ливаемой железобетонной трубы будет не под прямым, а под острым углом.
Форма раб6тает следующим образом.
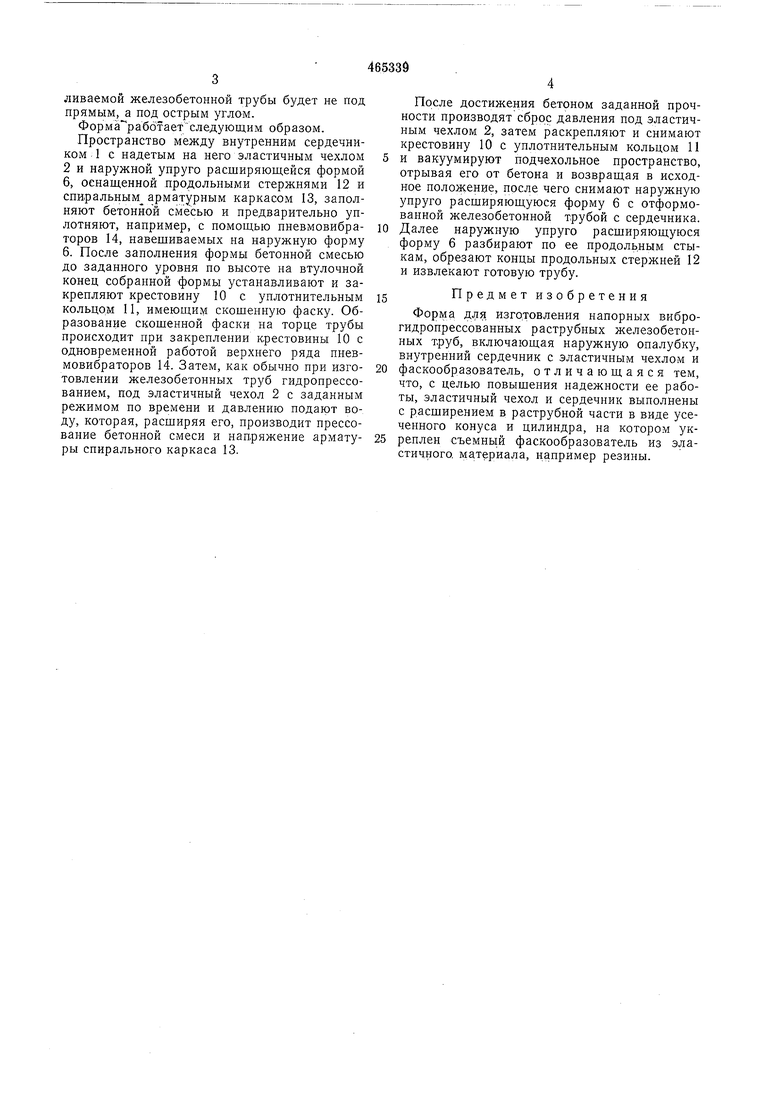
Пространство между внутренним сердечником 1 с надетым на него эластичным чехлом 2 и наружной упруго расширяющейся формой 6, оснащенной продольными стержнями 12 и спиральным арматурным каркасом 13, заполняют бетонной смесью и предварительно уплотняют, например, с помощью пневмовибраторов 14, навешиваемых на наружную форму 6. После заполнения формы бетонной смесью до заданного уровня по высоте на втулочной конец собранной формы устанавливают и закрепляют крестовину 10 с уплотнительным кольцод 11, имеющим скошенную фаску. Образование скощенной фаски на торце трубы происходит при закреплении крестовины 10 с одновременной работой верхнего ряда пневмовибраторов 14. Затем, как обычно при изготовлении железобетонных труб гидропрессованием, под эластичный чехол 2 с заданным режимом по времени и давлению подают воду, которая, расширяя его, производит прессование бетонной смеси и напряжение арматуры спирального каркаса 13.
После достижения бетоном заданной прочности производят сброс давления под эластичным чехлом 2, затем раскрепляют и снимают крестовину 10 с уплотнительным кольцом И и вакуумируют подчехольное пространство, отрывая его от бетона и возвращая в исходное положение, после чего снимают наружную упруго расширяющуюся форму 6 с отформованной железобетонной трубой с сердечника. Далее наружную упруго расширяющуюся форму 6 разбирают по ее продольным стыкам, обрезают концы продольных стержней 12 и извлекают готовую трубу.
