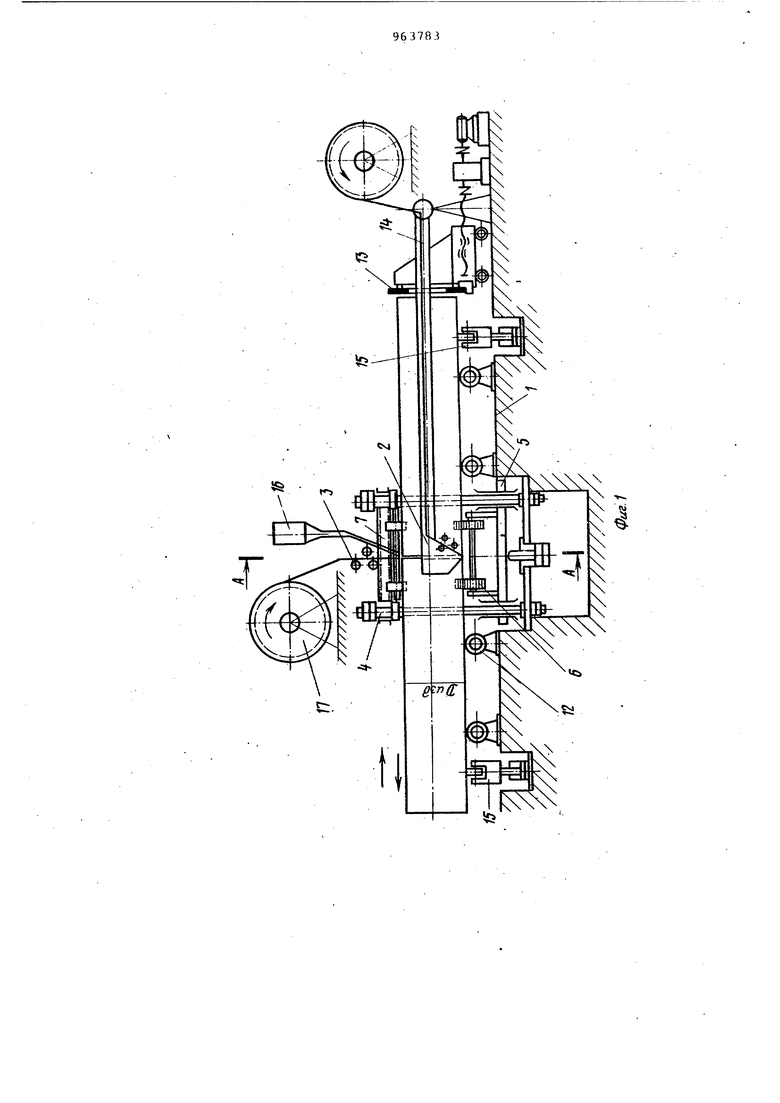
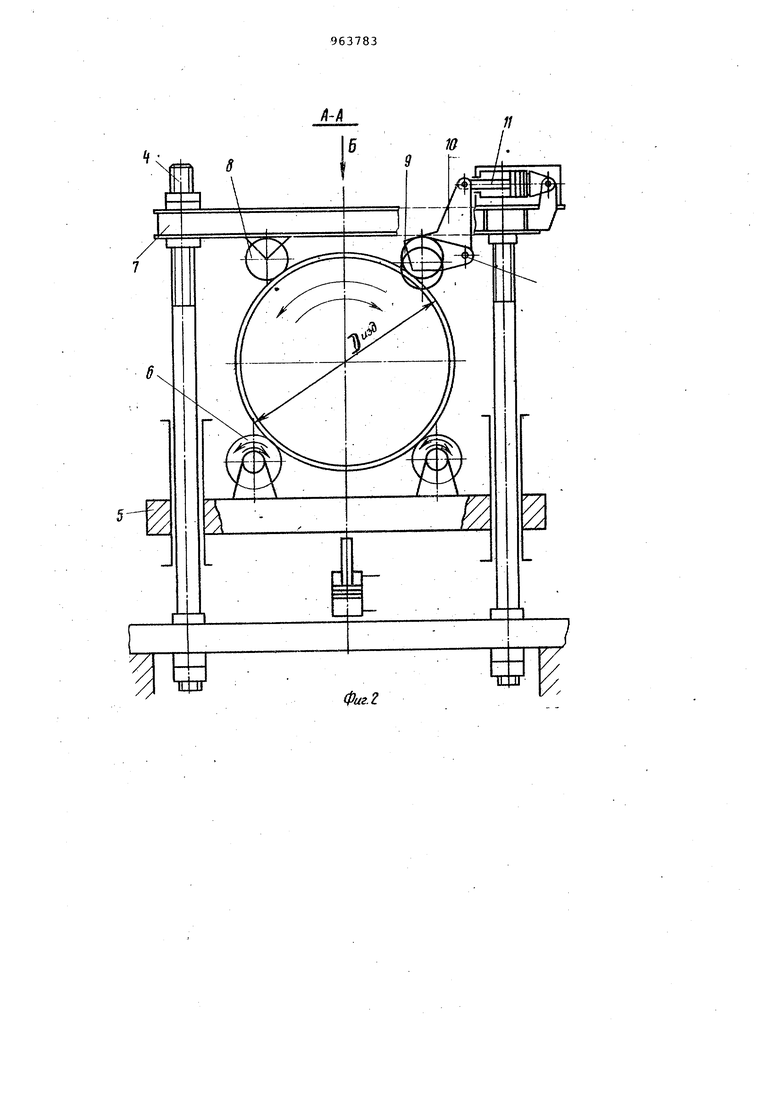
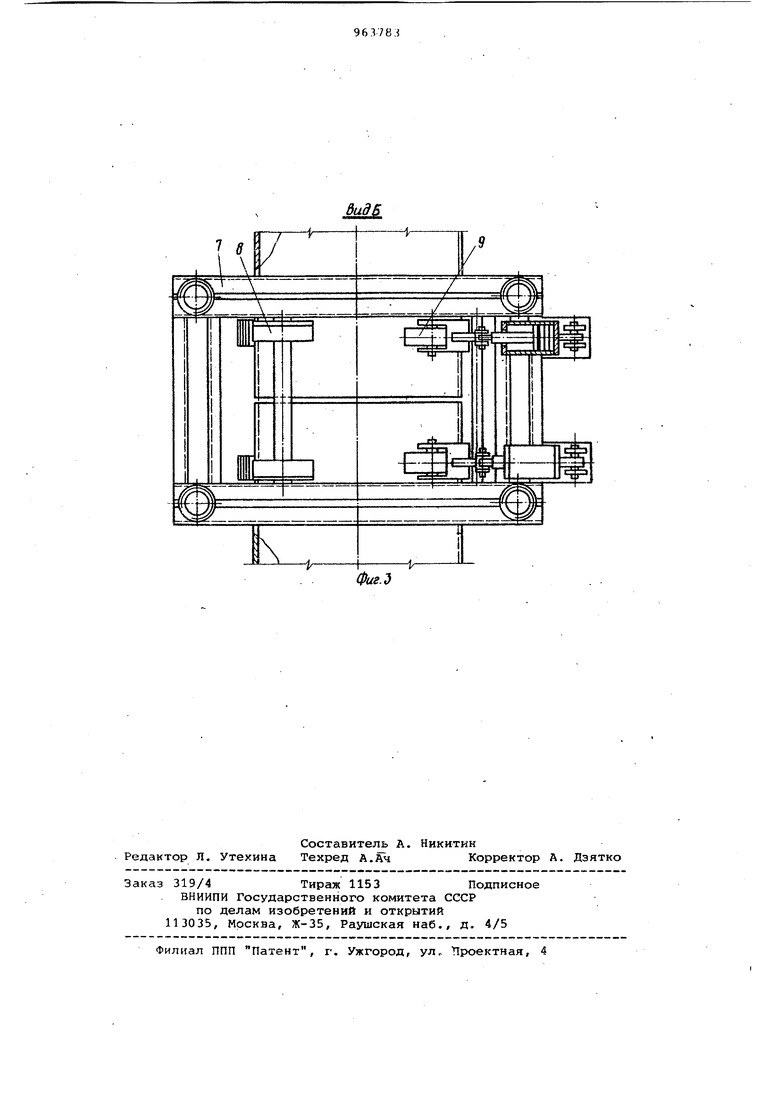
Изобретение относится к области |Производства цилиндрических изделий, а более конкретно к производству газонефтепроводных электросварных труб большого диаметра. Известно устройство 1 для сварк кольцевых швов цилиндрических издели содержащее основание с размещенными на нем сварочными головками вну-тренн го и наружного швов и вращателем, вы полненным в виде клети и с1Аэнтированных на ней подъемного с-пола с при водными роликами-и плиты с двумя парами опорных роликов. . Недостатком известного устройства является некачественное выравнивание кромок стыкуемых труб в процессе сварки, что снижает производительность и качество сварки. Целью изобретения является повыше ние производительности и качества сварки путем выравнивания кромок в процессе сварки. Цель изобретения достигается тем, что устройство для сварки кольцевых швов цилиндрических изделий, содержащее основание с размеь енными на нем сварочными головками для свар ки внутреннего и наружного швов и вращателем, выполненным в виде клети и смонтированных на ней подъемного стола с приводными роликами и. рамы с двумя парами опорных роликов, снабжено парой рычагов, смонтированных на раме и индивидуальными