Известные бункеры для загрузки станков автоматических линий выполнены в виде ряда размещенных один над другим инерционных.
транспортеров (конвейеров), на которых размещаются обработанные изделия, перекатываюи;иеся с верхнего транспортера на нижний по желобам.
Отличие описываемого бункера заключается в том, что, с целью
.перемещения изделия без повреждений его поверхности, применены транспортеры, выполненные в виде двух бесконечных цепей с обрезиненными круглыми стержнями между ними; для перегрузки изделий с верхнего транспортера на нижний применены текстолитовые перекладыватели, выполненные в виде звездочки, и для загрузки верхнего транспортера - цепной элеватор.
Режим работы бункера зависит от состояния предыдущего и последующего агрегатов или транспортных устройств. Возмолчпы три работы бункера: 1) нормально работают оба рабочих агрегата (предыдущий и последующий) - изделия идут напрямую через бункер от места приема к месту выдачи; 2) работает один предыдущий агрегат, последующий не работает - изделия только принимаются в бункер, но не выдаются и 3) работает один последующий агрегат, предыдущий не работает - изделия выдаются из бункера, приема нег. При всех трех режимах работа бункера периодическая - после получения импульса его элементы перемещаются на один шаг, принимая одно изделие или выдавая одно изделие. Исключением является только такой случай, когда изделия в бункере имеются, но расположены не у места выдачи и на приемном лотке изделий нет.
Государ т;..1н:.л I БИБЛИОТЕКА сгл . j имени i В. И. ЛЕНИНА 1964 г.
