Изобретение относится -к области машиностроения и может быть использовано в случаях профилирования инструмента, нарезающего по методу огибания изделия с неэвольвёнтннм профилем.
Известно, что при обарботке изделия с неэвольвентным профилем по методу огибания у точки излома профиля зуба формируется переходная кривая. Для шлицевых изделий форкшроваяие переходной кривой приводит к искажению профиля у ножки tl .
При наличии переходных кривых значительного радиуса кривизны требуется последующее исправление сформированных участков, так как возникающие отклонения приводят к ухудшению условий эксплуатации сопрягаемой пары.
Известна фаза, которая уменьшает переходные кривые у точек излома обрабатываемого профиля путем огибания по измененной начальной окружности 2.
Недостатком такого инструмента является искажение зуба изделия на других участках.
Целью изобретения является сохранение формы режущих кромок при переточках.
Поставленная цель достигается тем, что в точках излома выполнены поднут - рения боковой передней поверхности зуба.
Величина поднутрения передней поверхности зуба инструмента определя ется требуемой точностью обрабатываемого профиля. Величина изменения начальной окружности ограничена такой
10 корректирующей заточкой передней поверхности, для которой не ухудшается прочность и количество переточек зуба инструмента.
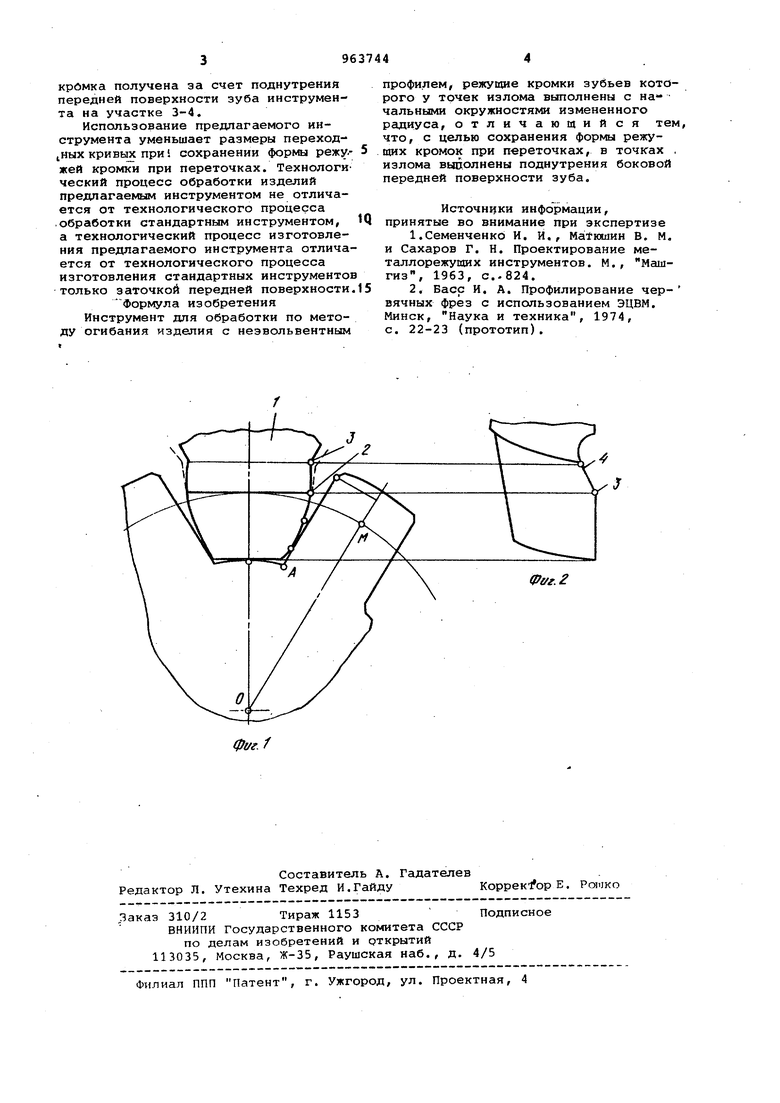
На фиг. 1 показан режущий зуб
15 инструмента (боковая сторона зуба); на фиг. 2 . - вторая проекция зуба, в которой показана передняя поверхность.
Предложенный инструмент содержит
20 режущий зуб 1, режущая кромка которого спроектирована при огибании профиля изделия по начальной окружности ОМ, приближенного к точкам излома А. При этом формируются умень25шенные переходные кривые у основания шлицев, а режущая кромка имеет поднутрение на участке 2-3 (по передней поверхности). Боковая сторона зуба ла участке 2-3 (боковая поверхность)
30 выполнена без поднутрений. Режущая
крймка получена за счет поднутрения передней поверхности зуба инструмента на участке 3-4,
Использование предлагаемого инструмента уменьшает размеры переходjHux кривы25 при сохранении формы режужей кромки при переточках. Технологический процесс обработки изделий предлагаемым инструментом не отличается от технологического процесса .обработки стандартным инструментом, а технологический процесс изготовления предлагаемого инструмента отличается от технологического процесса изготовления стандартных инструментов только заточкой передней поверхности. Формула изобретения
Инструмент для обработки по методу огибания изделия с неэвольвентным
профилем, режущие кромки зубьев которого у точек излома выполнены с начальными окружностями измененного радиуса, отличающийся тем что, с целью сохранения формы режущих кромок при переточках, в точках излома выполнены поднутрения боковой передней поверхности зуба.