гидроцилиндрами для их поворота. При этом одна из пар опорных роликов закреплена на упомянутых рычагах. На фиг, 1 показано устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 2. Устройство содержит основание 1 с размещенными нь. нем сварочными головками 2 и 3 для сварки.внутреннего и наружного швов .соответственно, а также вращатель, выполненный в виде клети 4 и смонтированных на ней подъемного стола 5 с приводными рб ликами б и рамы 7 двумя парами опорных роликов 8 и 9. Пара 9 опорных роликов размещена на рычагах 10 рамы 7, которые соединены с индивидуальными гидроцилиндрами 11. Уст-, ройство также содержит роликовый конвейер 12, который состоит из последовательно расположенных на одной оси спаренных бочкообразных приводных роликов с конусной поверхностью для возможности прилегания и транспортнровки цилиндрических изделий, перед5вижной упор 13, позволяющий стыковать изделия (трубы 7 разной длины, с механизмом привода, консольную штангу 14 на опоре и закрепленную на ней сварочную половку 2, 5 подъемные роликропоры 15 с гидроцилиндрами , флюсоаппаратуру 16, O QP дованную системой подачи флюса в зону сварки и его уборки, сварочную головку для наружного шва 3, гидро- 10 привод на чертеже не показан), приспособления и катушки для сварочной проволоки 17.
