формовка осуществляется с обжатием по всему контуру трубной заготовки, выпуклые наружу элементы не утоняются, а имеют, наоборот, приращенне толщины. Утоняться же могут, при этом, причем не более чем на 1%, лишь сопрягающие их вогнутые элементы, которые при окончательной переформовке профиля располагаются на прямолинейных, незначительно деформируемых, участках вогнутого участка.
В последующих переходах I-VI, при окончательной нереформовке с применением обжатия по iKOHTypy промежуточной заготовки в замкнутый нрофиль заданного сечения, из предварительно отформованного участка формуют вогнутый участок. При этом место изгиба 4 вогнутого участка формуют из упомянутого среднего элемента 3 с изменением знака кривизны его на противоположный. Так как при предварительной отформовке средннй элемент был выпуклым, то он имел приращение толщины. При нереформовке же его в место изгиба 4 растягивающие деформации, но крайней мере, не повыщают сжимающих, развиваемых в процессе предварительной формовки среднего элемента, а следовательно, металл в месте изгиба не утоняется.
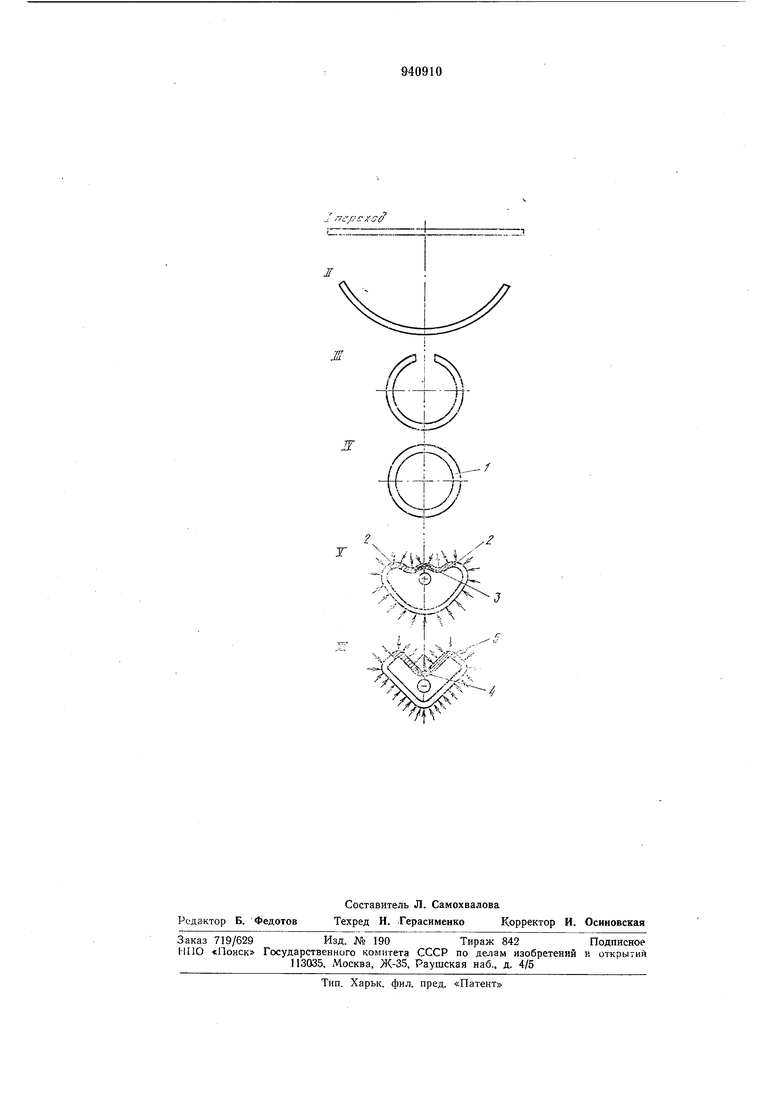
Так, например, нри изготовлении специального гнутого зам хнутого профиля 50X50X25X25X2 мм из стали 08 КП на переходах I-III носледовательной подгибкой в валках профилегибочного стана формуют гнутый открытый профиль желобчатой формы, который в переходе IV, продольио сваривая, формообразуют в трубную заготовку 1.
