1
Изобретение относится к области электротехники.
Известны электроконтактные установки для нагрева металлических заготовок, содержащие силовой трансформатор, зажимные головки с токоподводящими контактами, установленные на вращающемся барабане, и неподвижные токоподводы, соединенные с выводами вторпч1ГОЙ обмотки трапсформатора. Недостатком таких установок является низкая производителыюсть из-за необходимости отключения тока во всей цепи в момент загрузки или выгрузки заготовки. Потери времени на отключение и включение тока в иепи и другие вспомогательные транспортные операции снижают эффективность известных установок.
Для повышения производительности и эффективиости установки предлагаемая установка снабжена дополнительными подвижными токоподводами, жестко связанными с токоподводящими контактами зажимных головок и контактирующими с неподвижными токоподводами.
Подвил ные токоподводы могут быть снабжены контактами, выполненными, например, в виде пластии, имеющих переменное сопротивление.
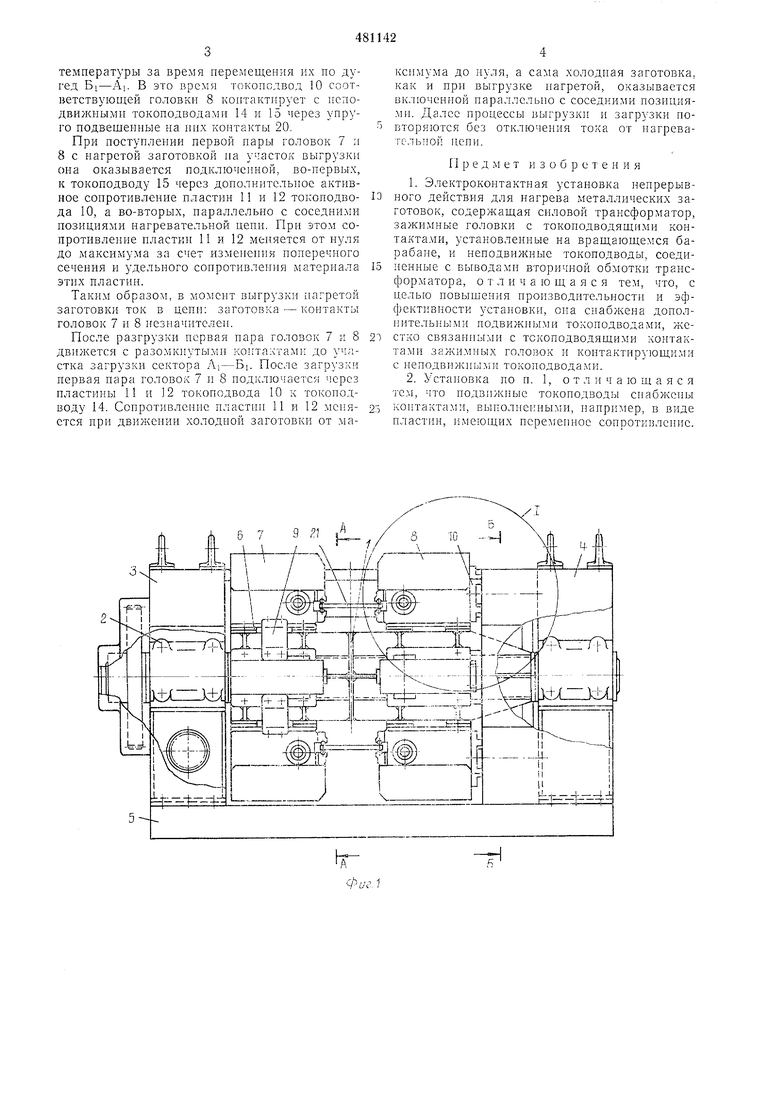
Па фиг. 1 показана четырехпозиционная описываемая установка со стороны выгрузки заготовок, общий вид; на фиг. 2 - разрез по
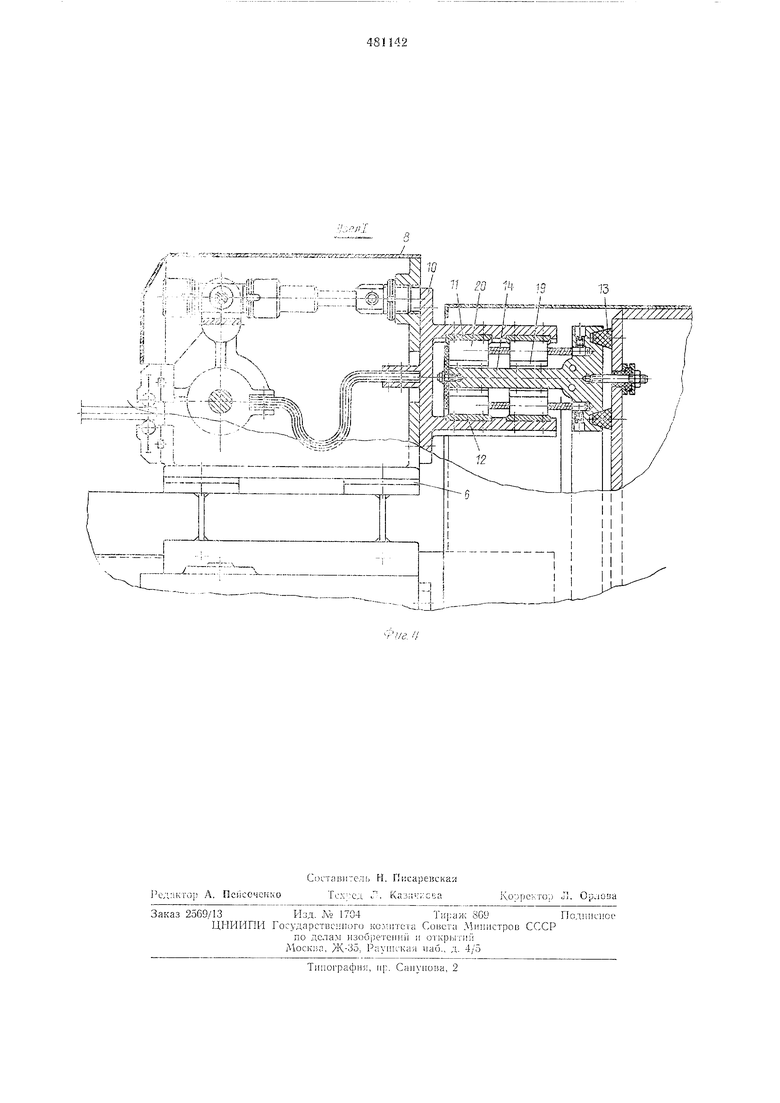
А-А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. I; на фиг. 4 - узел I на фиг. 1.
Поворотный барабан 1 установки установлен в опорных подшипниках 2 ту.мб 3 и 4, которые закреплены на общем основании 5. По концам барабана 1 крепятся диаметрально противоположно через изоляционные прокладки 6 четыре пары зажимных головок 7 и 8. Головки 7 соединены между собой токоведущими шинами 9. Каждая из головок 8 снабх ена токоподводами 10, в которые вставлены пластины 11 и 12, имеющие переменные поперечное сечение и удельное сопротивление. К ту.мбе 4 через изоляторы 13 прикреплены неподвижные токонодводы 14 и 15, которые через щины 16 и 7 подсоединены к силовому трансформатору 18. На неподвижных токоподводах 14 и 15 закреплены через упругие подвески 19 контакты 20.
Установка работает следующим образом.
