Изобретение относится к обработке металлов давлением, в частности к инструменту для изготовления продольной прокатной проволоки периодического профиля.
Цель изобретения - снижение трудоемкости изготовления валка.
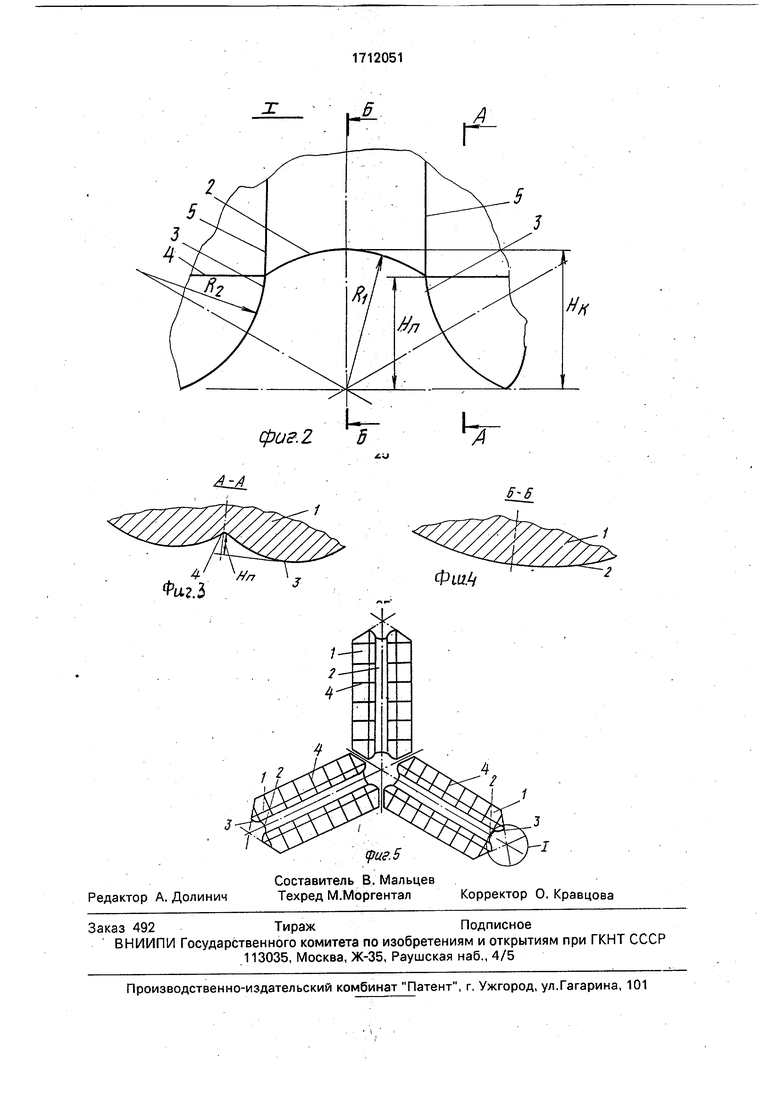
На фиг. 1 изображен валок в двухвалковой схеме прокатки, общий вид; на фиг. 2 узел I на фиг. 1; на фиг. 3 - сечение А-А на фиг. 2; на фиг. 4 - сечение Б-Б на фиг. 2; на фиг. 5 - пример использования валка для трехвалковой схемы прокатки.
На валке 1 для прокатки сложных периодических профилей выполнен ручей 2 с боковыми участками 3 его поверхности. Поверхность радиуса Ri переходит в выпуклый боковой участок 3 радиуса R2. На боковом участке 3 поверхности ручья выполнены канавки 4. Форма канавки 4 может быть различной, на фиг. 3 показана седловидная форма канавки 4. Глубина ручья валка 1 Нк, глубина канавки 4 Нп, такую же величину Нп составляет глубина линии 5 перехода донной части ручья 2 в боковой участок3 поверхности ручья.
Валки работают следующим образом.
Заготовка, войдя в ручей 2, деформируется (уменьшается высота, и ширина по выпуклым участкам 3 боковых поверхностей ручья). В зоне канавок 4 геометрические параметры исходной заготовки остаются без изменения на высоте Нп для каждого валка. Число таких участков всегда в 2 раза больше числа валков в калибре. Данные участки являются выступающими поверхностями проволоки периодического профиля и обеспечивают сцепление арматуры с бетоном.
Для опробования предлагаемого решения были изготовлены партии арматурной проволоки класса Вр-1. Для изготовления валков использовалась одна и та же сталь. При изготовлении валков способ выполнения канавок был различным. Для сравниваемого варианта - с помощью пуансонов специальной формы и профиля, изготовленных из инструментальных сталей с последующей термической обработкой на прошивном станке. Для в алков по изобретению - с помощью абразивного инструмента (с заправкой рабочей поверхности специальным профилем) на плоскошлифовальном станке. Сравнение калькуляций, составленных на операции изготовления рабочей поверхности валков показал, что за счет всех операций себестоимость изготовления валка по изобретению была на 15% ниже, чем по сравниваемому варианту. При изготовлении проволоки с двухсторонней-профилировкой использовались клети одинаковой конструкции. Выпуск опытных партий объемом 300 т на.валках каждой.конструкции показал, что при использовании валков по сравниваемому варианту для указанного объема было использовано 2 комплекта валков (с 5 ручьями). Средняя стойкость ручья соответствовала 30 т. Для валков согласно изобретению был израсходован 1 комплект и использовано 3 ручья от валков (с 5 ручьями). Таким образом, стойкость валков была повышена (в пересчете на 1 ручей) более чем в 3 раза.
