(54) ОПРАВКА ДЛЯ ФОРМОВКИ ТРУБНЫХ ЗАГОТОВОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка для формовки трубных заготовок | 1977 |
|
SU660743A1 |
| Способ производства электросварных труб | 1986 |
|
SU1310060A1 |
| Устройство для формовки трубной заготовки | 1984 |
|
SU1232317A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2011 |
|
RU2486981C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА ДЛЯ ТРАНСПОРТИРОВКИ АБРАЗИВНЫХ СЫПУЧИХ МАТЕРИАЛОВ И ПУЛЬП И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2087226C1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ ТРУБ НА НЕПРЕРЫВНЫХ СТАНАХ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2007240C1 |
| Внутренняя оправка трубосварочного стана | 1982 |
|
SU1082512A1 |
| Способ производства электросварных труб | 1986 |
|
SU1353548A1 |
| Устройство для формовки трубной заготовки | 1975 |
|
SU556862A1 |
| ОПРАВКА ПРОШИВНОГО СТАНА ДЛЯ ПРОШИВКИ СЛИТКОВ И ЗАГОТОВОК ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2005 |
|
RU2297894C2 |
1
Изобретение относится к труОному производству, а точнее к производству прямошовных электросварных труб или трубных заготовок, и наиболее эффективно может быть использовано в станах аргоно-дуговой сварки.
Известна оправка для формовки трубных заготовок, выполненная из двух цилиндрических частей с одинаковым радиусом кривизны. Оправка содержит калибрующие и заборные участки и установлена на стержне с помош.ью державки. Калибрующая часть в. верхней половине оправки, вьшолненная с уклоном к оси оправки, направляет и поддерживает сопряженные кромки трубы по мере их прохода через обжимные валки 1.
Недостаток этой конструкции оправки заключается в том, что перед принудительным разгибанием трубной заготовки половины трубной заготовки, сформированные по радиусам, меньшим радиуса готовой трубы, находятся в разном напряженном состоянии. Поэтому при разгибании кромок трубной заготовки возникающие силы трения между ней и оправкой приводят к быстрому износу последней. Это вызывает необходимость в частой замене оправок и вынужденном простаивании стана.
