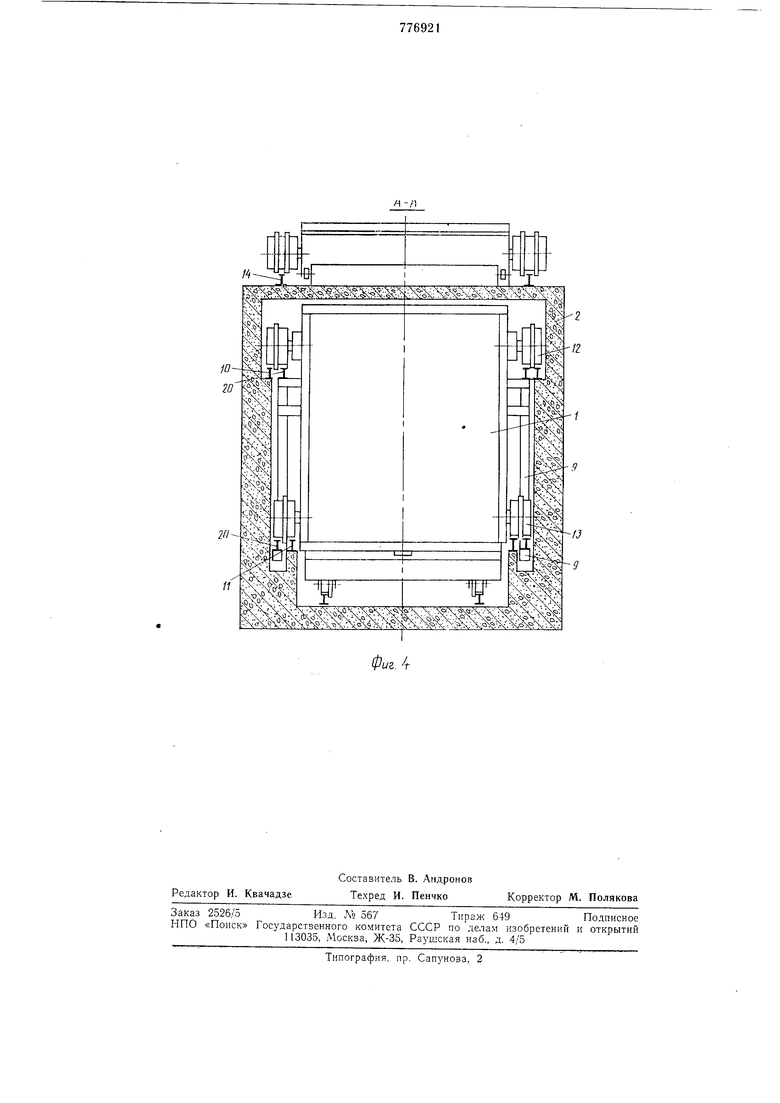
20 Иа фиг. 1 изображена конвейерная линия, общий вид; на фиг. 2 - конвейерная линия с приспособлением для спуска формвагонеток; на фиг. 3 - изображена конвейерная линия с приспособлением для
25 подъема форм-вагонеток; на фиг. 4 - разрез А-А фиг. 1.
Конвейерная линия представляет собой двз хъярусный конвейер, на верхнем ярусе которого расположены формы-вагонетки 1,
30 установленные на горизонтальных направляющих - рельсах 2, устройство для чистки и смазки форм 3, бетоноукладчик 4, вибронасадок 5, устройство для затирки поверхности изделий 6, а также присиособления для спуска 7 и подъема 8 форм-вагоиеток.
Нижний ярус представляет собой щелевую камеру тепловой обработки, в которой размещены механизм щагового перемещения 9 форм-вагонеток и две нары горизонтальных направляющих 10 и 11, расположенных на разной высоте и на различном расстоянии друг от друга, образуя щирокую верхнюю и более узкую нижнюю колею. На этих направляющих соответственно в наклонном положении расположены формы-вагонетки 1.
Формы-вагонетки 1 оснащены двумя колесными парами 12 и 13. Каждое колесо формы-вагонетки выполнено с поверхностью качения, симметрично разделенной ребордой на две части - внутреннюю и наружную (относительно продольной оси формы-вагонетки).
Колесные пары 12 и 13 установлены на форме-вагонетке 1 таким образом, что наружные части опорных бандажей колесной пары 12 соответствуют щирокой верхней колее 10, а внутренние части опорных бандажей колесной пары 13 - узкой нижней колее 11 пропарочной камеры.
Внутренние части бандажей колесных пар 12 и наружные части опорных бандажей колесной пары 13 соответствуют колее 2 верхнего яруса технологической линии. При этом колесные пары прикреплены к форме-вагонетке подвижно с возможностью изменения расстояния между ними, что позволяет регулировать угол наклона форм в камере.
Форма-вагонетка оборудована опорными роликами 14, установленными на днище поддона.
Приспособление для спуска 7 представляет собой поворотную платформу с гидроприводом поворота 15 и механизмом спуска форм-вагонеток 16 с электроприводом 17.
Механизм щагового перемещения 9 формвагонеток представляет собой транспортную тележку с механизмом горизонтального щагового перемещения 18. Рама тележки выполнена с наклонной плоскостью 19, на которой щарнирно установлены направляющие 20 для форм-вагонеток.