Изобретение обеспечивает снижение трудоемкости изготовления валков благодаря упрощению конструкции ручьев и канавок и повышение их стойкости при прокатке периодических профилей.
Формула изобретения Валок для изготовления сложных периодических профилей, содержащий тороидальный ручей с боковыми участками его поверхности и рабочие элементы в виде канавок, отличающийся тем, что, с целью снижения трудоемкости его изготовления, боковые участки поверхности ручья выполнены выпуклыми, а канавки расположены на указанных боковых участках.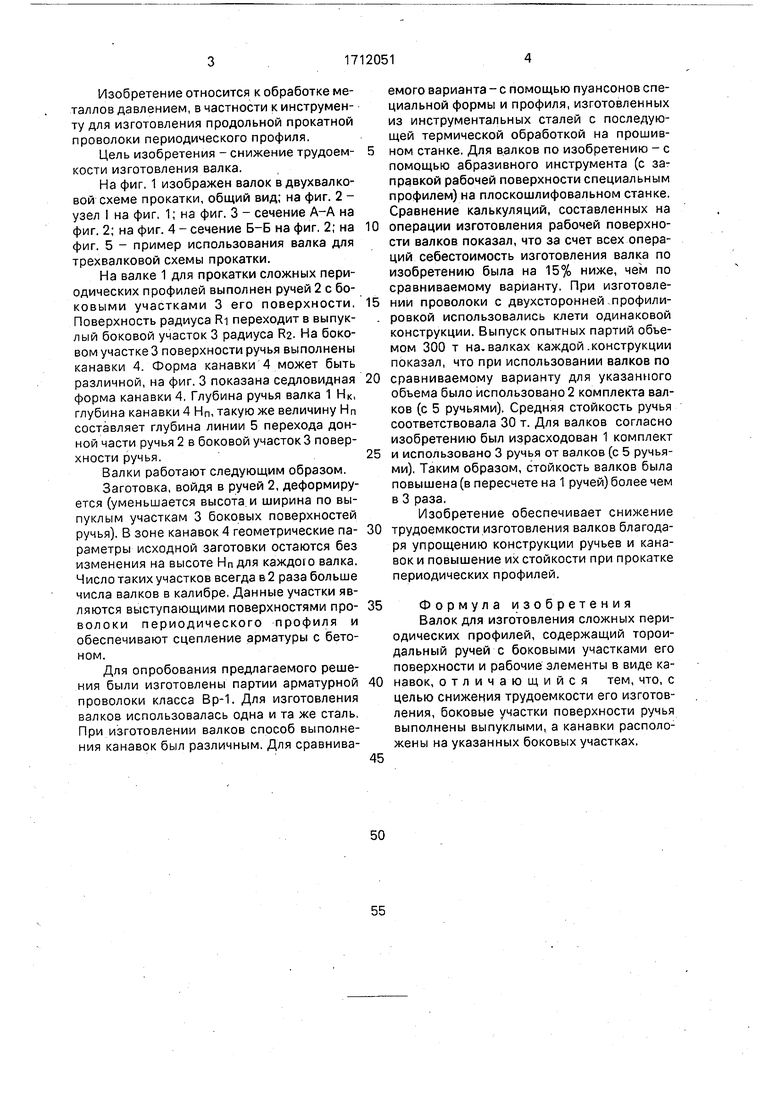
| название | год | авторы | номер документа |
|---|---|---|---|
| РАБОЧИЙ ВАЛОК ДЛЯ ИЗГОТОВЛЕНИЯ СЛОЖНЫХ ПЕРИОДИЧЕСКИХ ПРОФИЛЕЙ | 1992 |
|
RU2029650C1 |
| Способ производства калиброванных валков | 1985 |
|
SU1308406A1 |
| Валок для изготовления проволоки периодического профиля | 1992 |
|
SU1819180A3 |
| Валки для изготовления сложных периодических профилей | 1981 |
|
SU965583A1 |
| СПОСОБ ОБРАБОТКИ РУЧЬЕВ И КАНАВОК НА ВАЛКАХ ИЛИ ШАЙБАХ | 1993 |
|
RU2121908C1 |
| Валок для периодической прокатки | 1981 |
|
SU984521A1 |
| Прокатный валок | 1985 |
|
SU1337179A1 |
| Клеть для продольной прокатки | 1990 |
|
SU1745381A1 |
| Валок для периодической прокатки труб | 1981 |
|
SU1066681A1 |
| Валок для прокатки арматурных периодических профилей | 1988 |
|
SU1588477A1 |
Изобретение относится к обработке металлов давлением, в частности к инструм'ен- там для изготовления продольной прокаткой проволоки периодического ггро-филя. Цель.изобретения - снижение трудоемкости изготовления валков. На валке (В) 1 для прокатки сложных периодических профилей выполнен ручей (Р) 2 с боковыми участками (БУ) 3 поверхности. БУ 3 Р 2 выполнена выпуклым. На БУ 3 выполнены канавки (К) 4, При прокатке заготовка, войдя в Р 2, деформируется по высоте и ширине БУ 3. В зоне К 4 геометрические параметры исходной заготовки остаются без изменений. К 4 В 1 изготавливаются абразивным инструментом на плоскошлифовальном станке. Изобретение обеспечивает снижение трудоемкости изготовления В 1 благодаря упрощению конструкции Р 2 и К 4 и повышение их стойкости при прокатке периодических профилей. 5 ил.^HkK^т>&^^Оел^4 -.4 ,2L/^• 1•х>&1CpuS-i
| Валки для изготовления сложных периодических профилей | 1981 |
|
SU965583A1 |
