Изобретение касается обработки металлов давлением и относится к способам изготовления многослойных изделий.
Известен способ изготовлениямногослойных изделий, при котором листовые заготовки укладывают в пакеты, формуют их в нагретом состоянии соответственно кривизне отдельных участков изделия, после чего многослойные пгисеты сваривают между собой сплошным (на всю толщину стенки) швом Г ЗНедостатком этого способа является низкое качество изделий, обусловленное тем, что наличие сплошного сварного шва приводит к возникновению значительных остаточных напряжений, что вызывает коробление листовых заготовок..
Наиболее близким по технической. сущности и достигаемому результату к изобретению является способ изготовления многослойных изделий, при котором листовые заготовки укладывгиот в пакеты, их соответственно кривизне отдельных участков изделия, собирают пакеты в.изделие и сваривают изделие t2}.
Недостатком этого способа является низкое качество изделий, вследствие того, что при сварке торцов многослойных пакетов одного с .другим стыковыми на полное сечение (толщину) соединяемых элементов имеет место уровень.остаточных сварочных напряжений, что в конечном итоге приводит к. искажению гесметрическ ой формы и зделий
Целью изобретения является повы10шение качества изделий за счет уменьшения остаточных напряжений при сварке.
Указанная цель достигается тем, что в способе изготовления многослоК
15 ных изделий, при которс листовые заготовки укладыва ют в пакеты, формуют их соответственно кривизне отдельных участков изделийf собирают пакеты в изделие и сваривают изде20лие, при сборке сваривают наружный слой изделия, укладывают в него пос ледующие слои таким образом, чтобы стыки в каждом слоерасполаггшись между листовыми заготовками сосед25них слоев,.сваривают внутренний слой изделия и уплотняют слои давлением, создаваемым внутри собираемого изделия.
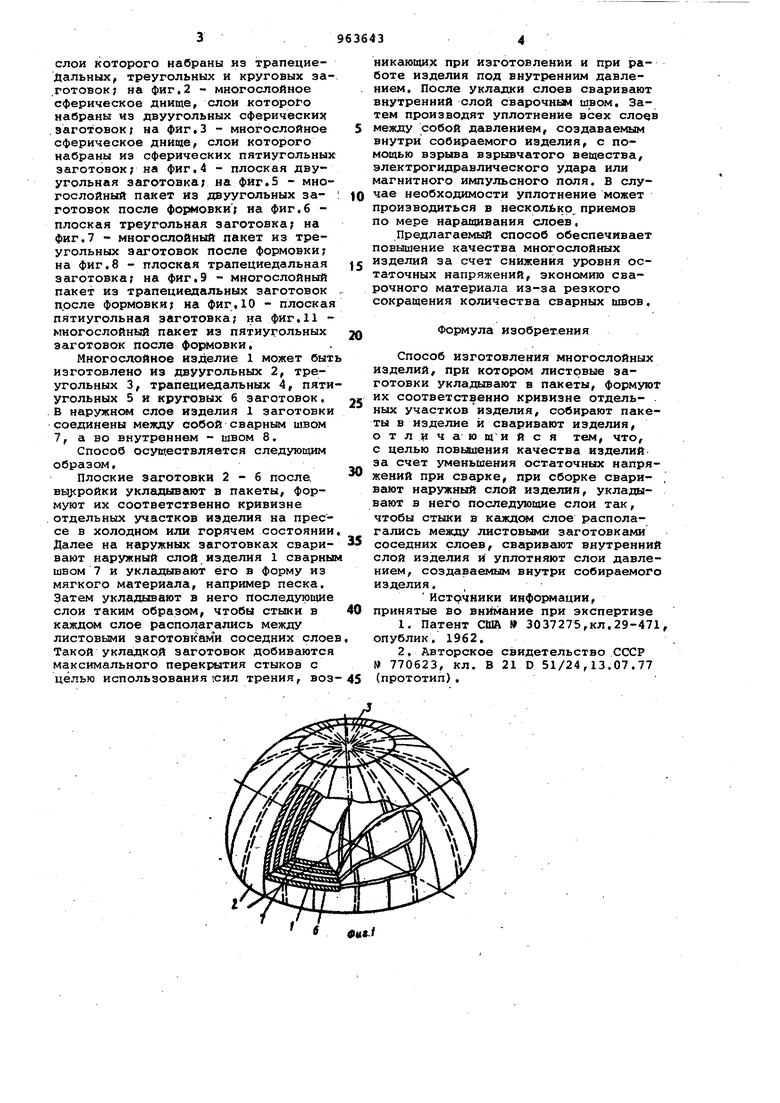
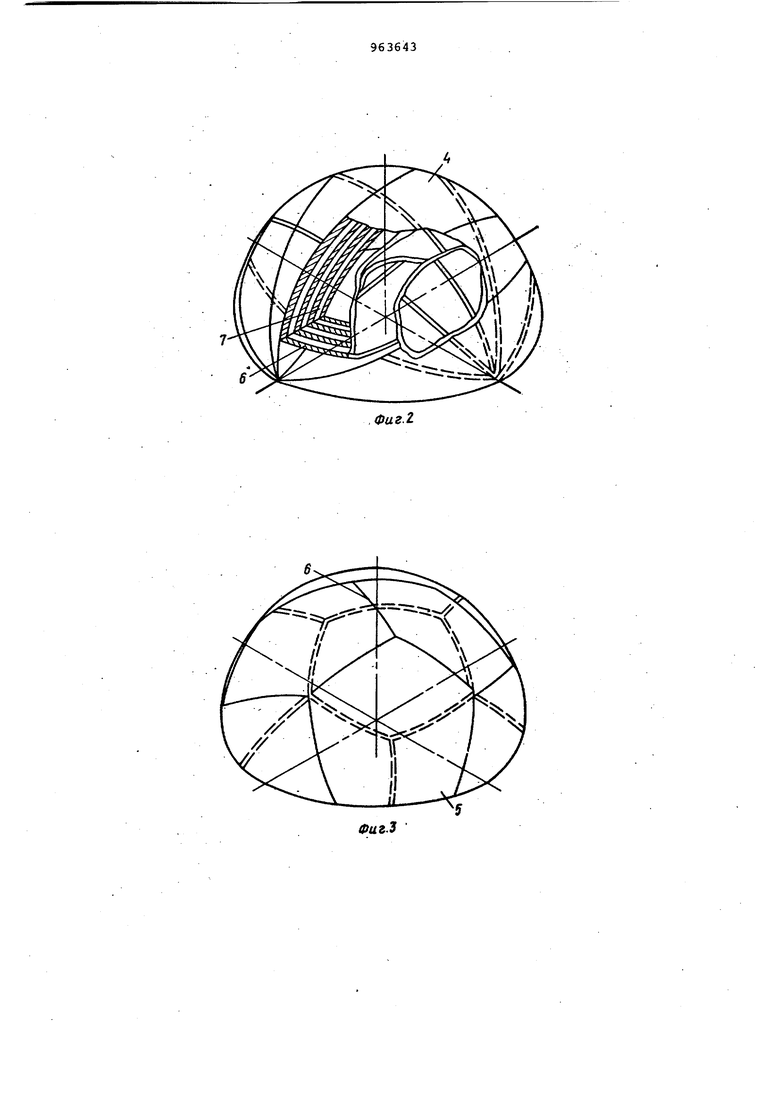
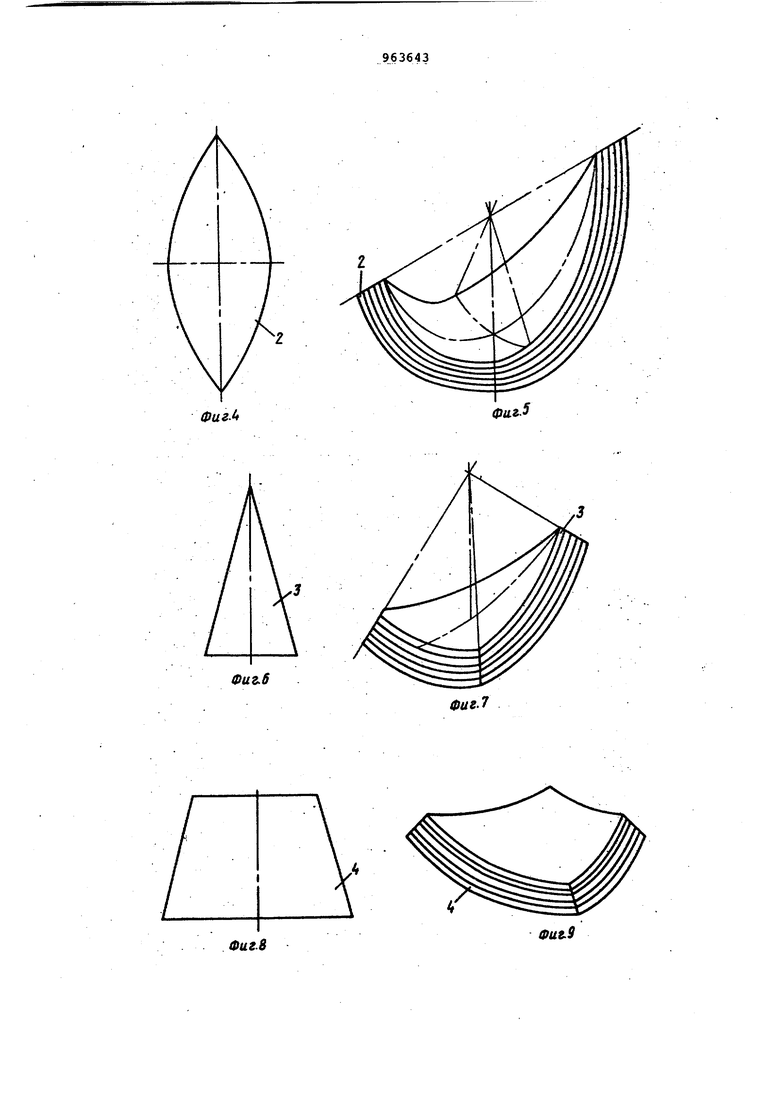
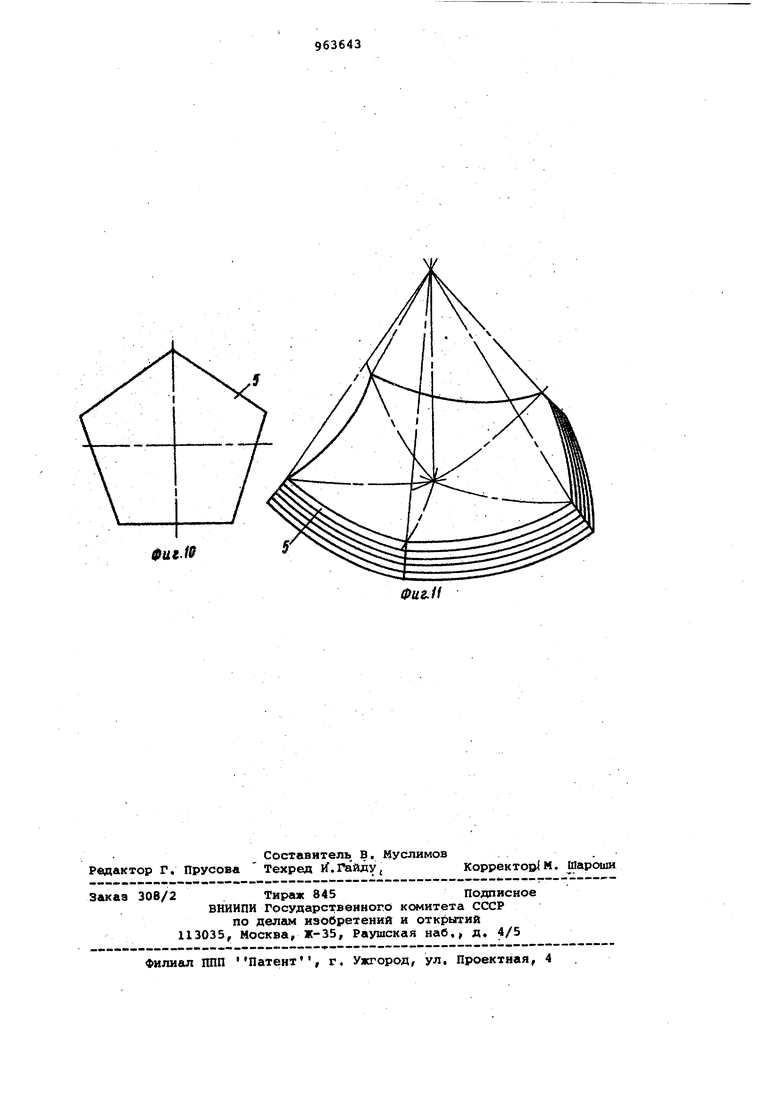
На фиг.1 представлено многослой30ное изделие (эллиптическое днище), слои которого набраны из трапециеДальных, треугольных и круговых заготовок; на фиг.2 - многослойное сферическое днище, слои которого набраны из двуугольных сферических .заготовок; на фиг.З - многослойное сферическое днище, слои которого набраны из сферических пятиугольных заготовок; на фиг.4 - плоская двуугольная заготовка; на фиг.5 - многослойный пакет из двуугольных заготовок после