№ 97217- 2 -
В этом случае команда на выдачу от последующего агрегата вызывает быстрое непрерывное двнжение изделий внутри бункера к месту выдачн. Такое движение продолжается до тех пор, пока не будет выдано первое нзделне. Дальше движение переходит на обычный ша1овый режим.
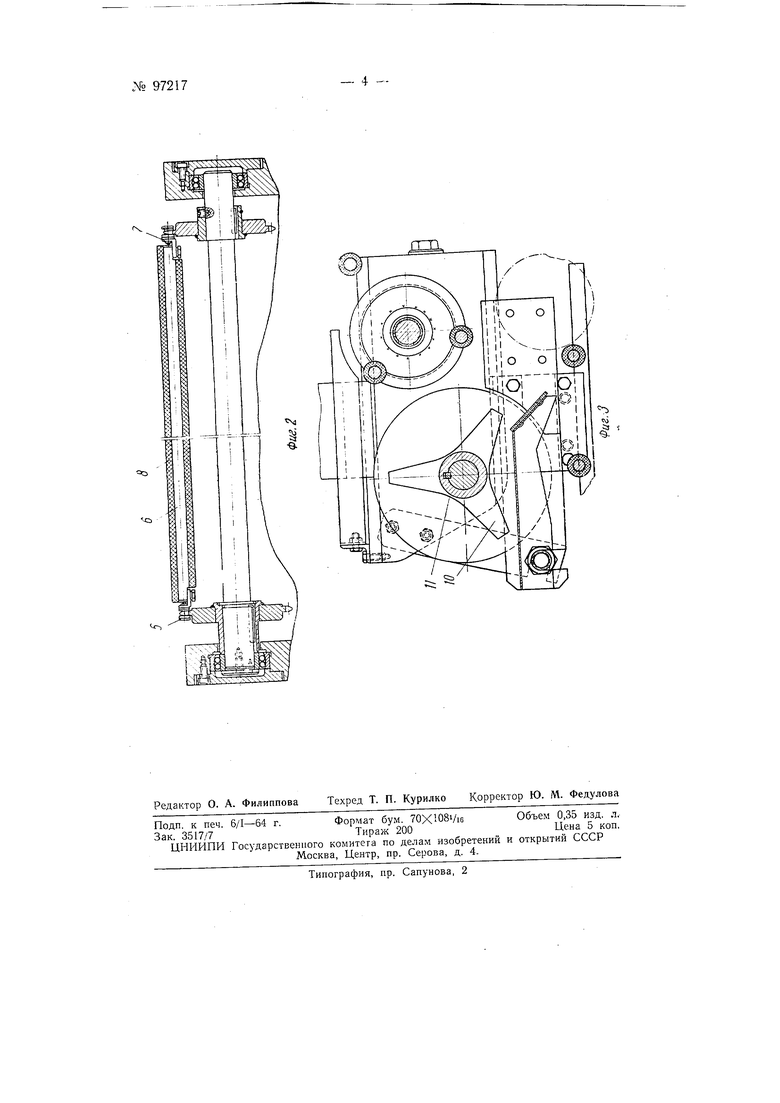
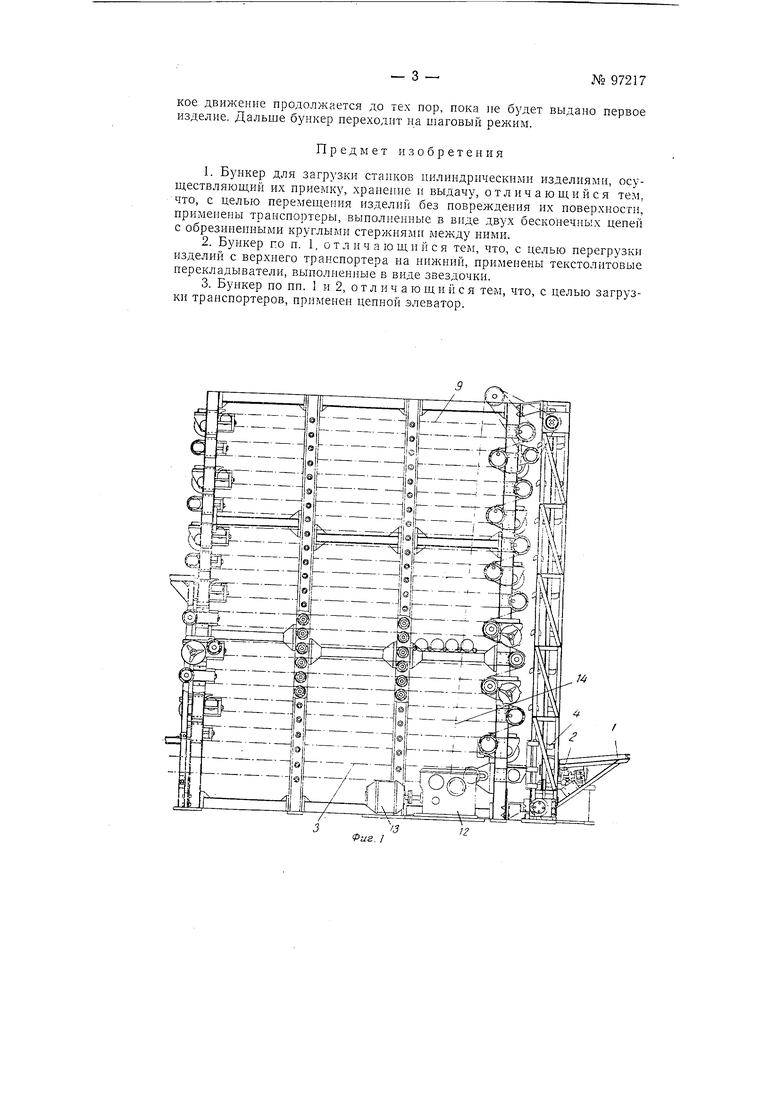
На фиг. I представлен общий вид бункера; на фиг. 2 - разрез одного звена стержневого конвейера; на фиг. 3 - звездочка, перекладывающая нзделне с одного конвейера на другой.
Изделия подаются в бункер но наклонному лотку / (фиг. 1), на котором расположены низковольтные контакты, контролирующие количество изделий на лотке.
1-й режим работы бункера. При нормальной работе обоих агрегатов н палнчнн на лотке не более трех иоперечных рядов нзделий с последующего агрегата дается команда на открытие отсекателя 2 и перемещение иа о.тин шаг стержневого конвейера 3. При этом один нонеречный ряд изделий, нахо/яящшюя на лотке, прокатывается под действием силы тяжести сквозь элеватор 4 и падает па конвейер о. Конвейер также, как и все расположеииые над ним горизонтальные конвейеры, состоит из двух бесконечных цепей 5 (фиг. 2), соединенных между собой круглы,А1и стержнями 6 посредством скоб 7. Каждый круглый стержень 6 покрыт слоем резины 8. Изделие иа коивейере лежит своей перпфернйной новерхиостью на двух стержнях. Такая укладка изделий предотвращает возможиость повреждения поверхности нзделий вследствие ударов их одного о другое или трения о коивейер.