Колея направляющих 20 соответствует также как и колея 2 внутренним частям бандажей колесных пар 12 и наружным частям опорных бандажей колесных пар 13. Угол наклона направляющих 20 можно регулировать в пределах 20-75° в соответствии с заданным угломр азмещения форм в камере.
Приспособление для подъема 8 представляет собой поворотную платформу с гидроприводом поворота 21 и механизмом подъема форм-вагонеток 22 с электроприводом 23.
Работа конвейерной ли1П1и осуществляется следующим образом.
Форма-вагонетка 1, перемещаюп1,аяся по направляющим 2 верхнего яруса линии, проходит все необходимые технологические посты 3, 4, 5, G и попадает на приспособление для спуска 7. Посредством привода поворота 15 приспособлетще для спуска переводит форму-вагонетку 1 в наклонное положение, а механизм спуска 16 перемещает ее на наклонные направляющие 20
механизма щагового перемещения 9.
Посредством привода 18 форма-вагонетка, находящаяся в наклонном положении на тра} спортной тележке механизма щагового перемещения, начинает горизонтальное передвижепие, при этом колесная пара
12формы-вагонетки переходит наружными частями опорных бандажей колес на направляющие рельсы 10, а колесная нара
13- внутренними частями опорных бандажей колес на направляющие рельсы 11.
Бортами форма-вагонетка, находящаяся на транспортной тележке, упирается в опорные ролики 14 предыдущей формы-вагонетки и весь пакет форм-вагонеток, находящихся в пропарочной камере, передвигается на один щаг, после чего механизм щагового перемещепия отводится в исходное положение.
По мере передвижения пакета форм-вагонеток в пропарочной камере происходит термообработка отформованных изделий.
Форма-вагонетка с прощедщим термообработку изделием извлекается из пропарочной камеры приспособленнемд ля подъема 8, для чего поворотная платформа подъемпнка устанавливается посредством привода 21 в наклонное положение, механизм подъема 22 качающимся упором зацепляет
форму-вагонетку и подтягивает ее на нлатформу, при этом форма-вагонетка перекатывается своими опорными роликами 14 по бортам нижней формы-вагонетки, находящейся в пакете. Подъемник с находящейся
на нем формой-вагонеткой 1 опускается в горизонтальное положение, форма-вагонетка посредством привода 23 сталкивается на пост распалубки; при этом перемещаются все формы, находящиеся на верхнем ярусе линии. Крайняя же форма-вагонетка попадает на приспособление для спуска 7 и пикл повторяется.
В соответствии с маркой бетона изделия и заданным режимом тепловой обработки, угол наклона форм в камере можно регулировать в пределах 20-75°, повьпная тем самым ее пропускную способность в 1,7- 3,5 раза по сравнению с г()ризонтальным размещением форм в камере.
Формула изобретения
1. Конвейерная лнння для изготовления железобетонных изделий, включающая верхний и нижний ярусы с горизонтальными направляющими, формовочное оборудование и камеру тепловой обработки, расположенные соответственно в верхнем и нижнем ярусе, формы-вагонетки, механизм шагового перемещения и приспособления для подъема и спуска форм-вагонеток, отличающаяся тем, что, с нелью повышергня производительности и сокращения производствеиных площадей, горизонтальные направляющие форм-вагонеток нижнего яруса попарно установлены в камере тепловой обработки, образуя две разнесенные по высоте колеи, верхняя из которых щире нижней, причем механизм щагового перемещения выполнен в виде каретки с наклоппыми направляющими, а приспособления для подъема и спуска форм-вагонеток - в виде поворотных в вертикальной плоскости платформ.
2.Конвейерная линия по п. 1, отличающаяся тем, что каждое колесо формывагонетки выполнено с центральной ребордой, а ноддон формы-вагонетки снабжен опорными роликами.
3.Конвейерная линия по н. 1, отличающаяся тем, что, с целью обеспечения возможности регулирования угла наклона форм в камере, наклонные направляющие механизма шагового перемещения соединены с рамой каретки щарнирно.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР М 393095, кл. В 28 В 5/04, 1971.
2.Авторское свидетельство СССР № 476165, кл. В 28 В 5/02, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухъярусная конвейерная линия для изготовления изделий из бетонных смесей | 1986 |
|
SU1433807A1 |
| Устройство для передачи форм вагонеток | 1978 |
|
SU735402A1 |
| Двухъярусная поточно-конвейерная линия для изготовления железобетонных изделий | 1973 |
|
SU476990A1 |
| Конвейерная линия для изготовления железобетонных изделий | 1984 |
|
SU1216003A1 |
| Технологическая линия для изготовления строительных изделий | 1978 |
|
SU903112A1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU897518A1 |
| Установка для изготовления железобетонных изделий | 1973 |
|
SU476165A1 |
| Технологическая линия для изготовления бетонных изделий | 1976 |
|
SU998117A1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU856804A1 |
| Установка для изготовления железобетонных изделий | 1981 |
|
SU1020247A1 |
ctll.ll-S-j C J f . M- , 4. v v v T. ; ll te. C
...
n ...N..1
,.
t
rt