формовки; на фиг.6 плоская треугольная заготовка; на фиг.7 - многослойный пакет из треугольных заготовок после формовки; на фиг.8 - плоская трапециедальная заготовка; на фиг.9 - многослойный пакет из трапециедальных заготовок после формовки; на Фиг.10 - плоска пятиугольная заготовка; на фиг.11 МНОГОСЛОЙНЫЙ пакет из пятиугольных заготовок после формовки. Многослойное изделие 1 может быт изготовлено из двуугольных 2, треугольных 3, трапециедальных 4, пяти угольных 5 и круговых 6 заготовок. В наружнсж слое изделия 1 заготовки соединены между собой сварным швом 7, а во внутреннем - швом 8, Способ осуществляется следующим образом. Плоские заготовки 2-6 после. вы; ройки укладывают в пакеты, формуют их соответственно кривизне отдельных участков изделия на прессе в холодном или горячем состоянии Далее на наружных заготовках сваривают наружный слой.изделия 1 сварнь швом 7 и укладывают его в форму из мягкого материала, например песка. Затем укладывают в него последующие слои таким образом, чтобы стыки в каждом слое распох агались между листовыми заготовками соседних слое Такой укладкой заготовок добиваются максимального перекрытия стыков с целью использования сил трения, воз никающих при изготовлении и при работе изделия под внутренним