Изобретение относится к сварке и может быть использовано в производстве прямошовных труб средних и больи-1их диаметров конечной длины.
Известна внутренняя оправка для сварки продольных швов труб, содержашая штангу, распорные рычаги с опорными роликами, поджимной башмак, шарнирно связанный с корпусами дополнительных опорных роликов 1.
Недостатком данной оправки является невозможность устранения осевого смещения свариваемых кромок трубной заготовки.
Наиболее близкой по технической суш,ности и достигаемому эффекту к предлагаемой является внутренняя оправка трубосварочного стана, содержаш;ая установленную на раме бесконечную цепь, состояшую из траков с размещенными на них подущками, опорные ролики, нижние и верхние поддерживающие ролики, роликовые проводки 2.
Однако данная оправка не позволяет устранять возникающее при формовке осевое смещение стыкуемых кромок трубной заготовки, что приводит к необходимости удаления бракованного торца и увеличивает расходный коэффициент металла.
Цель изобретения - снижение затрат путем повышения коэффициента использования металла.
Поставленная цель достигается тем, что во внутренней оправке трубосварочного стана, содержащей установленную на раме непрерывную цепь, состоящую из траков с размещенными на них подушками, опорные ролики, нижние и верхние поддерживающие ролики, роликовые проводки, один конец каждой подушки шарнирно установлен на траке, а другой конец подпружинен в направлении, перпендикулярном рабочей плоскости подущ1 и.
Такое конструктивное выполнение внутренней оправки трубосварочного стана позволяет повыси1ь выход годного и коэффициента использования .металла благодаря устранению возникающего при формовке трубной заготовки осевого смещения стыкуемых кромок.
П
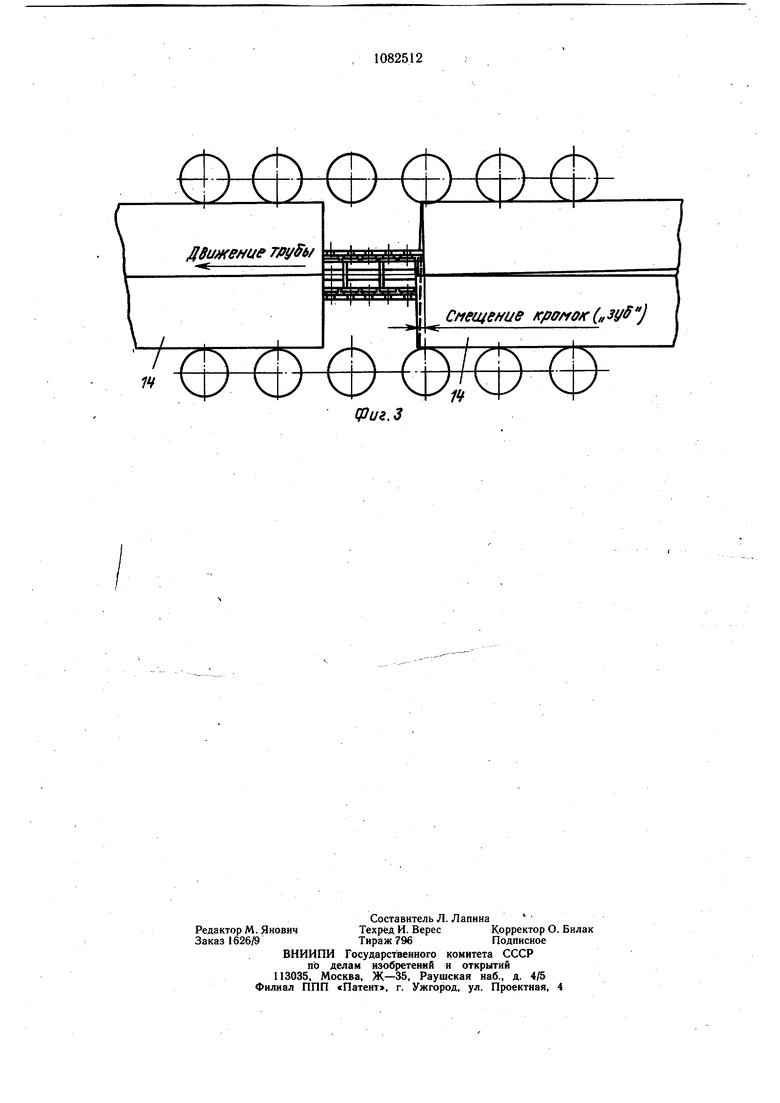
На фиг. 1 изображена внутренняя оправка трубосварочного стана, общий вид; на фиг. 2 - узел I (крепления подушки) на фиг. 1; на фиг. 3 - стан с предлагаемой оправкой, общий вид.
Внутренняя оправка трубосварочного стана состоит из рамы 1, на которой смонтированы нижние опорные валки 2 с механизмами уравновещивания 3, нижние и верхние поддерживающие ролики 4 и подвижный гусеничный башмак 5, установленный на опорах 6. Гусеничный башмак 5 выполнен в виде непрерывной цепи из траков 7 с расположенными на них подушками 8, причем один конец каждой подушки 8 щарнирно закреплен на траке 7, а второй установлен с возможностью перемещения в вертикальной плоскости посредством пружины 9, размещенной на болте 10, ограничивающего величину подъема подущки 8. Цепь размещается на опорных натяжных щкивах 11, а верхняя ветвь на роликовой проводке 12, смонтированных в корпусе башмака 13, который в свою очередь установлен в пазах paiMbi 1 оправки, фиксирующих его от осевого смещения.