В переходах V и VI трубную заготовку переформовывают в профиль заданной формы, прикладывая обжимающий профиль давления по наружному контуру заготовки со стороны приводных и неприводных горизонтальных и вертикальных валков стана.
При этом в переходе V при переформовке трубной заготовки 1 в промежуточный нрО|филь на участке, предназначенном для вогнутого участка, первоначально формуют три сопряженные между собой выпуклые наружу элементы 2 и 3, средний из которых 3 располагают в месте изгиба 4 б дущего вогнутого участка, в переходе VI промежуточный профиль переформовывают в требуемый замкнутый профиль с вогнутым участком. Место изгиба 4 последнего образуют из среднего элемента 3, путем изменения знака его кривизны на противоположный.
Одновременно доформовывают смелсные с местом изгиба элементы профиля 5.
Предлагаемый способ:
нозволяет изготавливать гнутые нрофили замкнутого сечения с вогнутым элементом без утонения металла в месте изгиба его;
позволяет формовать вогнутый участок замкнутых профилей без утонения металла в месте изгиба его, в то время как в нрофилях, изготовленных но известному способу, утонение мест изгиба достигало 12-15%;
обеспечивает -увеличение на 4-8% несзщей способности профилей и уменьшение на 3-5%-брака при их производстве;
ожидаемый экономический эффект от использования заявляемого изобретения - 4 рубля на тонну гнутых профилей за счет увеличения несущей способности профилей на 4-8% и уменьшения .брака при их производстве на 3-5%.
Ориентировочная годовая потребность народного хозяйства в специальном гнутом замкнутом профиле с вогнутым элементом гпо данным АЗСТ г. Антрацит - 15 тыс.
ТОНН .
Ожидаемый годовой экономический эффект от максимального использования заявляемого способа будет получен за счет расширения нроизводства гнутых замкнутых профилей для силовых элементов кабин сельхозмашин.
Формула изобретения
Способ изготовления гнутых профилей зам1кнутого сечения, содержащих по крайней мере один вогнутый участок, путем формообразования трубной заготовки и носледующей переформовки с обжатием но контуру и с получением вогнутого участка, отличающийся тем, что, с целью уменьшения утонения в месте изгиба вогнутого элемента, вогнутый участок получают путем формовки по крайней мере трех сопряженных между собой выпуклых наружу элементов, средний из которых располагают- в месте изгиба будущего вогн того участка, а затем средний элемент переформовывают в месте изгиба путем изменения знака его кривизны на противоположный при одновременной доформовке смежных с местом изгиба элементов.
Источник информации, принятый во внимание нри экспертизе:
1. Патент Румынии № 57365, кл. 7 d 14/01, 13.04.71 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гнутых профилей замкнутого сечения с выпуклым элементом | 1984 |
|
SU1286313A1 |
| Способ изготовления гнутых профилей замкнутого сечения | 1981 |
|
SU965548A1 |
| Способ изготовления гнутых профилей | 1981 |
|
SU997901A1 |
| Способ изготовления из трубной заготовки гнутых полых профилей | 1982 |
|
SU1065059A1 |
| Способ изготовления гнутыхпРОфилЕй | 1978 |
|
SU799858A1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ПРОФИЛЕЙ ПРОКАТА | 1989 |
|
RU2068747C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПРОФИЛЬНЫХ ТРУБ | 2010 |
|
RU2443486C1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ПРОФИЛЕЙ ПРОКАТА | 1988 |
|
SU1587772A1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ПРОФИЛЕЙ | 1992 |
|
RU2036737C1 |
| Способ изготовления гнутых профилей проката | 1976 |
|
SU603180A1 |