(54) ЗАДНЯЯ БАБКА ТОКАРНОГО СТАНКА
1
Изобретеиие относится к области станкостроения и может быть использовано в станках для обработки полых нежестких деталей.
Известна задняя ба.бка токарного станка, содержащая корпус, 1мех1анизм натяжения заготовки в виде силового цилиндра, установленного с возможностью вращения в корпусе, 1И механиз.м зажима aairoTOBKiH с заж И1М«ыми кул(ачками с приводом, смонтированным коакснально в поршне цилиндра натяжения 1.
Недостатком известного устройства является низкая точность обработки.
Цель изобретения - повышение точности обра;ботки.
Цель достигается тем, что поршень щилиндра зажима установлен коакаиально в порш«е цшииндра натяжения и выполнен со штоком в виде двух конических частей с Т-образными пазами на наружных поверхностях, в которых уста)новлены кулачки заж1има заготовки по наружной поверхности и В1веденные в устройство кулачки зажима по внутренней поверхности, цри этом в штоке поршня цилиндра натяжения выполнены радиальные пазы для размещения кулачков зажима.
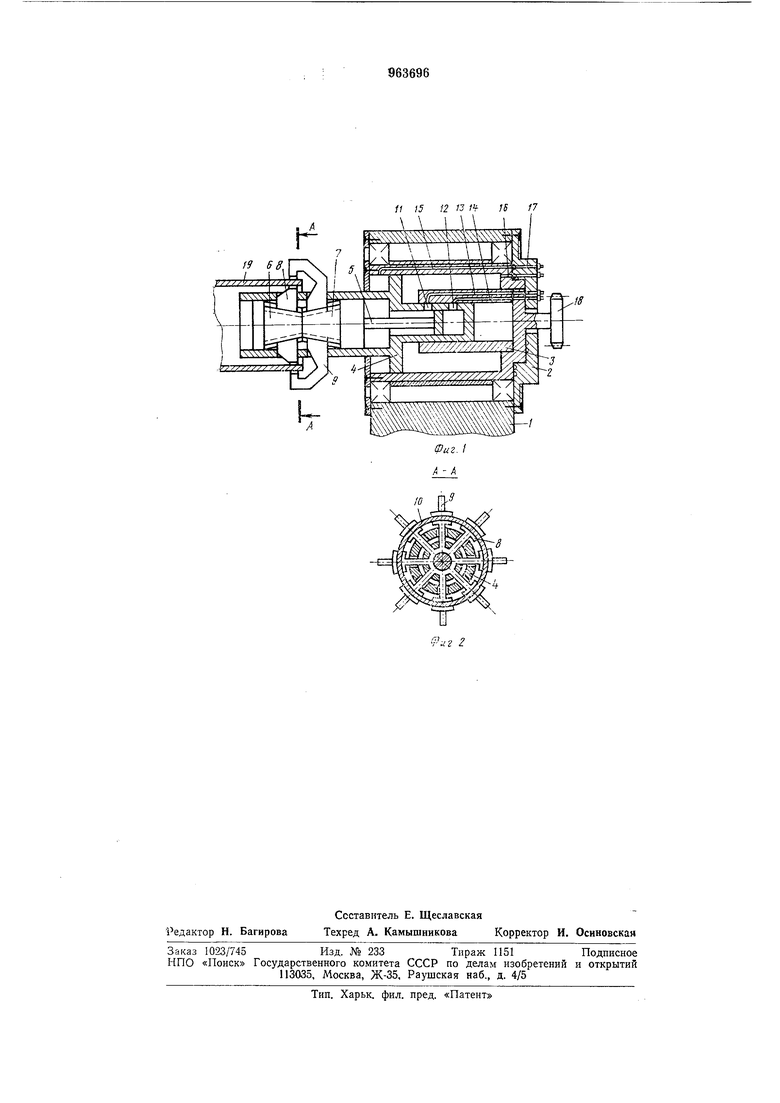
На фиг. 1 показана задняя бабка, разрез; на фиг. 2 - разрез А-А на фиг. 1.
В корпусе 1 задней бабки установлена с возможностью вращения являющаяся корпусом гальза 2, в иутри которой установлены неподвижно втулка 3 и с возможностью осевого перемещения гильза 4. Гильзы 2 и 4 образуют силовой цилиндр натяжения детали, придем гильза 4 является поршнем. Внулри гильзы 4 установлен поршень 5, левый конец которого име10ет две конические части: левую 6 и правую 7. Гильза 4 и поршень 5 образуют силовой цилиндр зажима детал1И. В Т-образиых пазах левой конической части 6 установлены клиновые кулачки 8 зажима
15 по внут1ренней поверхности, а в пазах правой конической насти 7 установлены клиновые кулачки 9 зажима по (внешней поверхности детали 10, которые пропущены через пазы гилызы 4. В гильэе 4, втулке 3
20 и гильзе 2 выполнены каналы 11 и 12, 13 и 14, 15 и 16 соответственно для подвода и отвода pia6o4ero . На правом конце бабки неподвижно установлена муфта 17, через кольцевые канавки и проточ25ки которой рабочее тело подается в полости соответствующих силовых цилиндров. На хвостовике гильзы 2 установлена приводная шестерня ISЗадняя бабк1а токарного станка работает следующим образом.