давлением. После укладки слоев сваривают внутренний слой сварочным швом. Затем производят уплотнение всех слоев между собой давлением, создаваемым внутри собираемого изделия, с помощью взрыва взрывчатого вещества, электрогидравлического удара или магнитного импульсного поля. В случае необходимости уплотнение может производиться в несколько, приемов по мере наращивания слоев, Предлагаемый способ обеспечивает повышение качества многослойных изделий за счет снижения уровня остаточных напряжений, экономию сварочного материала из-за резкого сокращения количества сварных швов. Формула изобретения Способ изготовления многослойных изделий, при котором листовые заготовки укладывают в пакеты, формуют их соответственно кривизне отдельных участков изделия, собирают пакеты в изделие и сваривают изделия, отличающийся тем, что, с целью повьвиения качества изделий за счет уменьшения остаточных напряжений при сварке, при сборке свари- , вают наружный слой изделия, укладывают в него последующие слои так, чтобы стыки в каждом слое располагались между листовьаш заготовками соседних слоев, сваривают внутренний слой изделия и уплотняют слои давлением, создаваемым внутри собираемого изделия. Исто чники информации, принятые во внимание при экспертизе 1.Патент США 3037275,кл.29-471, опублик. 1962. 2.Авторское свидетельство СССР № 770623, кл. В 21 D 51/24,13.07.77 (прототип).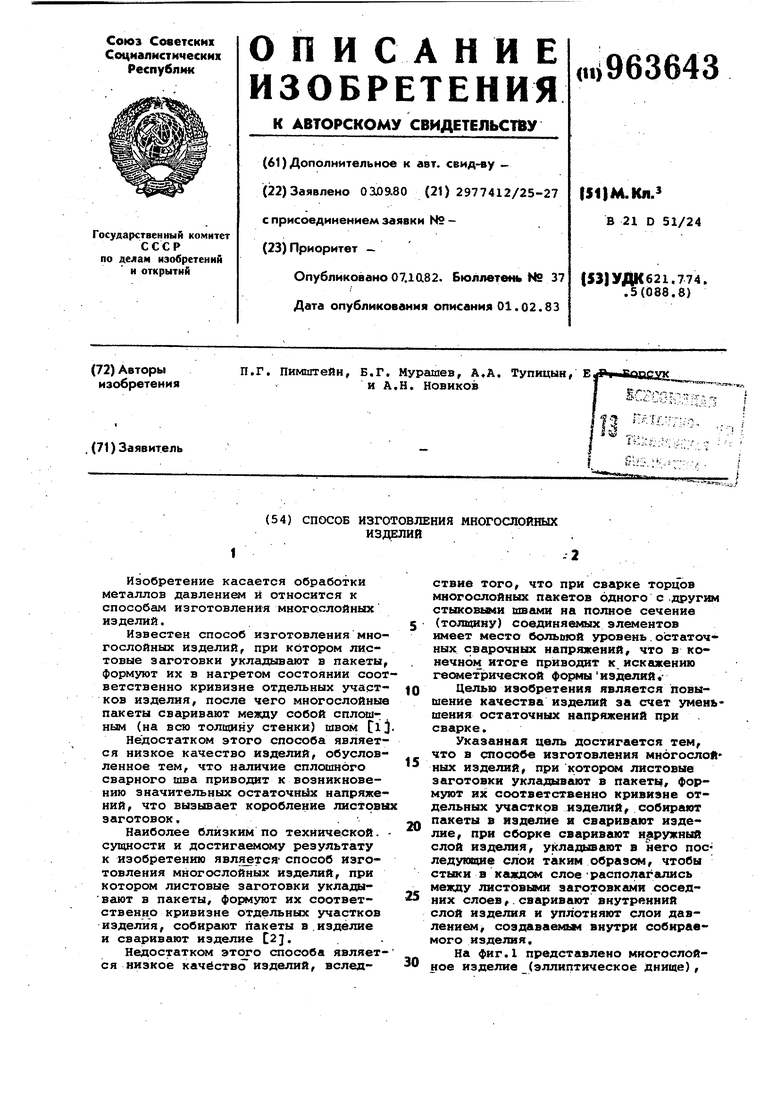