Наиболее близкой к предлагаемой по технической сущности является оправка для формовки трубных заготовок, содержащая смещенные между собой в горизонтальной плоскости заборные и калибрующие участки. Цилиндрический калибрующий участок выполнен из двух полуцилиндров различной кривизны и длины, а заборный участок из двух смещенных друг относитель10но друга полуконусов различной кривизны. Обе половины калибрующего участка вместе с половинами заборного участка смещены одна относительно другой в осевом направлении 2.
Недостаток известной конструкции оправ15ки для формовки трубных заготовок заключается в том, что в процессе формовки оправка контактирует с внутренней поверхностью заготовки на значительной поверхности. Это вызывает большие силы трения
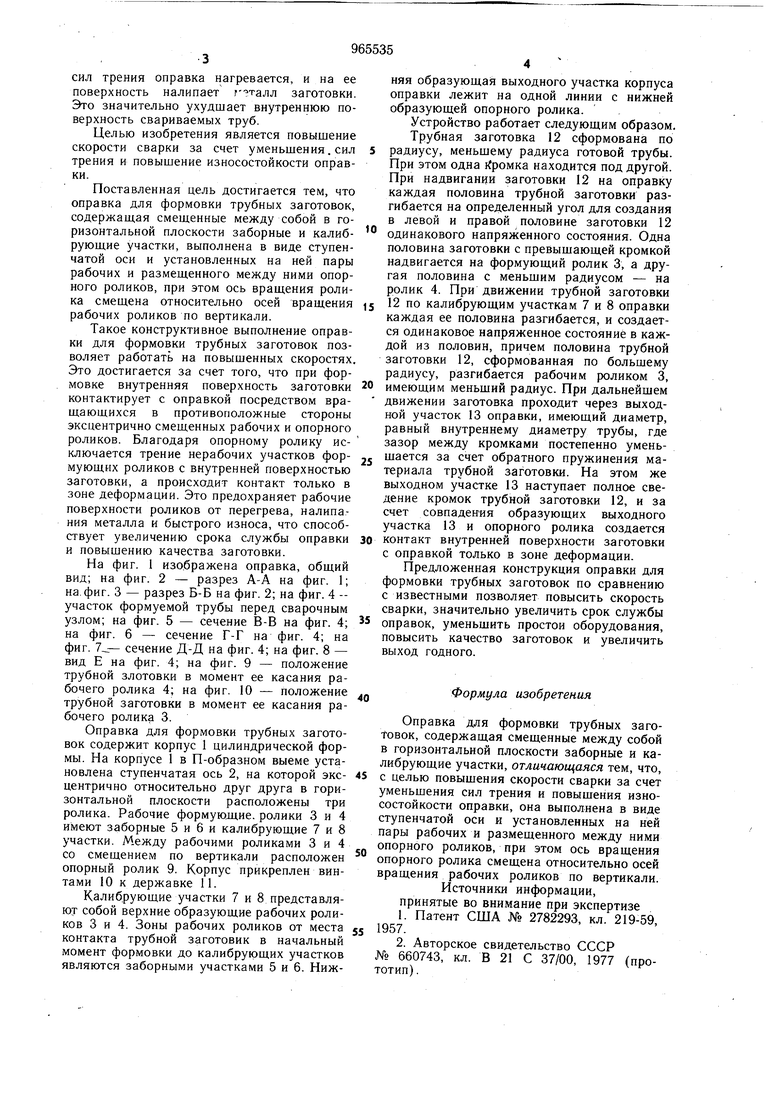
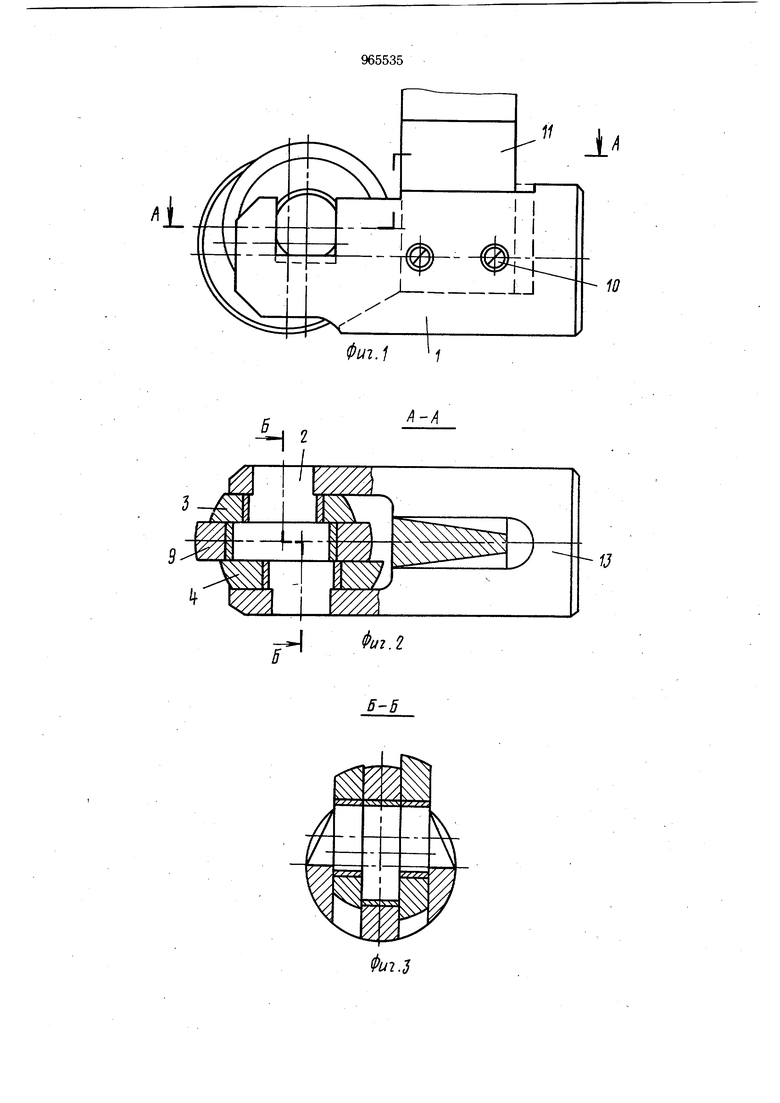
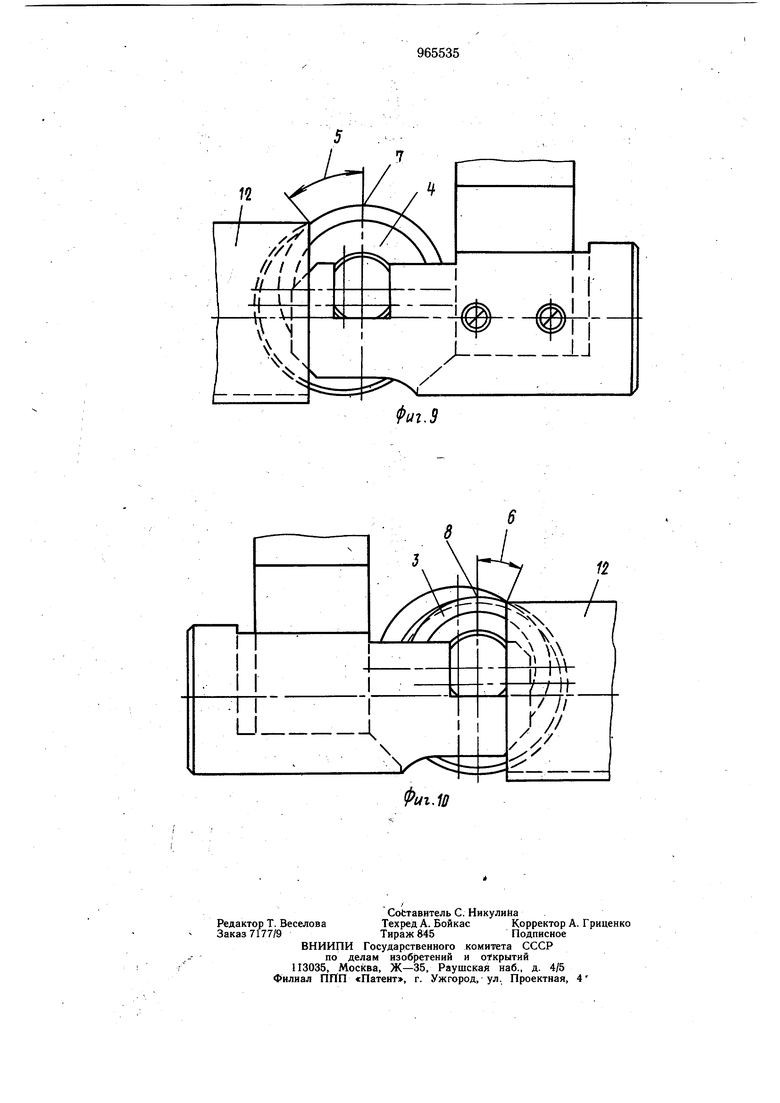
20 и приводит к быстрому изнащиванию самой оправки и частой замене ее. Кроме того, такая оправка не может работать на повышенных скоростях, так как при скоростях сварки более 2 м/мин из-за значительных сил трения оправка нагревается, и на ее поверхность налипает заготовки. Это значительно ухудшает внутреннюю поверхность свариваемых труб. Целью изобретения является повышение скорости сварки за счет уменьшения, сил трения и повышение износостойкости оправки. Поставленная цель достигается тем, что оправка для формовки трубных заготовок, содержаш,ая смещенные между собой в горизонтальной плоскости заборные и калибруюшие участки, выполнена в виде ступенчатой оси и установленных на ней пары рабочих и размещенного между ними опорного роликов, при этом ось вращения ролика смешена относительно осей вращения рабочих роликов по вертикали. Такое конструктивное выполнение оправки для формовки трубных заготовок позволяет работать на повышенных скоростях. Это достигается за счет того, что при формовке внутренняя поверхность