Источники информации, принятые во внимание при экспертизе
1.СеменченкЬ И. И., MaitrauHH В. М. и Сахаров Г. Н. Проектирование металлорежущих инструментов. М., Машгиз, 1963, с.-824.
2. Басе И. А. Профилирование червячных фрез с использованием ЭЦВМ. Минск, Наука и техника, 1974, с. 22-23 (прототип).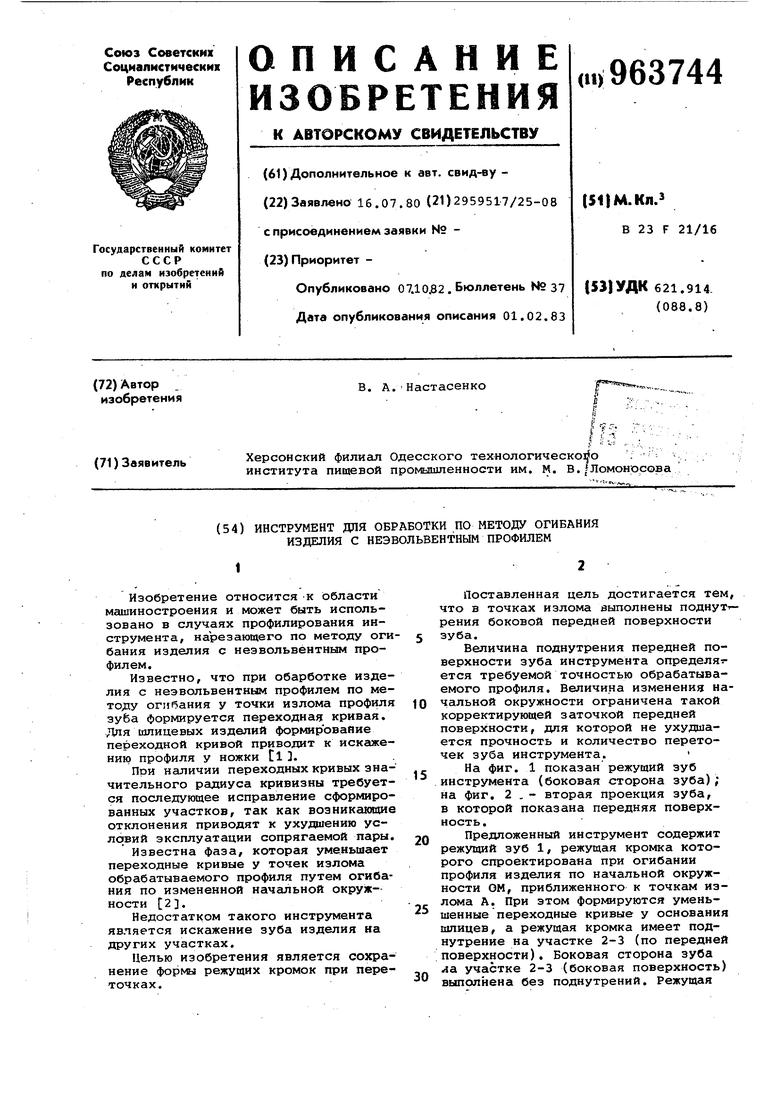
| название | год | авторы | номер документа |
|---|---|---|---|
| ЧЕРВЯЧНАЯ ФРЕЗА | 1970 |
|
SU271253A1 |
| ЧЕРВЯЧНАЯ ЗУБОРЕЗНАЯ ФРЕЗА ГРЕБЕНЮКА | 2009 |
|
RU2429952C2 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 2009 |
|
RU2507041C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ (ВАРИАНТЫ) И СПОСОБ ИЗГОТОВЛЕНИЯ ПОДНУТРЕННЫХ ПАЗОВ РЕЖУЩИМ ИНСТРУМЕНТОМ | 1997 |
|
RU2175592C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ ФИБР | 2006 |
|
RU2344904C2 |
| ПРОРЕЗНАЯ ИЛИ ОТРЕЗНАЯ ДИСКОВАЯ ФРЕЗА | 1993 |
|
RU2041029C1 |
| ЛЕНТОЧНАЯ ПИЛА | 2006 |
|
RU2305626C1 |
| Способ сверления отверстий и режущий инструмент для его осуществления | 1991 |
|
SU1816247A3 |
| Способ изготовления чистовой червячной фрезы | 1989 |
|
SU1768360A1 |
| Способ изготовления зубчатой передачи, составленной из колес с выпукло-вогнутыми профилями зубьев | 1988 |
|
SU1657296A1 |