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления многослойных сосудов | 1984 |
|
SU1189556A1 |
| Способ изготовления многослойных сосудов давления | 1980 |
|
SU853874A1 |
| ЗАГОТОВКА ДЛЯ ЖЕСТКОЙ ПОЛОЙ ПАНЕЛЬНОЙ СТРУКТУРЫ | 2000 |
|
RU2200666C2 |
| Способ изготовления многослойных панелей | 1990 |
|
SU1756073A1 |
| Способ изготовления многослойных труб | 1975 |
|
SU588707A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ | 2008 |
|
RU2380185C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА АППАРАТА ДЛЯ ХИМИЧЕСКИХ ПРОИЗВОДСТВ, СТОЙКОГО К ВОЗДЕЙСТВИЮ КОНЦЕНТРИРОВАННЫХ КИСЛОТ, ИЗ ТИТАНОВЫХ ЛИСТОВ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2015 |
|
RU2621745C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ КОНСТРУКЦИИ | 2004 |
|
RU2268102C1 |
| СОЕДИНЕНИЕ ЛИСТОВЫХ ДЕТАЛЕЙ ИЗ МЕТАЛЛОКОМПОЗИТНЫХ МАТЕРИАЛОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2548435C2 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ ТОНКОЛИСТОВЫХ ИЗДЕЛИЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2123918C1 |
Фиг.6
Фиг в
Фиг.9
Фиг.6
Фиг.8
Фиг.9
