(54) ЗАДНЯЯ БАБКА ТОКАРНОГО СТАНКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Задняя бабка токарного станка | 1981 |
|
SU963696A1 |
| Задняя бабка токарного станка | 1980 |
|
SU921687A1 |
| Задняя бабка токарного станка | 1981 |
|
SU982849A1 |
| Задняя бабка токарного станка | 1979 |
|
SU795726A1 |
| Задняя бабка токарного станка | 1980 |
|
SU931306A2 |
| Задняя бабка токарного станка | 1980 |
|
SU1016079A1 |
| Пружинно-пневматический патрон | 1978 |
|
SU804222A1 |
| Автоматизированный токарный станок | 1990 |
|
SU1811439A3 |
| ВСЕСОЮЗНАЯ | 1973 |
|
SU365195A1 |
| Задняя бабка токарного станка | 1980 |
|
SU878417A1 |
Изобретение относится к области станкостроения и мелеет быть использовано при обработке нежестких полых деталей с приложением растягивающей силы.
Известна задняя бабка токарного станка, содержащая корпус, механизм натяжения заготовки с силовым цилиндром, установленным в корпусе с возможностью вращения, и механизм зажима заготовки с силовым цилиндром, коаксиально смонтированным в порщне цилиндра натяжения 1.
Недостатком известной бабки является низкая точность и производительность обработки.
Целью изобретения является повыщение точности обработки.
Цель достигается тем, что норщень силового цилиндра механизма зажима заготовки снабжен зажимной цангой для зажима заготовки по наружной поверхности и выполнен с полостью под введенный поршень с разжимной цангой для зажима заготовки по внутренней поверхности, причем задняя бабка снабжена разжимным шариком и поршнем для его перемещения, а в иоршне с разжимной цангой выполнена внутренняя полость для размещения разжимного шарика и поршня для его перемещения.
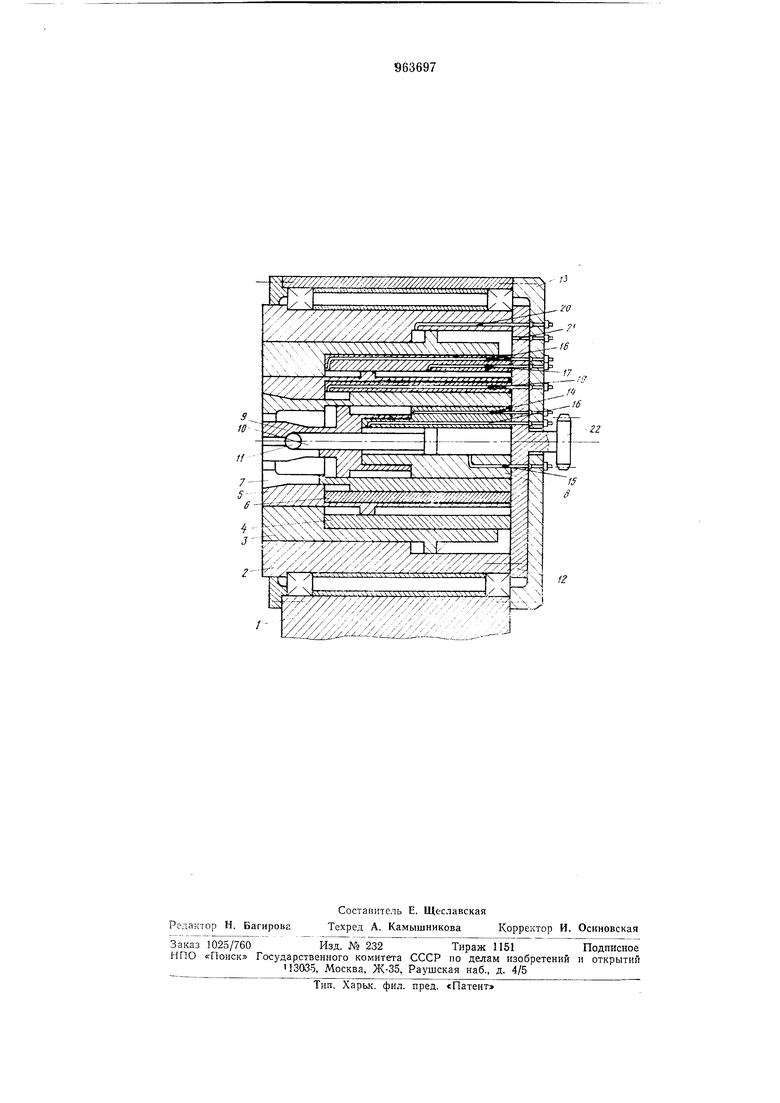
Ца чертел е показано устройство, разрез.