При задаче на внутреннюю оправку сформованной с осевым смещением кромок трубной заготовки 14 ее выступающая кромка упирается в торец подпружиненной подушки 8, прижимая своей массой другие подушки 8 по всей своей длине к тракам 7. При дальнейшей подаче заготовки 14 вследствие возникающего сопротивления в сварочном калибре (не показан) и малой жесткости самой заготовки в осевом направлении происходит выравнивание кромок относительно друг друга по торцу и подача в клеть под сварку. При этом перемещение башмака 5 осуществляется за счет усилия подачи, передаваемого через зафиксированную подушками 8 заготовку 14.
Предлагаемая внутренняя оправка трубосварочного станка по сравнению с базовым объектом (прототипом) позволяет повысить выход годного и коэффициент использования металла, устранить операцию удаления выступающей после сварки кромки.
движение
.,
I
14
CMeofeffue icflaffo(tf зу)
Фиг,3
| название | год | авторы | номер документа |
|---|---|---|---|
| ВНУТРЕННЯЯ ОПРАВКА ТРУБОСВАРОЧНОГО СТАНА | 1993 |
|
RU2070450C1 |
| Внутренняя оправка трубосварочного стана | 1981 |
|
SU1044376A1 |
| Внутренняя оправка трубосварочного стана | 1987 |
|
SU1489869A1 |
| Внутренняя оправка трубосварочногоСТАНА | 1979 |
|
SU804052A1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ ИЗ ДВУХ ПОЛУЦИЛИНДРОВ | 2005 |
|
RU2287389C1 |
| Линия подготовки ленты трубосварочного агрегата | 1980 |
|
SU912320A1 |
| Внутренняя оправка трубосварочного стана | 1972 |
|
SU455768A1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ДВУХШОВНЫХ ТРУБ | 2005 |
|
RU2296024C2 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА КОНЕЧНОЙ ДЛИНЫ | 2002 |
|
RU2215605C2 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ | 2006 |
|
RU2344011C2 |
ВНУТРЕННЯЯ ОПРАВКА ТРУБОСВАРОЧНОГО СТАНА, содержащая установленную на башмаке. непрерывную цепь, состоящую из траков с размещенными на них подущками, опорные ролики, нижние и верхние поддерживающие ролики и роликовые проводки, отличающаяся тем, что, с целью повышения выхода годного и сокращения расходного коэффициента металла за счет устранения осевого смещения стыкуемых кромок, одиц конец каждой подущки щарнирно установлен на траке, а другой конец подпружинен в направлении, перпендикулярном рабочей плоскости подущки. i (А) ас 1C ел to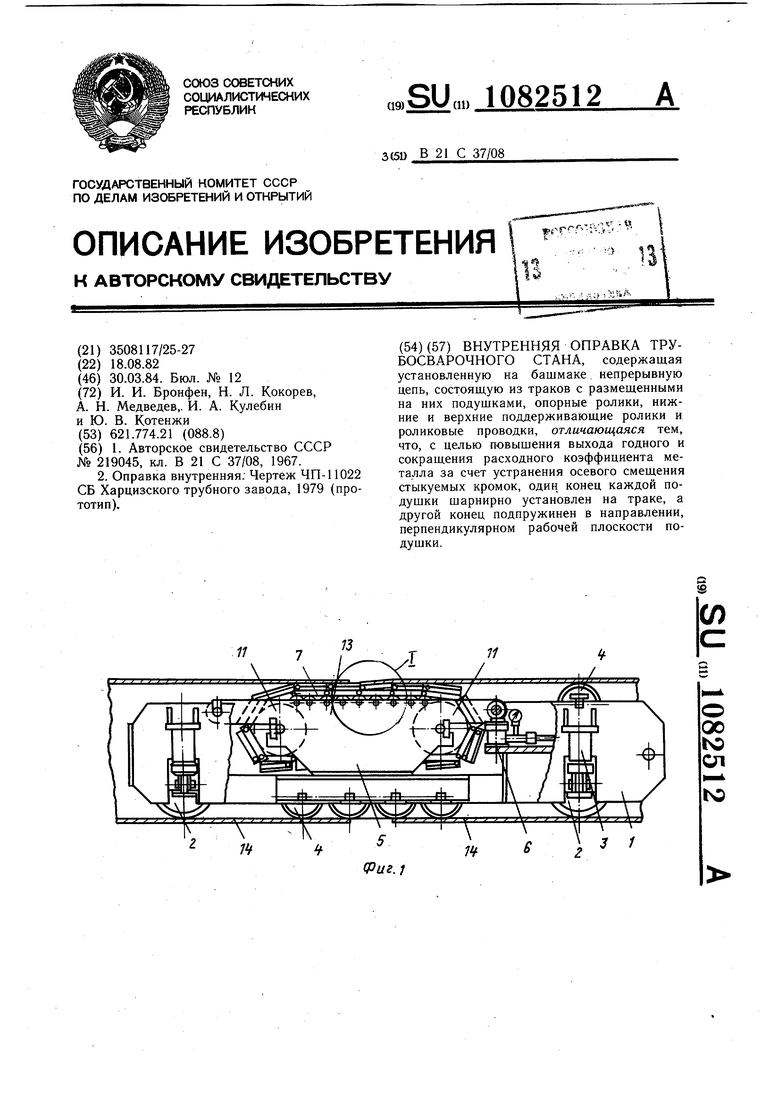
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ВНУТРЕННЯЯ ОПРАВКА для СВАРКИ ПРОДОЛЬНЫХ швовТРУБ | 0 |
|
SU219045A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для получения пара и распределения его под колосниковой решеткой | 1926 |
|
SU11022A1 |
