Изобретение относится к области трубного производства, а именно к производству прямошовных электросварных труб или трубных заготовок.
Целью изобретения является повышение качества трубных заготовок.
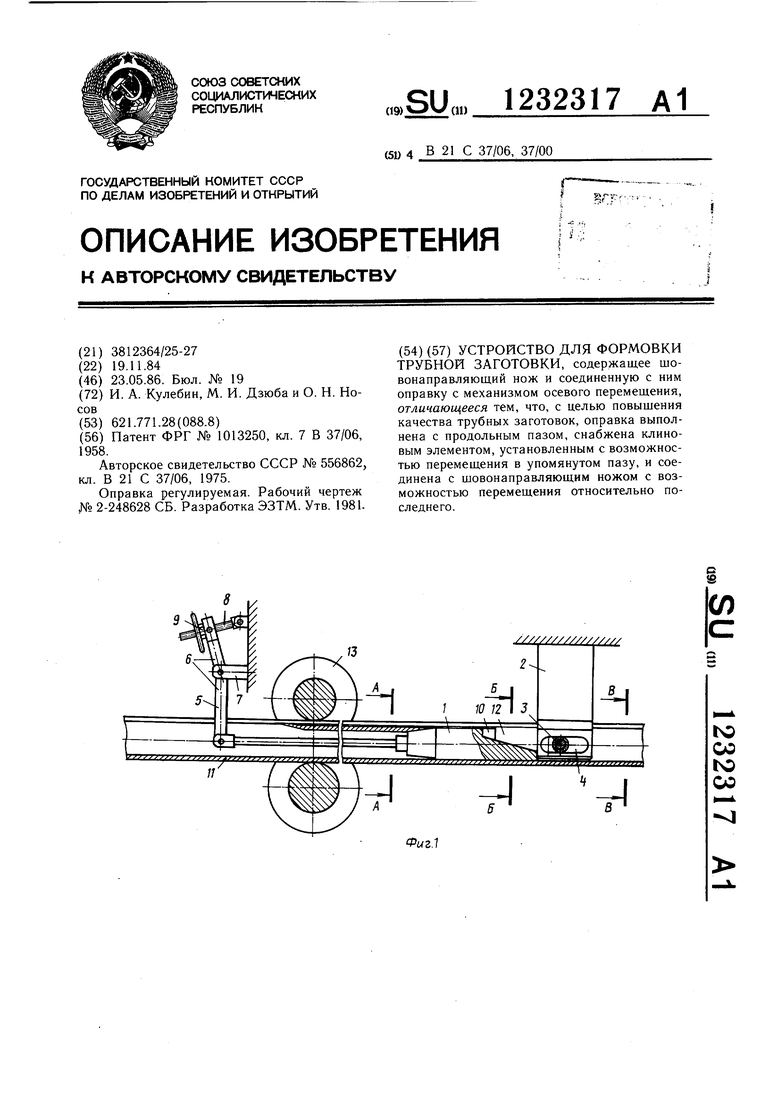
На фиг. I изображено устройство для формовки трубной заготовки, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1.
Устройство для формовки трубной заготовки содержит оправку 1, соединенную с шовонаправляющим ножом 2 через ролик 3, установленный в пазу 4 шовонаправляюще- го ножа, и механизм 5 перемещения оправки, выполненный в виде ломаного двуплечего рычага 6, закрепленного на стойке 7, и винтовой пары - винт 8 и гайка 9, контактирующей с одним плечом рычага 6.
В выполненном в оправке продольном пазу 10 с наклонным основанием установлен подвижный относительно оси заготовки 11 клиновой элемент 12, опирающийся на вертикальный торец шовообжимного ножа.
Устройство работает следующим образом.
Перед задачей заготовки закручиванием гайки винтовой пары осуществляется перемещение взаимодействующего с винтовой парой плеча рычага и одновременно в противоположную сторону другого плеча с за
крепленной на нем оправкой, т. е. оправка выдвигается навстречу заготовке. В это время клиновой элемент утоплен в пазу оправки и его рабочая поверхность располагается на одном уровне или ниже образующей оправки. Заготовка, перемещаясь, формируется валками 13 по радиусу, меньшему радиуса готовой трубы (фиг. 2), и, продолжая перемещаться после выхода из валков, надвигается на оправку. На цилиндрическом
участке оправки заготовка разгибается в пределах упругих деформаций. Для осуществления окончательной формовки откручиванием гайки винтовой пары осуществляется поворот рычага и вместе с тем смещение оправки по ходу движения заготовки.