В корпусе 1 задней бабки установлена с возможностью вращения гильза 2. В гильзу 2 помещена с возмолсностью осевого перемещения гильза 3. Иа правом конце гильзы 2 выполнена расточка, в которую помещен поршень, выполненный на гильзе 3. Гильзы 2 и 3 образуют силовой
10 цилиндр натялчения детали. Внутри гильзы 3 установлена и закреплена втулка 4, которая с корпусом-поршнем 5 образует цилиндр перемещения механизма залчимя; но нарулчной поверхности. В расточку корнуса-поршня 5 помещена втулка 6, внут15ри которой установлена с возможностью осевого перемещения цанга 7, на поверхности цанги 7 выполнен порщень. Втулка 6 и цанга 7 образуют цилиндр де20тали по нарулчной поверхности. В цанге установлена и закреплена гильза 8, на левом конце которой установлена с возможностью осевого перемещения относительно цанги 7 и гильзы 8 цанга 9. Иа поверхнос25ти цанги 9 выполнен поршень, п она образует с цангой 7 цилиндр механнзма перемещения механизма зажима по втутренней поверхности в виде цанги. Внутри гильзы 8 установлен порщень 10, контактирую30щий с разжимным шариком 11, причем поршень 10 II гильза 8 образуют силовой цилиндр зажнма детали но пиутренпей поверхцоети. Па правом конце задней бабки устаиовлена е возможноетыо вращения и еоедииеиия с гильзой 2 муфта 12, а также иенодвижная муфта 13, через каналы и кольцевые канавки которых, рабочее тело подается по каналам 14, 15, 16, 17, 18, 19,20 и 21 в нолости соответствующих силовых цилиндров. На валу муфты 12 жестко закреплена шестерня 22. Задняя бабка токарного станка работает следующим образом. Предварительно, в зависимости от длииы детали, устанавливают заднюю бабку на станине станка в соответствующее положение н закрепляют ее. Устанавливают и закрепляют деталь Б патроне передней бабки. Рабочее тело подаетея одиовре.меицо по каналам 14 н 19, т. е. в полость силового цилиндра перемещения цанги 9 зажима по внутренней поверхностп и в полость цилиндра перемещения цаиги 7 зажима детали ио наружиой новерхноети. Цанга 9 перемещается до упора цанги 7, причем упор создается за счет того, что цаига 7 под действием рабочей силы, которая стремится отжать ее вправо, остается ненодвижиой, и входит в отверстие детали. Поеле этого рабочее тело подается ио каналу 15 в иолость цилиндра зажима детали ио виутренней новерхиоети, иоршень 10 иеремещается влево, воздействует на разл имиый щарик 11, который разжимает цангу 9, и оеуществляет зажим детали по внутренней поверхнскти. Закрепленный в суппорте резец подводят к детали и устанавливают необходимый диаметр. Суппорту станка сооби.1ают движение рабочей подачи и начинают обработку. После того, как будет обработана поверхность длиной, большей ширины резцедержателя, нри этом нрогибы детали от действия силы резаиня еще не оказывают еущеетзенного влияния на ироцесс образования погрешности, по сигналам системы }ирав;1е 1ия но;;ают 11аб, среду в канал 14, одновременно нрскраиипот подачу рабочей среды в канал 19, что ирнводит к тому, что иоршень цашч 9 продвигается в.тево н ув.чекает за с:)б;;й цангу 7. В то же арем;: подают рпб:;чую сре.чу по каналу 16, поршень 10 сме цается :шраво, также смещается 1)()й Hiaрик 11, цаига 9 ослабляется. После иы.т,вижецця обеих цамг происходит одновременный зажим детали но инугропией и иаружцой поверхности; ;, для чего однофеменно подают рабочую среду в каналы 15 и 17. При этом поршень 10 перемещается влево, разл им1юй шарик 11 воз.действует па цапгу 9, которая разжимается и производит надежный зажим детали 1Ю внутренней поверхности, а цилиндр нере.мещения, образованный поршнем 5, механизма зажнма детали (цаигн 7) смецдается влево и зажимает деталь ио наружной поверхности. Пое.те зажима детали ио нapyжн(JЙ н виутренней новерхностям, о чем свндетельствует сигна; на систему управления, рабочее тело нодаетея но каналу 20 в полость силового иилиндра натяжения детали. При этом гильза 3 иеремещается вправо, нагружая деталь |)астягивающей еилой определенной ве;;ичнны, н дальнейшая обработка детали нронзводится нри нагружении ее растягивающей еилой, что ириводит к значительному у.меньшеиию нрогибов за счет увеличении жееткости системы СПР1Д. Одновременно с иомощыо шестерни 22 может осуществляться закручивание наружных волокон дета;1и, что также уве.тичивает жесткость последней и уменьщает возможпоеть возникновения крутильных колебаний. После окончания обработки рабочее тело в обратной носле.товательности подается в каналы 21, 16, 18 и 19 в нолостн соответствующих силовых цилиндров, с дета;1И еиимаетея иагружеиие, она ())б()ждается от зажима i-; снимается :о станка. При.менение иредложенной за,1ней бабки станка позволяет повысить точность н производительность обработки тонкостенных деталей при приложеннн растягивающего усилия и крутящего момента. Ф о р м у л а и 3 о б р е т е и li я Задняя бабка TOKapiioro стайка, содсржан1,ая корпус, механизм натяжения заго( с сн.ювым ци.пшдром. устаип1- :1енным в корпусе с i o:iMi)/Ki(iCTbKj ;5ра;цс1П Я, II -кханнзм зажн.ма заготовки с ни,л ИНД ром, коаксиа.чьно с оптированным I-; iK.ipiHHe цилиндра иатя кеиия, о т л ич i о -ц а я с я тем, что, с цел1)1о HOiUJHieния точности обработки, tiopmeiii) силового цмллндра механизма зажнма за то:5кн набжен зажнмной цангой для зажнма )ВК1 i;o наружной новерхнос:и н выгк;,,-ii с нолостыо под иведеииы 11()|)Н1ень с :). иаигой д.1Я зажнма заготовки п.) isiiVTpeniieii иш ерхност н, иричеу задняя оаока ра: ;кимным И ари:-:ом и н; р:1111ем д.тя его непемси1еиия, а nopiiiье с разжимно цангой выио;1иена 15иут.енняя иолость для размещения разжимнс11 :i;ip i;-;a н 1И)ри11;я д,.тя с-о иеремещсI. Авторское свидете.льство СССР « 795726, кл. В 23 В 23/00, 1981.