Заготовки 21 одну за другой загружают в очередные зажимные контакты головок 7 и 8, подошедших на позицию загрузки в секторе AI-Б при непрерывном движении барабана (см. фиг. 3, вращение против часовой стрелки). После загрузки всех позиций зажимных головок 7 и 8 на участке BI-Aj токонодводами 4 и 15 в нагревательную цепь подают напряжение требуемого значения, достаточное для нагрева заготовок до заданной
температуры за время перемещения их по дугед . В это время токоподвод 10 соответствующей головки 8 коптактирует с исподвижнымп токоподводами 14 и 15 через упруго подвешенпые на ппх контакты 20.
При поступлении первой пары головок 7 и 8 с нагретой заготовкой па участок выгрузки она оказывается подключенной, во-первы.х, к токоподводу 15 через дополнительное активное сопротивление пластин 11 и 12 токоподвода 10, а во-вторых, параллельно с соседними позициями нагревательной цепи. При этом сопротивлеиие пластин 11 и 12 меняется от нуля до максимума за счет изменений поперечного сечения и удельного сопротивления материала этих пластин.
Таким образом, в момеит выгрузки нагретой заготовки ток в цепи; заготовка-контакты головок 7 и 8 незначителен.
После разгрузки первая нара головок 7 и 8 движется с разомкнутыми коптактамк до участка загрузки сектора AI-Б.. После загрузки первая пара головок 7 и 8 иодключается через пластины 11 и 12 токоподвода 10 к токоподводу 14. Сопротивленне пластпп 11 и 12 меняется при движепип холодной заготовки от макснмума до нуля, а сама холодная заготовка, как и при выгрузке нагретой, оказывается включенной параллельно с соседними позициями. Далее процессы выгрузки и загрузки повторяются без отключения тока от нагревательной цени.
Пред м е т и з о б р е т е н и я
1. Электроконтактная установка непрерывного действия для нагрева металлических заготовок, содержащая силовой трансформатор, зажимные головки е токоподводящими контактами, установленные на вращающемся барабане, и неподвижные токоподводы, соединенные с выводами вторичной обмотки трансформатора, отличающаяся тем, что, с целью повышения производительностн и эффективности установки, она снабжена дополнительными подвижпыми токоподводами, жестко связанными с тскоподводящими контактами зажимных головок и контактирующи.ми с неподвижными токоподводами.
2. Установка по п. 1, отличающаяся тем, что подвпжпые токоподводы спабжены кoнтaктa и, вынолнеипыми, например, в виде пластин, имеющих перемеиное сопротивлеиие.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционная электроконтактная установка | 1972 |
|
SU438718A1 |
| Двухпозиционная электроконтактная установка для нагрева заготовок | 1989 |
|
SU1669989A1 |
| Двухпозиционная электроконтактная установка для нагрева заготовок | 1984 |
|
SU1206321A1 |
| ЭЛЕКТРОКОНТАКТНОГО НАГРЕВА ИЗДЕЛИЙ | 1971 |
|
SU309051A1 |
| Многопозиционная электроконтактная установка для нагрева изделий | 1987 |
|
SU1447880A1 |
| СПОСОБ ВКЛЮЧЕНИЯ И ВЫКЛЮЧЕНИЯ ЗАГОТОВОК В НАГРЕВАТЕЛЬНУЮ ЦЕПЬ МНОГОПОЗИЦИОННОЙ | 1973 |
|
SU389149A1 |
| Способ электроконтактного нагрева заготовок переменного сечения | 1978 |
|
SU768829A1 |
| Многопозиционная установка для электроконтактного нагрева заготовок | 1989 |
|
SU1766973A1 |
| Двухпозиционный агрегат для электроконтактной термообработки профильного проката | 1983 |
|
SU1068504A1 |
| Подвижная зажимная головка электроконтактной установки для нагрева заготовок | 1984 |
|
SU1206320A1 |

1t: JO /5
I IЗоне Ььгрузни
ГХ2 i,V3oepy3HU
I / , . / If on -Ji -i-icAlm I I -I iU4i- / I т L. /
