(54) СПОСОБ РЕЗКИ ТОНКОСТЕННЫХ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФАСОННОЙ ОБРЕЗКИ КОНЦОВ ТРУБОК | 2007 |
|
RU2363558C1 |
| Способ резки тонкостенных труб | 1979 |
|
SU837618A1 |
| Способ разрезки труб | 2023 |
|
RU2814590C1 |
| СПОСОБ ГИБКИ ТРУБ | 2001 |
|
RU2210452C2 |
| СПОСОБ ГИБКИ ТРУБ С ОБРАЗОВАНИЕМ КОЛЕН ПОВТОРЯЮЩЕЙСЯ ФОРМЫ | 2013 |
|
RU2534483C1 |
| Способ резки тонкостенных труб и устройство для его осуществления | 1985 |
|
SU1382599A1 |
| Способ резки тонкостенных труб и устройство для его осуществления | 1987 |
|
SU1579657A1 |
| Устройство для резки тонкостенных труб | 1986 |
|
SU1388204A2 |
| Способ гибки профильных труб и устройство для его осуществления | 2016 |
|
RU2693581C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ | 2008 |
|
RU2369457C1 |
Изобретение относится к области обработки металлов давлением, может быть использовано для мерной резки тонкостенных труб и является усовершенствованием известного по авт. св. № 837618 способа.
По основному авт. св. № 837618 известен способ резки тонкостенных труб на мерные заготовки путем предварительного сжатия трубы в пределах упругой деформации, последующей вырезки диаметрально расположенных участков, размещенных соосно большой оси получаемого овала, и окончательной отрезки 1. .
Недостатком указанного способа является недостаточная жесткость разрезаемых труб, создаваемая предварительным их сжатием в зоне реза на овал в пределах упругой области. При резке на мерные заготовки тонкостенных труб с толщиной стенки 0,05 и 0,25 мм и диаметрами от 50 мм и более жесткость этих труб по сравнению с силами врезания первого перехода при условии их упругого сплющивания на одном участке является недостаточной, в результате чего при внедрении ножа образуются значительные прогибы (пукли), а при резке
тонкостенных труб больших диаметров из цветных металлов и сплавов наблюдается даже смятие кромок.
Цел1.ю изобретения является расширение диапазона размеров разрезаемых труб и повышение качества получаемых заготовок.
Это достигается тем, что в способе по авт. св. № 837618 трубу до10полнительно сплющивают по обе стороны от зоны резки в направлении перпендикулярном направлению основного сплющивания в месте разрезки.
Зональное упругое сжатие трубы,
15 производимое во взаимно перпендикулярных направлениях на трех последовательных участках, позволяет существенно повысить жесткость трубы на среднем участке, где производит20ся первоначальный надрез трубы. Это значительно уменьшает прогиб пуклю в точках внедрения с прорезью.