Установка работает следующим образом.15
Первую трубу подают по роликовому конвейеру 12 до упора 13.Регулировкой упора трубу устанавливают так, чтобы ее торец находился на оси внутренней сварочной головки 2. После установки 20 первой трубы подводят вторую трубу впритык к первой.
Подогранные. трубы поднимают на оликоопорах 15 и подъемном столе 5 цдд роликовым конвейером и прижи- 25 мают концы труб, подлежащие стыковке, к верхним парам роликов 8, 9.
Вращая трубу, проводят проверку . совмещения периметров окружностей торцов труб.3Q
При использовании данного устройства сварщик, вращая цилиндрическое изделие, при подготовке к. сборке не применяет подкладок под опорные роики, а управляя с пульта двумя при- . жимными роликами 9 с индивидуальными гидродилиндрами 11 и рычажной системой, устраняет превышения кромок нажимая то один, то другой конец трубы, выравнивая кромки, разгоняя таким образом их разность по величи- 0 не периметров равномерно по всей ине стыка, и одновременно производит сборку труб прихватками сваркой в нескольких местах по окружности.
По окончании сборки сваривают 45 трубы сплошным электрошвом, включая внутреннюю, а затем наружную сварочные головки. После этого состыкованная труба по роликовомуконвейеру выдается из установки на стеллажи.
Это устройство с опорными роликами, оснащенн1лми индинидуальными . гидроцилиндрами, позволяет
раздельно регулировать величину нажима на концы Друб и устранять превышение кромок торцов труб с отклонениями по величине периметров их окружнрстей,
улучшить условия труба и технику безопасности рабочего, так как отпа- ла необходимость подкладывать в опасных условиях прокладки под верхние опорные ролики,
повысить производительность труда на 5-7%, .
уменьшить количество разрезаемых и перевариваемых стыков на 50%, так как исключено превышение кромок и фомирования сварного шва.
Конструкция нажимных роликов несложна в изготовлении и надежна в эксплуатации.
Формула изобретения
Устройство для сварки кольцевых швов цилиндрических изделий, содержащее основание с размещенными на нем сварочными головками для сварки внутреннего и наружного швов и вращателем, выполненным в виде клети и смонтированных на ней подъемного стола с приводными роликами и рамы с двумя парами опорных роликов, отличающееся тем, что, с целью повышения производительности и качества сварки путем выравнивания кромок в процессе сварки, устройство снабжено парой рычагов, смонтированннхна раме, и индивидуальными гидроцилиндрами для их поворота, при этом одна из пар опорных роликов закреплена на упомянутых рычагах.
Источники информации, принятые во внимание при экспертизе
1. Сварочное производство № 12, 1970, с. 40-41 (прототип).
duds
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки сильфонов | 1980 |
|
SU1009680A1 |
| СВАРОЧНАЯ КЛЕТЬ ДЛЯ СБОРКИ И СВАРКИ ТРУБ КОНЕЧНОЙ ДЛИНЫ | 2008 |
|
RU2361691C1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СБОРКИ И КОЛЬЦЕВОЙ СВАРКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2024 |
|
RU2840538C1 |
| ВНУТРЕННЯЯ ОПРАВКА ТРУБОСВАРОЧНОГО СТАНА | 1993 |
|
RU2070450C1 |
| СВАРОЧНАЯ КЛЕТЬ ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ КОНЕЧНОЙ ДЛИНЫ | 2015 |
|
RU2612881C1 |
| Установка для дуговой сварки в среде углекислого газа кольцевых швов | 1973 |
|
SU526479A1 |
| УНИВЕРСАЛЬНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБНЫХ УЗЛОВ | 2011 |
|
RU2478460C1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ДВУХШОВНЫХ ТРУБ | 2005 |
|
RU2296024C2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВКИ И СВАРКИ ПРОДОЛЬНЫХ ШВОВ ТРУБ | 2012 |
|
RU2488457C1 |
| Стенд для сварки цилиндрических изделий | 1980 |
|
SU889360A1 |