(54) УСТРОЙСТЮ ДЛЯ ЦЕНТРИРОВАНИЯ НАПРАВЛЯОДИХ ШТЫРЕЙ ДЛЯ ОТВОДА ИЗДЕЛИЙ
1 . . .
Изобретение касается устройства для автоматического отвода изделий из вырубных прессов, в частности листов pioTopHHX и статорных пакетов j электрических машин.
Известны способы и устройства для отвода листов роторных и статорных пакетов. Для одного из таких устройств согласно 117369 «ыло предложено, что- fQ бы изделия после вырубки проскальзывали вниз по проникающим в пресс направляющим шипам, собирались на нижнем конце направляющих штырей в штабель, высота которого или количество деталей в котором может предварительно выбираться, опускались после достижения предварительно заданной высоты штабеля или количества деталей в нем на штабелировочные штыри, JQ расположенные под направляющими штырями , и затем вместе со штабелировочными штырями выводились в сторону от станины пресса. Это отводящее устройство может применяться в соче- 25 тании как с однорядными, так и с многорядными вырубными штампами. Направляющие штыри., проникающие в Ыгамп . на одном конце удерживаются и центрируются посредством ползунов, которые размещены на неподвижной плите, выполненной в соответствии с издели ем. На плите ползунов расположены предназначенные для определенного изделия приводные элементы для пар ползунов.
Недостатком этой конструкции является то, что для каждого изделия необходимо изготавливать новую, соответствующую ему плиту ползунов,- и при переналадке пресса на новый тип изделия устанавливать ее вместо прежней плиты ползунов. Этот недостаток приводит к увеличению подготовительно-заключительного времени и к снижению коэффициента использования пресса.
Цель изобретения состоит в таком усовершенствовании устройства дпя центрирования напргшлямцих и тырей для отвода изделий, чтобы сократить до минимума затраты на оснастку, предназначенную для определенного изделия, и вспомогательное врем для перехода на другой тип изделия. .
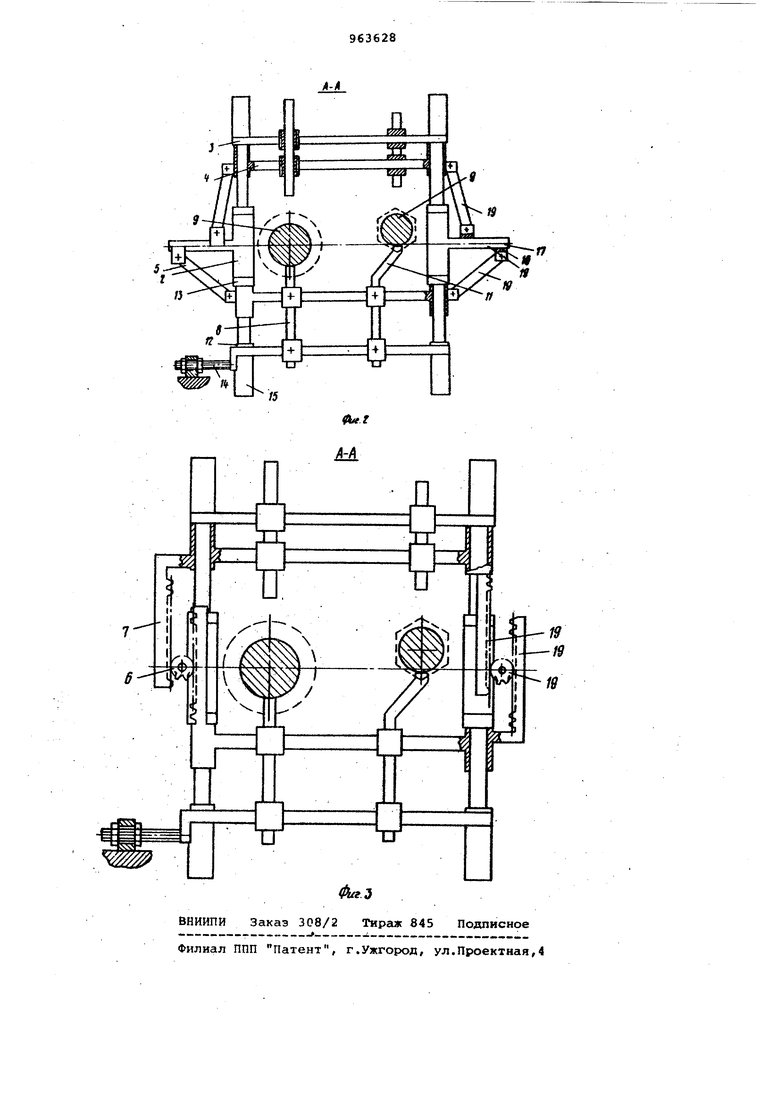
Поставленная цель достигается тем, что на двух параллельных осях, которые вместе с поперечными траверсги и образуют ргииообразн гю стаиину,установлены две размещенные зер кально-противоположно одна к другой перемещающиеся между упорами травер и упорами осей посредством действую щих на них ходовых цилиндров, ходов траверсы с ползунами, сопряженные принудительно через механизм, шарни но соединенный с последними с обеих сторон. Ползуны закреплены на поперечных траверсах и на ходовых траверсах с возможностьюперестановKHi Сменные перестанавливаемые ползунЬ размещены попарно, ползуны К 1ждой пары могут быть как одинаковыми, так и различными по длине и форме. Упоры траверс и упоры осей выполнены как перестанавливаемые упоры; кр ме того, устройство также можно перестанавливать в пределах пресса. Механизм, шарнирно соединенный с хо довой траверсой, является рычажным который с обеих сторон связан с ходовыми траверсами и направляющими втулками, а направляющие пальцы направляющих втулок расположены симметрично под прямым углом к осям, В другом варианте конструкции механизма он состоит из двух зубчатых реек, которые связаны одна с другой шестерней, установленной на осях При переходе на другой тип изделия ходовые траверсы с парами ползунов посредством механизма и ходовых цилиндров принудительно перемещаются до упоров таким образом, что ползуны выводят предназначенный для опре деленного изделия направляющий штырь . из его положения центрирования, и его можно таким образом заменить на направляющий штырь, соответствующий