Предмет изобретения
Форма Д,я, изготовления напорных виброгидропрессованных раструбных железобетонных т.руб, включающая наружную опалубку, внутренний сердечник с эластичным чехлом и
фаскообразователь, отличающаяся тем, что, с целью повышения надежности ее работы, эластичный чехол и сердечник выполнены с расширением в раструбной части в виде усеченного конуса и цилиндра, на котором укреплен съемньш фаскообразователь из эластичного, материала, например резины.
/,:y..,
fug.i
A-f(
Фиг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления напорных виброгидропрессованных раструбных железобетонных труб | 1976 |
|
SU559602A1 |
| Установка для приготовления асбестоцементной суспензии | 1974 |
|
SU559601A1 |
| Форма для изготовления из бетонных смесей напорных виброгидропрессованных трубчатых изделий | 1980 |
|
SU963866A1 |
| Форма для изготовления напорных виброгидропрессованных труб с металлическим цилиндром | 1991 |
|
SU1838112A3 |
| Способ изготовления виброгидропрессованных труб со спирально-перекрестным арматурным каркасом | 1988 |
|
SU1653984A1 |
| Способ формования виброгидропрессованных трубчатых изделий | 1989 |
|
SU1715638A1 |
| Форма для изготовления виброгидропрессованных трубчатых изделий | 1981 |
|
SU1014723A1 |
| Форма для изготовления виброгидропрессованных труб | 1990 |
|
SU1770126A1 |
| Форма для изготовления гидропрессованных напорных труб из бетонных смесей | 1986 |
|
SU1329985A1 |
| ТРУБА ЖЕЛЕЗОБЕТОННАЯ НИЗКОНАПОРНАЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2770507C2 |
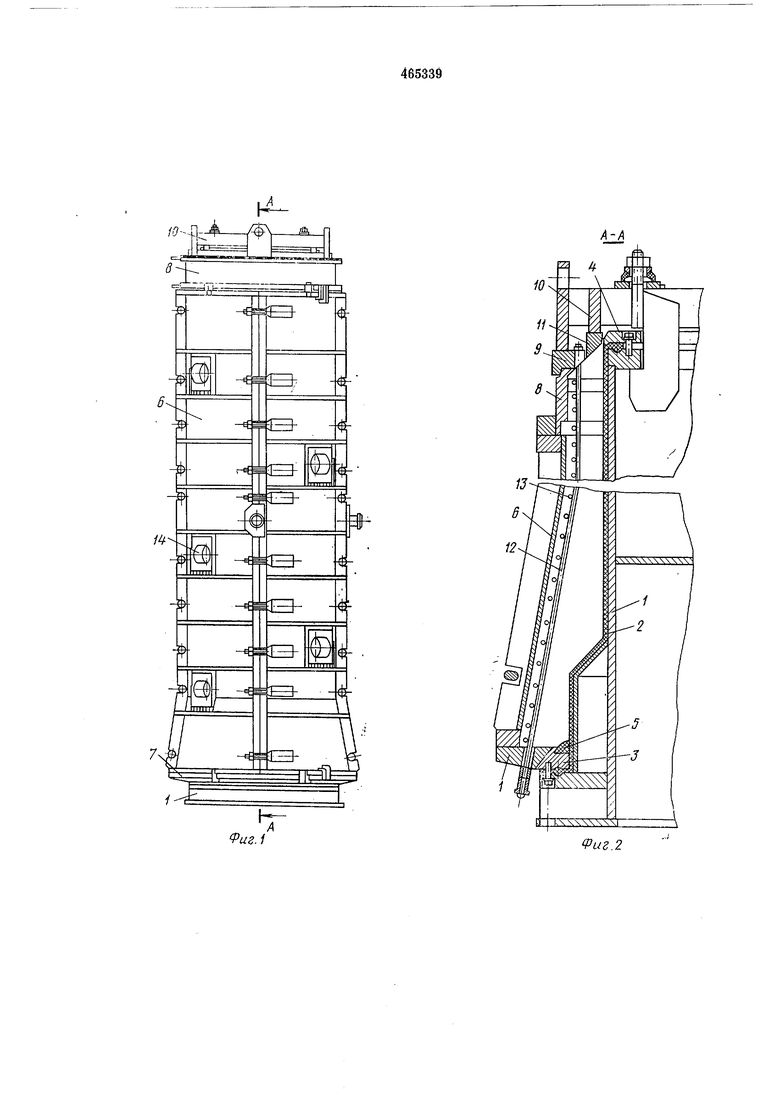
Фиг.з
