(54) СПОСОБ СВАРКИ ПОД СЛОЕМ ФЛЮСА
| название | год | авторы | номер документа |
|---|---|---|---|
| Сварочный флюс | 1977 |
|
SU716749A1 |
| Состав шихты для получения сварочного плавленого флюса | 1983 |
|
SU1098731A1 |
| Плавленый сварочный низкокремнистый флюс | 1988 |
|
SU1685660A1 |
| Способ электродуговой многоэлектродной сварки под слоем флюса продольных стыков толстостенных труб большого диаметра | 2016 |
|
RU2632496C1 |
| ФЛЮС ДЛЯ СВАРКИ И НАПЛАВКИ | 1994 |
|
RU2074800C1 |
| ПЛАВЛЕНЫЙ ФЛЮС ДЛЯ МЕХАНИЗИРОВАННОЙ СВАРКИ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2005 |
|
RU2309829C2 |
| Устройство для скалывания шлаковойКОРКи | 1978 |
|
SU725330A1 |
| Состав электродной проволоки | 1983 |
|
SU1131121A1 |
| Керамический флюс для автоматической сварки высоколегированных сталей и сплавов | 1982 |
|
SU1079388A1 |
| Способ дуговой сварки неповоротных стыков труб | 1980 |
|
SU1006137A1 |
1
Изобретение относится к дуговой сварке и может быть использовано при сварке под слоем флюса крупногабаритных изделий, преимущественно при многослойной сварке в узкую разделку толстостенных кольцевых соединений.
Известен способ сварки, при котором флюсовую корку удаляют с поверхности наплавленного металла путем ее срезания движущимися впереди электрода ножами 1.
Этот способ не обладает достаточной производительностью и не обеспечивает необходимой стойкости инструмента (ножей), так как требуется значительное усилие для удаления флюсовой корки.
Известно-удаление щлаков при пламенной обработке путем воздействия на щлак, находящийся в жидком состоянии струей воды, благодаря чему шлак подвергается интенсивному переохлаждению и вследствие образующихся термических напряжений гра нул и руется 2 .
Известный способ удаления щлаков не может быть применен при сварке, так как наличие влаги в зоне сварки приводит к появлению пор и трещин в сварных соединениях.
Известен способ, при котором в процессе сварки изделий, имеющих У-образную разделку, на шлаковую корку для ее последующего удаления механически воздействуют ударным инструментом с приложением импульсной нагрузки 3.
Однако этот способ невозможно осуществить при многослойной сварке в узкую разделку, что затрудняет удаление шлаковой корки из узкой разделки.
Целью изобретения является облегчение
10 удаления шлаковой корки при многослойной сварке в узкую разделку.
Цель достигается тем, что согласно способу сварки под слоем флюса с одновременным механическим воздействием на шлаковую корку механическое воздействие осу15ществляют на шлаковую корку, находящуюся в вязком состоянии, путем непрерывного разделения ее на- части вдоль разделки, что позволяет уменьшить усилия, требуемые для удаления шлаковой корки и создаются ус20ловия для ее растрескивания при охлаждении.