новому типу изделия. Путем перестановки ползунов по поперечной и ходовой траверсе осуществляется точная наладка пар ползунов на направляющий штырь нового изделия. В некоторых случаях, в ча стности при переналадке с однорядных на многорядные вырубные штампы, требуют ся ползуны различной длины и формы, которые при этом заменяются только на поперечной и ходовых траверсах. После выверки ползунов ходовые тра версы принудительно перемещаются до упоров посредством механизма и ходового цилиндра так, что ползуны точно центрируют направлякхций штырь предназначенный для нового типа изделия. Таким образом, с помощью одного устройства можно центрироват направляющие штыри для ртвбда изделий,- и рабочий диапазон этого устрой ства охватывает изделия различной величины, формы и положения. Более подробно изобретение поясняется ниж на примере осуществления. На фиг.1 изображен вертикашьный полуразрез пресса с встроенным устройством центрирования направляю&шх штырей для отвода изделий; на фиг.2сечение А-А на фиг.1, вариант рычажного механизма,- на фиг.З - сечение А-А на фиг.1 (вариант выполнения ). Устройство для центрирования направляющих игтырей для отвода изделий содержит горизонтально расположенные в прессе 1 направляющие колонки 2, на которых установлена с возможностью регулировочного перемещения траверса 3, расположенная симметрично относительно.рабочих позиций пресса 1. На колонках 2 подвижно установлена траверса 4, шарнирно связанная с рычажным механизмом 5, который может быть выполнен в виде шестерней б и зубчатых реек 7, закрепленных -на траверсе 4. В траверсах 3 и 4 установлены с возможностью регулировочного перемещения относительно них ползуны 8, взаимодействующие со штырями 9, расположенными на рабочей позиции пресса 1, на которых штабелируются изделия 10, поступсцсядие с инструмента не показан) пресса 1. Штыри 9 служат также для удаления стопы издели 10 из рабочей зоны пресса 1, Ползуны 8 выполнены с рабочей частью 11, непосредственно взаимодействующей с изделиями 10. На колонках 2 установлены с возможностью регулировочного перемещения упоры 12 и 13. Устройство установлено в лрессе 1 с возможностью регулировочного перемещения и снабжено механизмом 14 перемещения. Траверса 4 приводится в движение между упорами 12 и 13 силовыми цилиндрами 15, закрепленными на траверсе 3. механизм 5 служит для синхронизации перемещения траверсы 4 и включает в себя направлякяцие втулки 16, перемещающиеся по направляющим пальцам 17, расположенным перпендикулярно направляющим колонкам 2. Направляю((иё колонки 2 и траверса 3 образуют раму 18 устройства. Шестерня 6 и зубчатые рейки 7 образуют механизмы 19 синхронизации перемещения траверсы 4, При изменении положения штырей 9 необходимо установить ползуны 8 на траверсах 3 и 4 в нужное положение. Формула изобретения 1. Устройство для центрирования направляющих штырей для отвода изделий, содержащее ползуны, направляювще штыри для отвода штабеля изделил из 1 абочей зоны пресса, отличающееся тем, что оно содержит две параллельные направляющие крлонки 2, на которых установлены .упоры 13 и закреплены траверсы 3, образующие совместно с направляющими колонками 2 раму 18, и несущие упоры 12, установленные на направляю-Щих колонках 2с возможностью перемещения друг относительно друга между упорами 12 и 13 от силовйОс цилиндров 15 траверсы 4, несущие ползуны 8 и связанные между собой механизмом синхронизации перемещения, а ползуны 8 закреплены на траверсах 3 и 4 с возможностью регулировочного перемещения.