заготовки контактирует с оправкой посредством вращающихся в противоположные стороны эксцентрично смещенных рабочих и опорного роликов. Благодаря опорному ролику исключается трение нерабочих участков формующих роликов с внутренней поверхностью заготовки, а происходит контакт только в зоне деформации. Это предохраняет рабочие поверхности роликов от перегрева, налипания металла и быстрого износа, что способствует увеличению срока службы оправки и повышению качества заготовки. На фиг. 1 изображена оправка, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на. фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 -участок формуемой трубы перед сварочным узлом; на фиг. 5 - сечение В-В на фиг. 4; на фиг. 6 - сечение Г-Г на фиг. 4; на фиг. сечение Д-Д на фиг. 4; на фиг. 8 - вид Е на фиг. 4; на фиг. 9 - положение трубной злотовки в момент ее касания рабочего ролика 4; на фиг. 10 - положение трубной заготовки в момент ее касания рабочего ролика 3. Оправка для формовки трубных заготовок содержит корпус 1 цилиндрической формы. На корпусе 1 в П-образном выеме установлена ступенчатая ось 2, на которой эксцентрично относительно друг друга в горизонтальной плоскости расположены три ролика. Рабочие формующие, ролики 3 и 4 имеют заборные 5 и 6 и калибрующие 7 и 8 участки. Между рабочими роликами 3 и 4 со смешением по вертикали расположен опорный ролик 9. Корпус прикреплен винтами 10 к державке 11. Калибрующие участки 7 и 8 представляют собой верхние образующие рабочих роликов 3 и 4. Зоны рабочих роликов от места контакта трубной заготовик в начальный момент формовки до калибрующих участков являются заборными участками 5 и 6. Нижняя образующая выходного участка корпуса оправки лежит на одной линии с нижней образующей опорного ролика. Устройство работает следующим образом. Трубная заготовка 12 сформована по радиусу, меньшему радиуса готовой трубы. При этом одна Громка находится под другой. При надвигании заготовки 12 на оправку каждая половина трубной заготовки разгибается