Прадварительно, щ зависимости от длины детали, устанавливают заднюю бабку на сиаиине станка в соответствующее положение. Регулируют и устанавливают на соответствующий размер детали 10 клйновые кулачк1и .8 и 9 в соответствующих Т-образных пазах левой 6 и правой 7 конических частей поршня 5. Деталь 10 устаиагвливается и за/нимается в патроне передней ба-бки. Подводят заднюю бабку к Детали 10, так чтобы деталь 10 располалалась в зазоре между клиновыми кулачками 8 и 9. После этого нодают рабочее тело по каналам 13 ,и 11 в полость силового цилнндра зажима детали, поршень 5 перемещается вправо, одновременно перемещаются вправо левая 6 и правая 7 коническая части ПОршйя 5, клиновые кулачш- 8 :пе/ремещаются ео яазам вверх, а кЛ|ИНовые кулачки 9 - вниз и производится зажим детали 10 по внутренней и нарзокной поверхностям. О надежном заЖИ.ме детали 10 свидетельствует сигнал датчика давления на систему управления {не показаны). После этого рабочее тело подается по каналу il5 в полость силового цил,индра натяжения детали, при этом гиль:з.а 4 смещается вправо, и че)рез клиновые кулачки 8 |и 9 производится нагружение детал1И 10 растяпивающей силой, что увеличивает ее жесткость. Включается привоа главного движения, деталь 10 приводится во BpanieHiHC, резец подводится к детали и производится обработка детали. Кроме того, через шестерню 18 вращение от главного привода или автономного дв1Игателя (не показан) передается гильзе 2 и при этом осуществляется закруч1ивание продольных волокон детали. Поскольку деталь 10 нагружена растягивающей силой и лишена возможности осевого смещения, происходит дополнительное растяжение волокон, вслеиствие чего возрастает жестк ость детали в радиальном напряжении, что способствует уменьшению прогибов.
После окончания обр1аботк1И выключаегся привод главного движения и автономный двигатель, рабочее тело подается в обратной последовательности по каналам 16, 14 и 12 в полости соответствующих цилипдров, снимается продольное нагружение растягивающей силой, и деталь 10 оавобож1дается от зажима.
Применение предложенной задней бабки позволит повысить точность и производительность обработки тонкостенных цилиндрических деталей ври приложении растягивающего усилия и закручивании волокон
детали, упростить конструкцию, повысить надежность работы, уменьшить энергоемкость процесса резания.
Формула изобретения
Задняя бабка токарного станка, содержащая корпус, ;механизм натяжения заготовки в виде оилового цилиндра, устаноиланного с возможностью вращения в корпусе, и механизм зажнма заготовки с зажим1нымн кулачкза-ми с приводом, амонгированным коаксиально в поршне цилиндра натяжения, отлич ающаяся тем, что, с целью повышения точности обработки,
порщень циливдра зажима установлег коаксиально в поршне цилиндра натяжения и выполнен со штоком в виде двух коничесюих частей с Т-образными паза)ми на наружных поверхностях, в которых
установлены кулачки зажима заготовки ио наружной поверхности и введенные в устройство кулачки зажима по внутренней поверхности, при этО(М в штоке поршня цилиндра натяжения выполиены радиальные
пазы для раЗ|мещения кулачков зажима.
Источник информации, принятый во внимание при экспертизе:
1. Авторское свидетельство СССР Хз 795726, кл. В 23 В 23/00, 198,1.
// 15 12 3 fr S f
| название | год | авторы | номер документа |
|---|---|---|---|
| Задняя бабка токарного станка | 1980 |
|
SU1016079A1 |
| Задняя бабка токарного станка | 1980 |
|
SU931306A2 |
| Задняя бабка токарного станка | 1979 |
|
SU795726A1 |
| Задняя бабка токарного станка | 1981 |
|
SU963697A1 |
| Задняя бабка токарного станка | 1980 |
|
SU921687A1 |
| ЗАДНЯЯ БАБКА ТОКАРНОГО СТАНКА | 1997 |
|
RU2162770C2 |
| Токарный автомат | 1978 |
|
SU768570A1 |
| Задняя бабка | 1981 |
|
SU1133037A1 |
| Задняя бабка токарного станка | 1981 |
|
SU982849A1 |
| Устройство для автоматического нарезания резьбы на токарном станке | 1979 |
|
SU770692A1 |