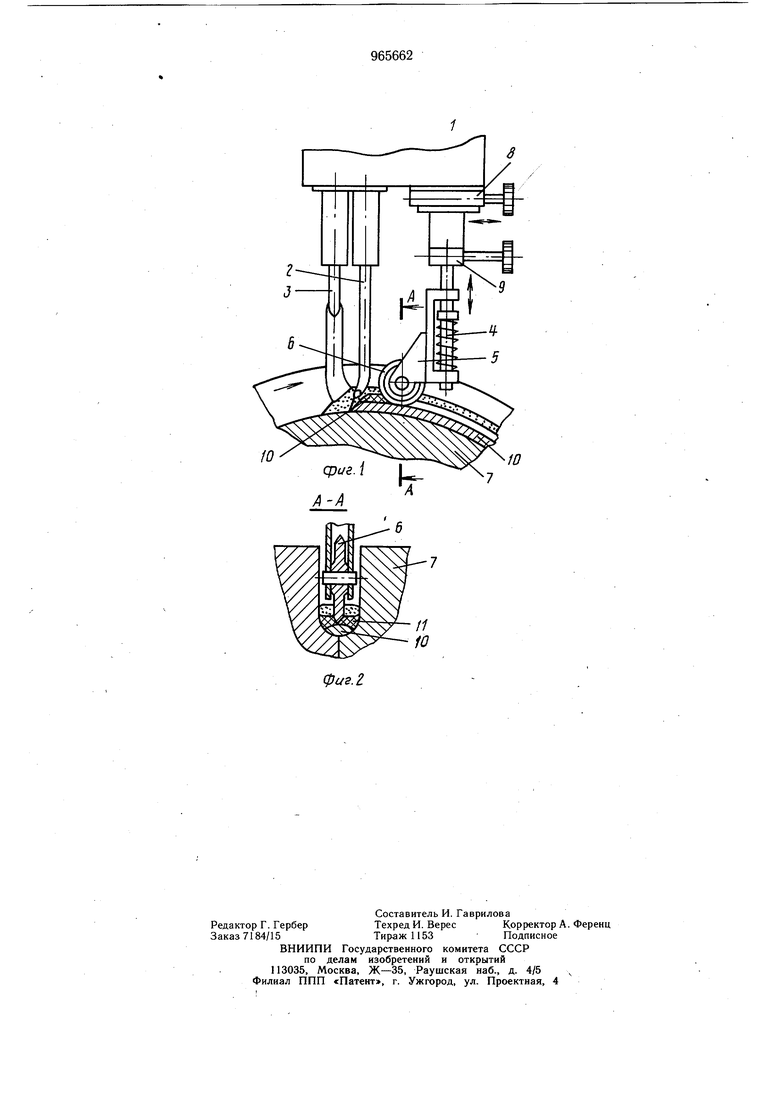
На фиг. 1 изображено устройство для осуществления способа, общий вид; на фиг. 2 - разрез А-А на фиг. 1. Устройство содержит сварочный аппарат 1 с головкой 2 и насадком 3 для подачи флюса. На. сварочном аппарате 1 за головкой 2 установлена с возможностью перемещения вверх - вниз и вправо - влево штанга 4, несущая подпружиненный кронштейн 5 с рабочим инструментом 6, выполненным в виде свободно вращающегося дис ка с клинообразной заточкой. Положение рабочего инструмента относительно изделия 7 регулируется корректорами 8 и 9. При сварке образуется жидкий металл 10 и вязкая шлаковая корка 11. Способ осуществляют следующим образом. Перед началом сварки рабочий инструмент 6 устанавливают от головки 2 на таком расстоянии, чтобы он находился в зоне щлака, находящегося в процессе сварки в вязком состоянии. Это расстояние зависит от марки применяемого флюса и режимов сварки. После этого корректором 9 устанавливают необходимое усилие поджатия рабочего инструмента 6 к поверхности изделия 7. При сварке изделие 7 перемещаясь относительно аппарата 1 со сварочной скоростью поворачивает рабочий инструмент 6, который, накатываясь на вязкую шлаковую корку 11, продавливает в ней клинообразную канавку и делит ее таким образом в продольном направлении. Такое разделение приводит к образованию пространства между частями шлаковой корки, куда ссыпается нерасплавленный флюс, подаваемый в зону сварки из насадка 3, что препятствует смыканию между собой раздельных частей вязкого шлака. Разделение ВЯЗКОГО шлака канавкой приюдит к изменению его формы, вследствие чего в шлаковой корке возникают внутренние напряжения, приводящие к ее самопроизвольному растрескиванию при охлаждении и отделению от металла щва. Кроме того, при разделении шлака уменьшается общая ширина корки и она становится меньше ширины разделки, что исключает ее заклинивание между стенками разделки и при вращении изделия под действием силы тяжести шлаковая корка осыпается вниз по разделке и к сварочной дуге подходит чистый наплавленный металл, что позволяет осуществить сварку следующего слоя, не прерывая процесс сварки. Формула изобретения Способ сварки под слоем флюса с одновременным механическим воздействием на щлаковую корку, отличающийся тем, что, с целью облегчения удаления шлаковой корки при многослойной сварке в узкую разделку, механическое воздействие осуществляют на шлаковую корку, находящуюся в вязком состоянии, путем непрерывного разделения ее на части вдоль разделки. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 85302, кл. В 23 К 37/00, 1949. 2.Патент ФРГ № 1230655, кл. В 23 К 7/06. 1967. 3.Авторское свидетельство СССР № 522931, кл. В 23 К 37/02, 1975 (прототип) .
фиг. г
8
W