на определенный угол для создания в левой и правой половине заготовки 12 одинакового напряженного состояния. Одна половина заготовки с превышающей кромкой надвигается на формующий ролик 3, а другая половина с меньщим радиусом - на ролик 4. При движении трубной заготовки 12 по калибрующим участкам 7 и 8 оправки каждая ее половина разгибается, и создается одинаковое напряженное состояние в каждой из половин, причем половина трубной заготовки 12, сформованная по большему радиусу, разгибается рабочим роликом 3, имеющим меньший радиус. При дальнейшем движении заготовка проходит через выходной участок 13 оправки, имеющий диаметр, равный внутреннему диаметру трубы, где зазор между кромками постепенно уменьшается за счет обратного пружинения материала трубной заготовки. На этом же выходном участке 13 наступает полное сведение кромок трубной заготовки 12, и за счет совпадения образующих выходного участка 13 и опорного ролика создается контакт внутренней поверхности заготовки с оправкой только в зоне деформации. Предложенная конструкция оправки для формовки трубных заготовок по сравнению с известными позволяет повысить скорость сварки, значительно увеличить срок службы оправок, уменьшить простои оборудования, повысить качество заготовок и увеличить выход годного. Формула изобретения Оправка для формовки трубных заготовок, содержащая смещенные между собой в горизонтальной плоскости заборные и калибрующие участки, отличающаяся тем, что, с целью повышения скорости сварки за счет уменьшения сил трения и повышения износостойкости оправки, она выполнена в виде ступенчатой оси и установленных на ней пары рабочих и размещенного между ними опорного роликов, при этом ось вращения опорного ролика смещена относительно осей вращения рабочих роликов по вертикали. Источники информации, принятые во внимание при экспертизе 1.Патент США № 2782293, кл. 219-59, 1957. 2.Авторское свидетельство СССР № 660743, кл. В 21 С 37/00, 1977 (прототип).
-m
if
(
фиг, 5
КидВ
Г-Г
Д-Д
Фиг.7
11
12