Клиновой элемент при этом, перемещаясь по наклонному пазу, занимает положение, при котором его рабочая поверхность располагается выше уровня цилиндрического участка оправки. При движении трубной за0 готовки по поверхности клинового элемента создается давление на внутреннюю поверхность заготовки на наиболее изогнутом участке, который отгибается на требуемую величину (фиг. 3). Шовонаправляющий нож, закрепленный стационарно, удерживает заготовку и оправку от разворота вокруг собственных осей. После схода с ножа кромки заготовки под действием упругих сил смыкаются и занимают положение, соответствующее величине остаточных деформаций в материале заготовки (фиг. 4).
5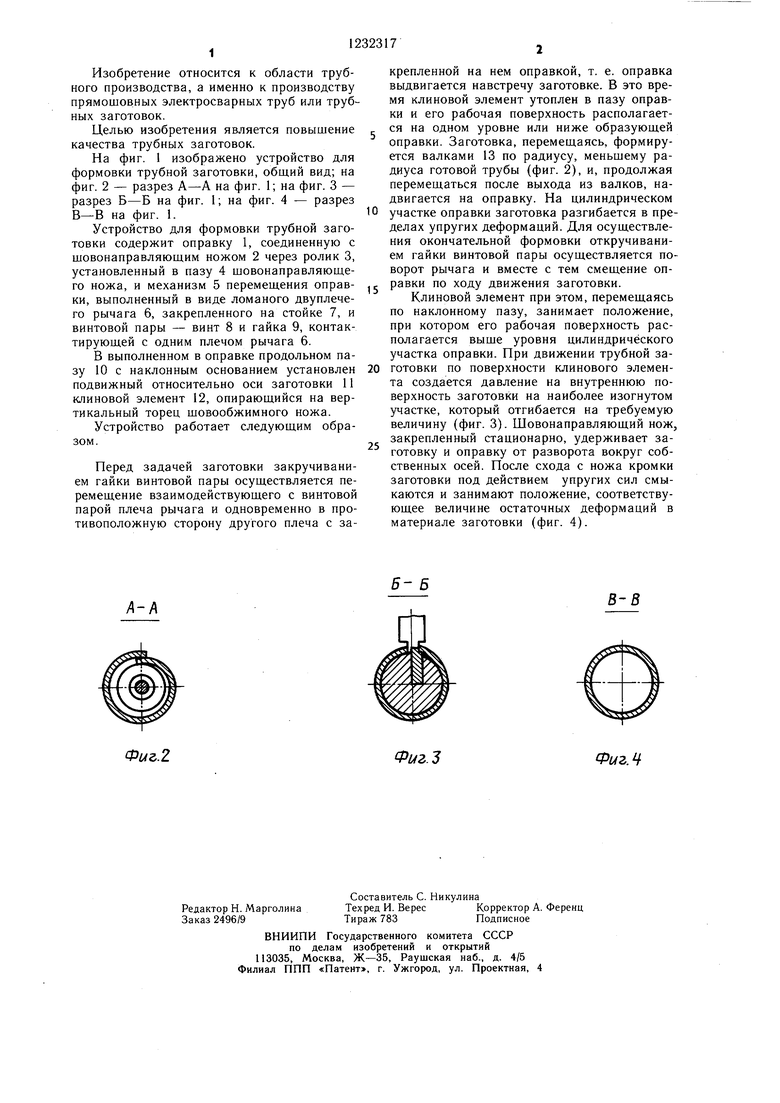
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМОВКИ И СВАРКИ ПРОДОЛЬНЫХ ШВОВ ТРУБ | 2012 |
|
RU2488457C1 |
| Трубоформовочный стан | 1980 |
|
SU893282A1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2012 |
|
RU2504449C1 |
| Клеть трубоформовочного стана | 1975 |
|
SU579061A1 |
| Устройство для формовки трубной заготовки | 1975 |
|
SU556862A1 |
| Стан холодной прокатки труб переменного сечения | 1987 |
|
SU1496849A1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ ИЗ ДВУХ ПОЛУЦИЛИНДРОВ | 2005 |
|
RU2287389C1 |
| Оправка для формовки трубных заготовок | 1980 |
|
SU965535A1 |
| Способ изготовления электросварных прямошовных труб | 1990 |
|
SU1799650A1 |
| Устройство для расформовкипОлуцилиНдРичЕСКиХ ТРубНыХзАгОТОВОК | 1976 |
|
SU795605A1 |
у4-Л
5-6
в-в
Фыг,.2
Составитель С. Никулина
Техред И. ВересКорректор А. Ференц
Тираж 783Подписное
ВНИИПИ Государственного комитета СССР
по делам нзобретеннй и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
Фиг.З
Фиг. Ч
| Ручной зажимной инструмент | 1981 |
|
SU1013250A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Устройство для формовки трубной заготовки | 1975 |
|
SU556862A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Оправка регулируемая | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Разработка ЭЗТМ | |||
| Утв | |||
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