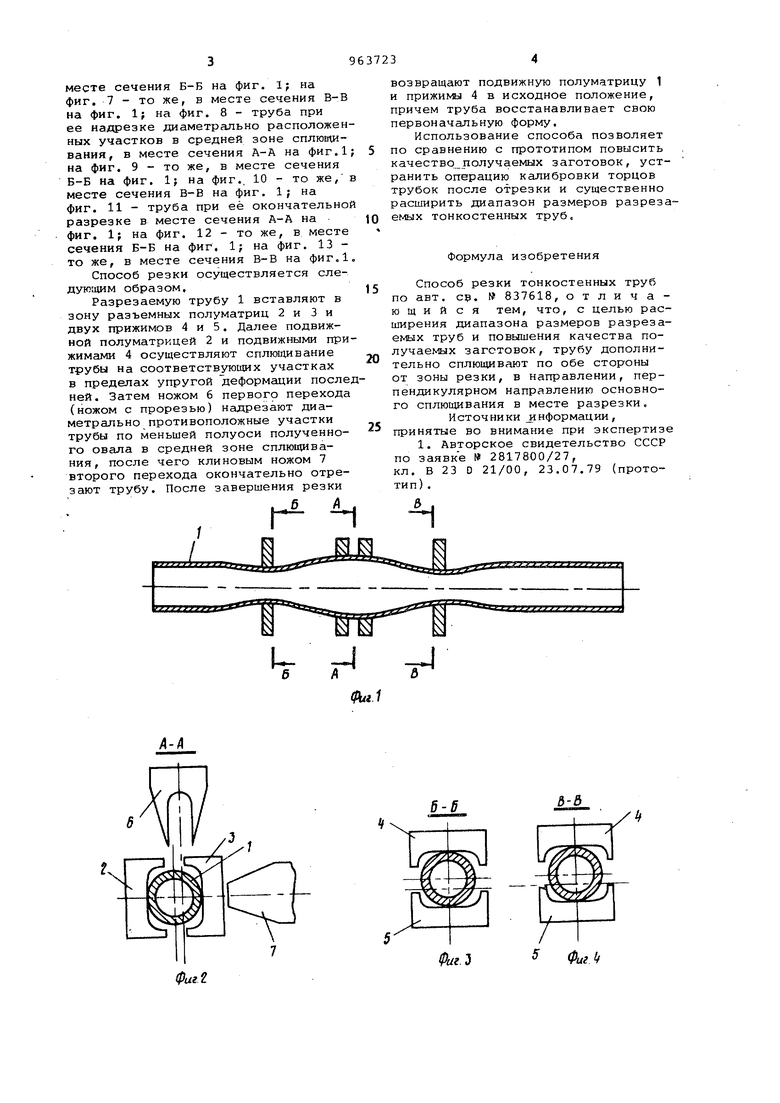
На фиг. 1 изображена схема сплющивания трубы; на фиг. 2 - в исход25ном положении, сечение А-А на фиг. 1 на фиг. 3 - то же, сечение Б-Б на фиг. 1; на фиг. 4 - то же, сечение В-В на фиг. 1; на фиг. 5 - труба после сплющивания (в месте сечения
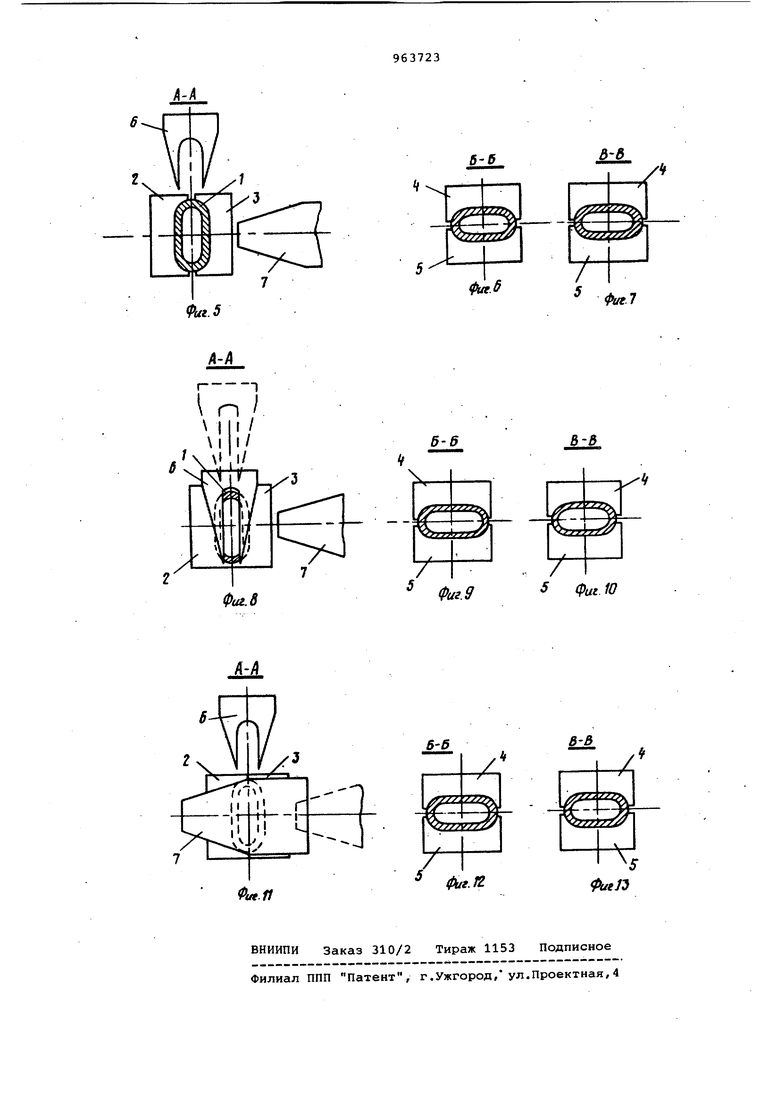
30 А-А на фиг. 1); на фиг. 6 - то же, в месте сечения Б-Б на фиг. 1; на фиг. 7 - то же, в месте сечения В-В на фиг. 1; на фиг. 8 - труба при ее надрезке диаметрально расположен ных участков в средней зоне сплювдавания, в месте сечения А-А на фиг.1 на фиг. 9 - то же, в месте сечения Б-Б на фиг. 1; на фиг.. 10 - то же, месте сечения В-В на фиг. 1; на фиг. 11 - труба при её окончательно разрезке в месте сечения А-А на фиг. 1; на фиг. 12 - то же, в месте сечения Б-Б на фиг. 1; на фиг. 13 то же, в месте сечения В-В на фиг«1 Способ резки осуществляется следующим образом. Разрезаемую трубу 1 вставляют в зону разъемных полуматриц 2 и 3 и двух прижимов 4 и 5. Далее подвижной полуматркцей 2 и подвижными при жимами 4 осуществляют сплкодавание трубы на соответствующих участках в пределах упругой деформации после ней. Затем ножом 6 первого перехода (ножом с прорезью) нешрезают диаметрально противоположные участки трубы по меньшей полуоси полученного овала в средней зоне сплющивания, после чего клиновым ножом 7 второго перехода окончательно отрезают трубу. После завершения резки возвращают подвижную полуматрицу 1 и прижимы 4 в исходное положение, причем труба восстанавливает свою первоначальную форму. Использование способа позволяет по сравнению с прототипом повысить качество получаемых заготовок, устранить операцию калибровки торцов трубок после отрезки и существенно расширить диапазон размеров разрезаемых тонкостенных труб. Формула изобретения Способ резки тонкостенных труб по авт. С9. W 837618, отличающийся тем, что, с целью расширения диапазона размеров разрезаемых труб и повышения качества получаемых заготовок, трубу дополнительно сплющивают по обе стороны от зоны резки, в направлении, перпендикулярном направлению основного сплющивания в месте разрезки. Источники 1нформации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке № 2817800/27, кл. В 23 D 21/00, 23.07.79 (прототип).
фиг
й-В
В-В
Фиг.З
t.5
&±,
бб
фиг. б
Фиг
Фиг. 8
5-6
±±,
Фиг. 9