2. Устройство по п.1, о т л а ю щ е е с я тем, что ползуны 8 ;закреплены на траверсах 3 и 4 попарно,, а ползуны 8 каждой пары могут быть выполнены одинаковыми или различными по форме и длине.
; 3. Устройство по П.1, ОТ Л Ичающееся тем, что механизм синхронизации перемещения выполнен в виде рычагов 5, установленных по обе стороны рамы, шарнирно связанных с траверсами 4, направляющих втулок 16, шарнирно связанных с ры агами 5 и перемещающихся по направляющим пальцам 17, расположенным перпендикулярно направляющим колонкам 2.
4. Устройство по П.1, отличающееся тем, что механизм синхронизации перемещения выполнен в виде шестерен 6, установленных на направляющих колонках 2, и зубчатых
o реек 7, связанных между собой шестернями 6.
5.Устройство по П.1, о т л ичающееся тем, что упоры 12 и 13 установлены на траверсах 3
S и направляющих колонках 2 с возможностью регулировочного перемещения.
6.Устройство по П.1, отличающееся тем, что рама 18 установлена с возможностью регулировочного перемещения в предет ах пресса.
Признано изобретением по резульTaTcuwi экспертизы, осуществленной Ведомством по изобретательству Германской Демократической Республики.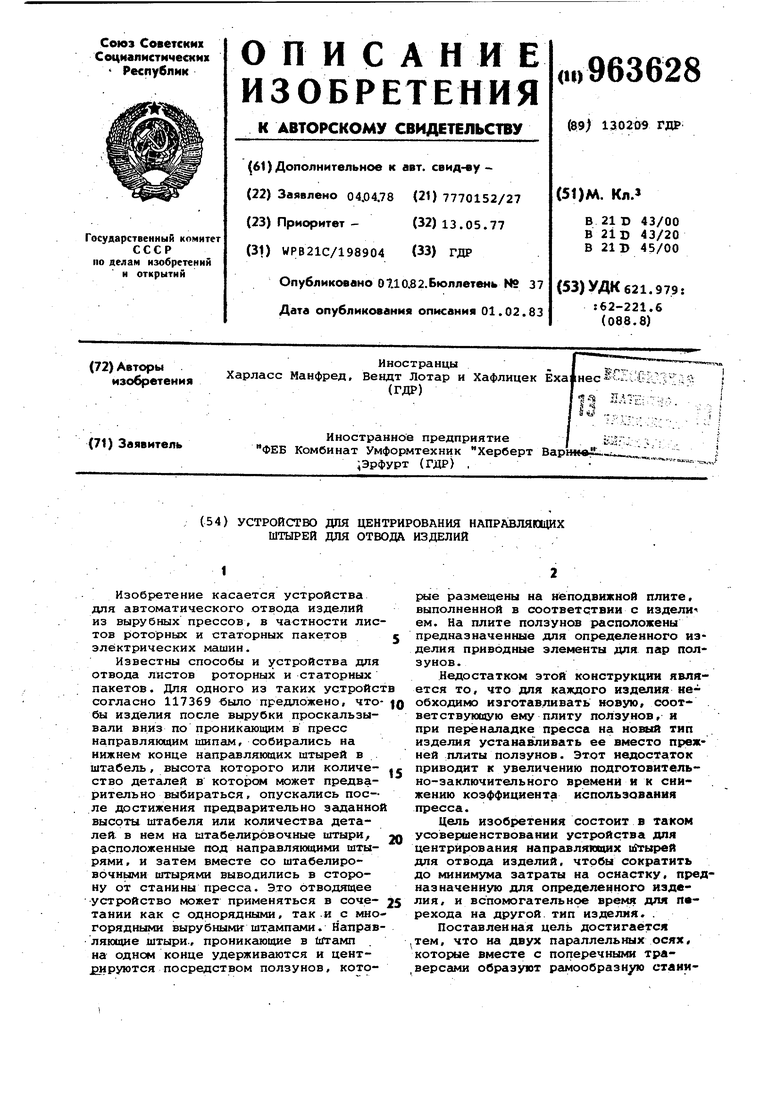

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство к вырубному прессу для штабелирования деталей с отверстиями | 1975 |
|
SU555952A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Автоматизированный комплекс для штамповки крупногабаритных деталей | 1985 |
|
SU1324725A1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| Стенд для слесарно-доводочных работ | 1989 |
|
SU1660804A1 |
| Устройство кривовязюков для вырубкизАгОТОВОК из пОлОСОВОгО илЕНТОчНОгО МАТЕРиАлА | 1979 |
|
SU804501A1 |
| Стан для накатки и обкатки зубчатых колес | 1980 |
|
SU956115A1 |
| Устройство для подачи листовых заготовок в рабочую зону пресса | 1991 |
|
SU1777569A3 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Устройство для вырубки изделийиз РЕзиНы | 1977 |
|
SU812592A2 |