(54) СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ
1
Изобретение относится к обработке металлов давлением, в частности к производству гнутых замкнутых профилей на профилегибочных агрегатах.
Известен способ холодного изготовления квадратных и прямоугольных труб с жёлобг ком, согласно которому формуют трубную заготовку с площадью поперечного сечения на 1,8-2% больше площади поперечного сечения готового изделия, которая затем переформовывается в замкнутый прямоугольный профиль по крайней мере с одним вогнутым элементом 1.
Недостатком способа является утяжка металла боковых стенок профиля в места изгиба и вследствие этого невозможность отформовки их на требуемый радиус изгиба.
Цель изобретения - повышение точности геометрических размеров профиля в процессе переформовки трубчатой заготовки.
Поставленная цель достигается тем, что согласно способу И31готовления гнутых профилей замкнутого сечения с вогнутым элементом и смежными с ним боковыми стенками, включающему предварительное формообразование трубчатой заготовки и последующую её переформовку в профиль заданЗАМКНУТОГО СЕЧЕНИЯ
ной формы, переформовку осуществляют путем осадки трубчатой заготовки в месте расположения вогнутого элемента и смежных с ним боковых стенок до получения трех плоских участков с углами между ними,
равными заданным для готового профиля и последующей подгибки плоских участков при сохранении угла между ними с одновременной осадкой противоположно расположенного участка.
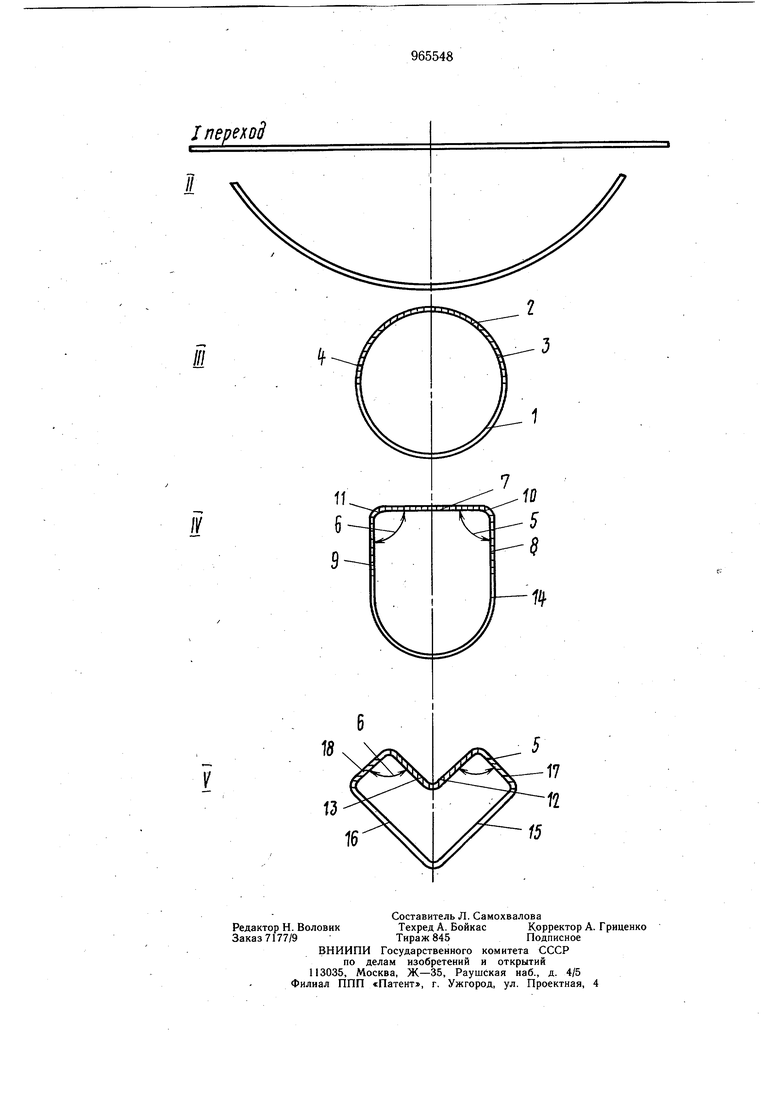
10 На чертеже приведена схема технологических переходов изготовления гнутого профиля замкнутого сечения с одним вогнутым элементом.