После того как о.пин ряд изделий скатился с лотка, отсекатель закрывается, нижний конвейер, переместившись на одни шаг, останавливается, и бункер готов для работы на любом другом режиме.
2-й р е ж и м р а б о т ы б у н к е р а. Если перестал работать последующий агрегат, а предыдущий еш,е работает, на приемиом лотке количество рядов увеличивается до четырех. Благодаря замыканию ппзковольтных электрокхчнтактоз дается команда на срабатывание отсекателя 2 и элеватора 4. При полученин команды элеватор перемещается на одни шаг, принилшя в нижней своей части одни ряд изделий и выдавая вверху один ряд изделиГ. Выданиые изделия ноиадают ка верхний конвейер 9. Одиовремеппо с движением элеватора происходит перемеп1ение иа один шаг верхнего и всех ннжераеноложепных копвейеров. Паходящиеся на конце верхнего конвейера изделия передаются на ннжерасиоложенный конвейер с помощью текстолитового перекладывателя 10 (фнг. 3), выполненного в виде звездочки, которая зубчатой передачейСвязаиа с осью ролика цепи верхнего конвейера. При перемещении коивейера иа O;UHI шаг нерекладыватель поворачивается на часть оборота, соответствующую числу имеющихся у иего гиезд //. В данном случае число гнезд-три, и перекладыватель ног орачивает,ся иа 120 .
Количество конвейеров в складе может быть любым и зависит от требуемой емкости б нкера. Все конвейеры, кроме нижнего 3, кинематически жестко связаны между собой и с цепнь м элеватором. Все они приводятся от редуктора 12 с индивидуальным электродвигателем /J через цепь М.
3-й режим работы буикера. При работе только одиого последующего агрегата изделия в бункер не поступают, и он работает ка выдачу без приема. Команда, поступающая с последующего агрегата, вызывает в том случае, когда изделий пет у места выдачи, быстрое непрерывное движение изделий внутри бункера к месту выдачи. Такое движение продолжается до тех пор, пока не оудет выдано первое изделие. Дальше бункер переходит на шаговый режим.
Предмет изобретения
1.Бункер для загрузки станков нилиндрическими изделиями, осуществляюш;ий их приемку, хранение и выдачу, отличаюихийся тем, что, с целью перемеидеиия изделий без повреждения их поверхности, применены транспортеры, выполненные в виде двух бесконечных цепей с обрезиненцыми круглыми стержнями между ними.
2.Бункер по п. 1, отл и ч а ю нди и ся тем, что, с целью перегрузки изделий с верхнего транспортера на нижний, применены текстолитовые перекладыватели, выполненные в виде звездочки.
3.Бункер по пп. 1 и 2, отличающийся тем, что, с целью загрузки транспортеров, применен цепной элеватор.
| название | год | авторы | номер документа |
|---|---|---|---|
| Бункер для загрузки станков | 1950 |
|
SU96217A1 |
| Автоматический агрегат для производства изделий из термоактивных прессматериалов | 1958 |
|
SU129009A1 |
| Автоматическая линия для механической обработки деталей типа валов | 1990 |
|
SU1791099A1 |
| МЕЖОПЕРАЦИОННЫЙ НАКОПИТЕЛЬ | 1973 |
|
SU366960A1 |
| ЗАГРУЗОЧНОЕ УСТРОЙСТВО | 1973 |
|
SU381497A1 |
| Поточная линия для изготовления изделий | 1984 |
|
SU1318387A1 |
| Устройство для транспортирования и распределения грузов по нескольким точкам | 1959 |
|
SU125510A1 |
| Устройство для автоматического регулирования подачи изделий между агрегатами автоматической линии | 1950 |
|
SU94627A1 |
| ЛИНИЯ ДЛЯ ВЫРАБОТКИ ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ НА ЛИСТАХ | 1971 |
|
SU424550A1 |
| АГРЕГАТ ДЛЯ ТЕРМООБРАБОТКИ ЗАГОТОВОК | 1970 |
|
SU267668A1 |