Пример. При изготовлении специального гнутого замкнутого профиля 50х50Х25Х
5 Х25х2 мм из стали 08КП на переходах I-П последовательной подгибкой в валках профилегибочного стана формуют гнутый открытый профиль желобчатой формы, который в III переходе продольно сваривая,
20 формообразуют в трубную заготовку 1.
В переходах IV и V трубную заготовку 1 переформовывают в профиль заданной формы, прикладывая обжимающие профиль давления по наружному контуру заготовки со i.,0i j.ioi. приводных и неприводных горизонтальных и вертикальных валков стана. В переходе IV при переформовке трубной заготовки 1 в промежуточный профиль осаживают участки ее под вогнутый элемент 2 и под боковые стенки 3 и 4 профиля до получения углов 5 и 6, между переходными формами вогнутого элемента 7 и боковых стенок 8 и 9, заданных для готового профиля. При этом боковые стенки 8 и 9 располагают в направлении осадки участка заготовки под вогнутый элемент (в данном случае параллельно оси симметрии), что позволяет отформовать на требуемый радиус кривизны места сопряжения (места изгиба) 10 и 11 вогнутого элемента и смежных с ним боко; BbDj стенок профиля без утяжки, металла со смежных участков. В переходе V промежуточный профиль переформовывают в требуемый замкнутый с вогнутым элементом, подгибая плоские участки 12 и 13 вогнутого элемента, и одновременно осаживают противоположно расположенный участок заготовки 14, формообразуя стенки профиля 15 и 16, обеспечивая при этом неизменность полученных в предыдущем переходе углов 5 и 6 между плоскими участками вогнутого элемента 12 и 13 и смежными с ними боковыми стенками профиля 17 и 18. Предлагаемый способ позволяет изготавливать гнутые профили замкнутого сечения с вогнутым элементом, имеющие точные геометрические размеры профиля с имеющими требуемую кривизну местами сопряжения вогнутого элемента и боковых стенок профиля. Предлагаемое изобретение по сравнению с известным позволяет изготавливать гнутые замкнутые профили с вогнутым элементом, места сопряжения, места изгиба которого со смежными ему боковыми стенками профиля отформованы на внутренний радиус изгиба PgH 1,5, где S -гтолщина металла, в то время как в профилях, изготовленных по известному способу, указанные места сопряжения отформованы на ,5, кроме того, на 6-8% уменьшает энери/затраты на их изготовление (исключена правка) и на 4-5% уменьшает брак при их производстве. Экономический эффект от использования предлагаемого изобретения составляет 3,5 руб на тонну гнутых профилей. Формула изобретения Способ изготовления гнутых профилей замкнутого сечения с вогнутым элементом и смежными с ним боковыми стенками, включаюш,ий предварит(ельное формообразование трубчатой заготовки и последующую ее переформовку в профиль заданной формы, отличающийся тем, что, с целью повышения точности геометрических размеров профиля, переформовку осуш,ествляют путем осадки трубчатой заготовки в месте расположения вогнутого элемента и смежных с ним боковых стенок до получения трех плоских участков с углами между ними, равными заданным для готового профиля, и последующей подгибки плоских участков при сохранении угла между ними с одновременйой осадкой противоположно расположенного участка. Источники информации, принятые во внимание при экспертизе 1. Патент Румынии № 57365, кл. В 21 D 5/06, 13.04.71 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления из трубной заготовки гнутых полых профилей | 1982 |
|
SU1065059A1 |
| Способ изготовления гнутых профилей замкнутого сечения с выпуклым элементом | 1984 |
|
SU1286313A1 |
| Способ изготовления гнутых профилей замкнутого сечения | 1981 |
|
SU940910A1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ПРОФИЛЕЙ ПРОКАТА | 1989 |
|
RU2068747C1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ПРОФИЛЕЙ ПРОКАТА | 1988 |
|
SU1587772A1 |
| Способ изготовления гнутых профилей коробчатой формы | 1989 |
|
SU1731347A1 |
| Способ производства гофрированных профилей | 1989 |
|
SU1639829A2 |
| Способ изготовления гнутых С-образных профилей | 1989 |
|
SU1634348A1 |
| Способ изготовления гнутых профилей | 1987 |
|
SU1480918A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С НЕПАРАЛЛЕЛЬНЫМИ КРОМКАМИ | 1989 |
|
RU2026762C1 |